工业工程课程设计
- 格式:doc
- 大小:615.00 KB
- 文档页数:31
工业工程相关课程设计一、教学目标本课程的教学目标是让学生掌握工业工程的基本概念、理论和方法,培养学生运用工业工程的思维方式分析和解决实际问题的能力。
具体来说,知识目标包括了解工业工程的历史发展、基本原理和主要方法;技能目标包括能够运用工业工程的理论和方法分析生产系统、物流系统等问题,并提出优化方案;情感态度价值观目标包括培养学生对工业工程的兴趣和热情,提高学生对工程技术的认识和尊重。
二、教学内容根据课程目标,教学内容主要包括工业工程的基本概念、理论和方法。
具体包括以下几个方面:1. 工业工程的定义、历史和发展趋势;2. 工业工程的基本原理和方法,如系统分析、流程优化、质量管理等;3. 工业工程在生产系统、物流系统、人力资源等方面的应用;4. 工业工程的最新发展和前沿话题。
三、教学方法为了实现课程目标,我们将采用多种教学方法,包括讲授法、案例分析法、实验法等。
具体来说:1. 通过讲授法向学生传授工业工程的基本概念、理论和方法;2. 通过案例分析法让学生了解工业工程在实际问题中的应用;3. 通过实验法让学生亲手操作,体验工业工程的方法和技术。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1. 教材:《工业工程导论》等;2. 参考书:提供相关的学术论文和书籍,供学生深入阅读;3. 多媒体资料:制作课件、视频等,帮助学生更好地理解工业工程的概念和方法;4. 实验设备:提供一定的实验设备和工具,让学生能够进行实际操作。
五、教学评估本课程的评估方式包括平时表现、作业、考试等多个方面,以全面客观地评价学生的学习成果。
具体来说:1. 平时表现:通过课堂参与、提问、讨论等方式评估学生的学习态度和理解程度;2. 作业:布置相关的练习题和案例分析,评估学生对知识点的掌握和应用能力;3. 考试:进行期中和期末考试,以评估学生对课程知识的全面理解和运用能力。
六、教学安排本课程的教学安排将根据课程内容和学生的实际情况进行合理规划。
工业工程基础课程设计一、课程目标知识目标:1. 让学生理解工业工程的基本概念,掌握其核心原理和应用领域;2. 使学生掌握工业工程中常用的数据分析方法,并能运用到实际问题的解决中;3. 帮助学生了解我国工业发展现状,认识到工业工程在提高企业竞争力中的作用。
技能目标:1. 培养学生运用工业工程原理和方法分析、解决实际问题的能力;2. 提高学生在团队协作中运用工业工程知识进行项目设计的能力;3. 培养学生运用信息技术工具进行数据收集、处理和分析的能力。
情感态度价值观目标:1. 激发学生对工业工程的兴趣,培养其探究精神和创新意识;2. 培养学生关注我国工业发展,增强国家意识和社会责任感;3. 引导学生树立正确的人才观,认识到工业工程师在社会主义现代化建设中的重要作用。
课程性质:本课程为工业工程专业基础课程,旨在帮助学生建立工业工程的基本概念,培养实际操作能力,提高学生的综合素质。
学生特点:学生具备一定的数学、物理和计算机基础,具有较强的逻辑思维能力和动手能力,但对工业工程的实际应用了解有限。
教学要求:结合学生特点,注重理论联系实际,采用案例教学、分组讨论、实践操作等多种教学方法,提高学生的知识水平和实践能力。
在教学过程中,关注学生的学习进度和反馈,及时调整教学策略,确保课程目标的实现。
通过本课程的学习,使学生能够将所学知识运用到实际工作中,为我国工业发展做出贡献。
二、教学内容1. 工业工程基本概念与原理:包括工业工程的定义、发展历程、核心原理和应用领域,以课本第一章内容为基础,使学生建立对工业工程的初步认识。
2. 数据分析方法:教授工业工程中常用的数据分析方法,如统计过程控制、方差分析等,结合课本第二章内容,培养学生分析数据、解决问题的能力。
3. 工业工程应用案例:分析国内外典型工业工程应用案例,以课本第三章内容为参考,使学生了解工业工程在实际生产中的重要作用。
4. 企业竞争力与工业工程:探讨工业工程在提高企业竞争力方面的作用,结合课本第四章内容,引导学生关注我国工业发展现状。
工业工程的课程设计一、课程目标知识目标:1. 让学生了解工业工程的基本概念、原理和方法,理解其在生产管理、质量控制、物流等方面的应用。
2. 使学生掌握工业工程的基本分析方法,如流程分析、作业研究、时间研究等,并能运用这些方法解决实际问题。
3. 帮助学生了解我国工业工程的发展现状和趋势,提高他们对行业发展的认识。
技能目标:1. 培养学生运用工业工程方法进行生产流程优化、作业效率提升的能力。
2. 提高学生运用数据分析工具(如Excel、Minitab等)进行数据处理和分析的能力。
3. 培养学生团队协作、沟通表达的能力,能就工业工程问题进行有效讨论和交流。
情感态度价值观目标:1. 激发学生对工业工程的兴趣,培养他们积极探究、勤奋学习的态度。
2. 引导学生关注工业工程在生产实践中的重要作用,树立正确的产业观念。
3. 培养学生具备良好的职业道德,关注企业和社会的可持续发展。
本课程针对高中年级学生,结合学科特点和学生实际,注重理论与实践相结合,以培养学生解决实际问题的能力为核心。
课程目标明确、具体,可衡量,便于后续教学设计和评估。
在教学过程中,教师应关注学生的个体差异,充分调动学生的积极性,引导他们主动参与课堂讨论和实践活动,以提高课程教学效果。
二、教学内容根据课程目标,教学内容主要包括以下几部分:1. 工业工程基本概念与原理- 理解工业工程的定义、发展历程及应用领域。
- 掌握工业工程的基本原理,如系统优化、标准化、人因工程等。
2. 生产流程分析与优化- 学习生产流程的基本概念、分类及分析方法。
- 掌握流程优化的方法,如作业研究、时间研究、布局设计等。
3. 质量控制与改善- 理解质量控制的基本原理,掌握质量管理体系及工具。
- 学习质量改善的方法,如PDCA循环、六西格玛、根本原因分析等。
4. 物流与供应链管理- 掌握物流与供应链的基本概念、功能和要素。
- 学习物流系统的设计与优化方法,了解供应链管理策略。
5. 工业工程案例分析- 分析典型工业工程案例,了解实际应用中的成功经验和挑战。
工业工程专业优秀课程设计一、课程目标知识目标:1. 学生能理解工业工程的基本概念,掌握生产流程、作业研究和时间研究等核心知识;2. 学生能运用工业工程原理分析并优化生产过程中的瓶颈问题;3. 学生了解工业工程在制造业和服务业中的应用案例,理解其在提高企业竞争力中的作用。
技能目标:1. 学生能运用工业工程方法对生产作业进行观察、分析,提出合理的改进方案;2. 学生具备运用工业工程软件(如FlexSim、Witness等)进行流程模拟的能力;3. 学生具备团队协作和沟通表达能力,能够就工业工程问题进行讨论和交流。
情感态度价值观目标:1. 学生对工业工程产生兴趣,认识到其在社会发展中的重要作用;2. 学生能够树立良好的工程意识,关注工程伦理,培养敬业精神和责任感;3. 学生具备持续学习和创新的能力,关注工业工程领域的发展动态。
课程性质:本课程为工业工程专业核心课程,旨在培养学生运用工业工程知识分析和解决问题的能力。
学生特点:学生已具备一定的基础知识,具有较强的逻辑思维能力和实践操作能力。
教学要求:教师需结合实际案例,运用多种教学方法,引导学生主动参与课堂,提高学生的实践操作能力和创新能力。
通过课程学习,使学生达到以上课程目标,为未来从事相关工作打下坚实基础。
二、教学内容1. 工业工程基本概念:介绍工业工程的定义、发展历程、核心领域和基本方法;2. 生产流程分析:讲解生产流程的基本环节,分析生产过程中的瓶颈问题,探讨优化方案;3. 作业研究:学习作业研究的基本方法,如流程图、作业测定、工作抽样等;4. 时间研究:介绍时间研究的基本概念,学习工作分解、时间测定、标准作业等方法;5. 方法工程:探讨方法工程在工业工程中的应用,如工作简化、操作标准化等;6. 人因工程:分析人因工程在工业工程中的作用,研究人的生理、心理特点与工作环境的关系;7. 物流工程:介绍物流工程的基本原理,探讨物流系统设计、库存控制等问题;8. 质量管理:学习质量管理的基本理念和方法,如全面质量管理、六西格玛等;9. 企业信息化:分析企业信息化在工业工程中的应用,如ERP、MES等系统;10. 工业工程案例分析:选取典型工业工程案例进行分析,使学生了解实际应用中的问题和解决策略。
北航工业工程课程设计一、课程目标知识目标:1. 学生能够掌握工业工程的基本概念、原理和方法,理解其在航空工业中的应用。
2. 学生能够运用所学知识分析并解决实际工程问题,提高对工业工程学科的认识。
技能目标:1. 学生能够运用工业工程方法对航空工艺流程进行优化,提高生产效率。
2. 学生能够运用统计学和运筹学知识对生产数据进行处理和分析,为决策提供依据。
3. 学生能够熟练运用相关软件工具(如CAD、Excel等)进行工业工程设计和数据分析。
情感态度价值观目标:1. 学生能够认识到工业工程在航空领域的重要性和价值,培养对专业的热爱和责任感。
2. 学生通过团队合作,培养沟通与协作能力,提高解决问题的能力。
3. 学生能够在实际工程项目中树立质量意识、创新意识,培养严谨的科学态度。
分析课程性质、学生特点和教学要求,本课程旨在使学生通过理论学习与实践操作相结合的方式,掌握工业工程的基本知识和技能。
课程目标分解为具体学习成果,以便后续教学设计和评估。
在教学过程中,注重培养学生的实际操作能力、创新意识和团队协作精神,为我国航空工业培养高素质的工程技术人才。
二、教学内容本课程教学内容主要包括以下几部分:1. 工业工程基本概念与原理:介绍工业工程的定义、发展历程、目标和方法,使学生了解其在航空工业中的应用。
2. 航空工艺流程分析与优化:分析航空工业中的典型工艺流程,运用工业工程方法进行优化,提高生产效率。
3. 统计学与运筹学应用:结合航空工业实际,运用统计学和运筹学知识对生产数据进行处理和分析,为决策提供依据。
4. 工业工程软件工具应用:教授相关软件工具(如CAD、Excel等)的使用方法,培养学生实际操作能力。
5. 案例分析与团队合作:选取航空工业实际案例,让学生分组进行分析,培养团队协作能力和解决问题的能力。
教学内容安排如下:第一周:工业工程基本概念与原理第二周:航空工艺流程分析与优化第三周:统计学与运筹学应用第四周:工业工程软件工具应用第五周:案例分析与团队合作本课程采用教材《工业工程》相关章节,结合航空工业实际,确保教学内容的科学性和系统性。
全国工业工程优秀课程设计一、课程目标知识目标:1. 学生能理解工业工程的基本概念,掌握其核心原理和应用领域。
2. 学生能掌握生产流程优化、质量控制、设备维护等工业工程关键知识点。
3. 学生能结合实际案例,分析工业工程在提高生产效率、降低成本方面的作用。
技能目标:1. 学生具备运用工业工程方法对生产过程进行优化设计的能力。
2. 学生能运用工业工程工具,解决实际生产中的问题,提高生产效率。
3. 学生通过课程学习,具备一定的团队协作、沟通与表达能力。
情感态度价值观目标:1. 学生通过学习工业工程,培养对制造业的热爱和责任感。
2. 学生在学习过程中,养成积极主动、严谨求实的科学态度。
3. 学生能认识到工业工程在国民经济中的重要性,增强国家意识和社会责任感。
课程性质与教学要求:本课程为工业工程专业核心课程,旨在培养学生的专业素养和实践能力。
结合学生特点,本课程注重理论联系实际,强调案例分析和实践操作。
在教学过程中,教师应关注学生的个体差异,激发学生的学习兴趣,引导学生主动参与课堂讨论和实践活动。
二、教学内容根据课程目标,本章节教学内容主要包括以下几部分:1. 工业工程基本概念:介绍工业工程的定义、发展历程、应用领域及基本原理。
教材章节:第一章 工业工程概述2. 生产流程优化:讲解生产流程设计、生产线平衡、作业测定等知识点。
教材章节:第二章 生产流程优化3. 质量控制:阐述质量管理的基本原理、质量控制工具与方法、质量改进案例分析。
教材章节:第三章 质量控制4. 设备维护与管理:介绍设备维护策略、预防性维护、设备故障分析与排除。
教材章节:第四章 设备维护与管理5. 精益生产与六西格玛:解析精益生产理念、工具与方法,以及六西格玛管理的实施步骤。
教材章节:第五章 精益生产与六西格玛6. 工业工程案例分析:分析典型工业工程案例,使学生更好地理解理论知识在实际生产中的应用。
教材章节:第六章 工业工程案例分析教学进度安排:1. 前两周:工业工程基本概念、生产流程优化2. 中间四周:质量控制、设备维护与管理、精益生产与六西格玛3. 最后两周:工业工程案例分析、课程总结与复习教学内容确保科学性和系统性,注重理论与实践相结合,使学生在掌握基本理论知识的基础上,提高解决实际问题的能力。
工业工程课程设计
工业工程课程设计是一门综合性的课程,它将工程学的基本原理与实践结合起来,用于改善工业生产的有效性和高效性。
其实践经验集中在企业中,因此可以增强学生的实践能力,为企业的管理提供有价值的技术支持。
工业工程课程设计的核心是研究和解决实际工业问题和任务。
在这一过程中,学生需要学习分析工业中常见问题的基本原理,以及如何使用工业工程理论来分析和解决相关问题。
此外,工业工程课程设计还包括对数学、计算机编程以及相关技术的应用。
学生可以学习使用数学和计算机技术来分析生产系统和过程,以确定最优的方案。
系统分析和设计也是工业工程课程的重要部分,它主要涉及工业生产管理方面的问题。
学生需要学习运用系统分析理论和工具,在任务范围、有效性和安全性方面进行分析和决策。
工业工程课程还会涉及其他研究内容,如工程伦理、工业组织结构和企业管理等。
它可以帮助学生了解企业管理的基本原理,以及如何有效地实施企业的计划。
最后,学生要学习委托实现一个具体的工业工程课程设计计划,以实现所学的知识的应用。
这个过程包括如何分析实际项目的现状,选择最佳实施方案,指导有关部门实施项目,以及完成项目的评估。
这个过程需要学生运用你学习到的所有知识和经验,以及进行实际工作的能力,来实施一个实际有效的项目计划。
总而言之,工业工程课程设计是一个实践性强的学科,学生将学习如何应用工程学原理和技术,帮助企业实现高效生产和经营。
它可以为学生提供实践和理论结合的知识,帮助他们成为企业的实际技术支持人员。
工业工程课程设计报告工业工程课程设计报告一、课程设计概述本次工业工程课程设计的主题为“生产线优化”,旨在通过对生产线进行优化,提高生产效率,降低成本,实现企业经济效益的最大化。
二、课程设计目标1.了解生产线优化的基本概念和方法;2.掌握生产线优化的流程和技术;3.熟练应用工具软件进行数据分析和模拟仿真;4.通过实践操作,提高团队合作和解决问题的能力。
三、课程设计内容1.理论学习通过对生产线优化相关文献资料的学习,了解生产线优化的基本概念和方法。
包括但不限于:单项式平衡法、连续式平衡法、拉曼特法等。
2.实践操作(1)数据采集通过对待优化生产线进行现场调查和数据采集,获取相关数据信息。
包括但不限于:设备运行时间、人员配备情况、物料运输方式等。
(2)数据分析将采集到的数据进行整理分析,并使用Excel等软件进行统计分析和可视化展示。
通过对各项指标的分析,找出影响生产效率的瓶颈环节。
(3)模拟仿真通过使用Arena等仿真软件,对生产线进行模拟仿真。
通过对各种情况下的模拟结果进行分析,找出最优化的方案,并进行实际操作验证。
3.报告撰写根据实践操作和数据分析结果,撰写生产线优化报告。
包括但不限于:生产线现状分析、优化方案设计、实施计划等。
四、课程设计步骤1.确定课程设计主题和目标;2.理论学习:阅读相关文献资料,掌握生产线优化的基本概念和方法;3.实践操作:(1)数据采集:对待优化生产线进行现场调查和数据采集;(2)数据分析:将采集到的数据进行整理分析,并使用Excel等软件进行统计分析和可视化展示;(3)模拟仿真:通过使用Arena等仿真软件,对生产线进行模拟仿真;4.报告撰写:根据实践操作和数据分析结果,撰写生产线优化报告。
五、课程设计成果1.掌握了生产线优化的基本概念和方法;2.熟练应用工具软件进行数据分析和模拟仿真;3.通过实践操作,提高了团队合作和解决问题的能力;4.撰写了生产线优化报告,为企业生产效率提升和成本降低提供了参考依据。

工业工程课程设计书一、教学目标本课程的教学目标是使学生掌握工业工程的基本概念、理论和方法,能够运用工业工程的思维方式分析和解决实际问题。
具体目标如下:1.知识目标:学生能够理解工业工程的定义、发展历程和主要研究领域;掌握工业工程的基本理论和方法,如系统工程、人因工程、生产工程等;了解工业工程在企业和中的应用。
2.技能目标:学生能够运用工业工程的理论和方法,分析和解决实际问题;具备一定的项目管理和团队协作能力;能够运用现代信息技术手段,如数据分析和仿真,支持工业工程的分析和决策。
3.情感态度价值观目标:学生能够认识到工业工程对于提高生产效率、降低成本、提升产品质量、改善工作环境等方面的重要性;培养学生的创新意识和持续改进的精神;使学生具备良好的职业道德和社会责任感。
二、教学内容本课程的教学内容主要包括以下几个方面:1.工业工程的定义和发展历程:介绍工业工程的起源、发展阶段和主要成就,使学生了解工业工程的历史背景和发展趋势。
2.工业工程的基本理论:讲解系统工程、人因工程、生产工程等基本理论,使学生掌握工业工程的核心知识。
3.工业工程的方法和技术:介绍工业工程常用的方法和技术,如流程分析、作业分析、质量管理等,让学生学会运用工业工程的手段解决问题。
4.工业工程在企业和中的应用:通过案例分析,使学生了解工业工程在实际工作中的应用,以及取得的效益。
5.工业工程的发展趋势:介绍工业工程未来的发展方向,如智能制造、工业互联网等,激发学生的学习兴趣和创新意识。
三、教学方法为了提高教学效果,本课程将采用多种教学方法,如讲授法、案例分析法、讨论法等。
具体方法如下:1.讲授法:用于讲解工业工程的基本概念、理论和方法,使学生掌握核心知识。
2.案例分析法:通过分析实际案例,使学生了解工业工程在企业和中的应用,培养学生的实际操作能力。
3.讨论法:学生就某一问题进行讨论,培养学生的思考能力、沟通能力和团队协作能力。
4.实验法:安排一定的实验课时,让学生动手实践,加深对工业工程方法和技术的理解。
工业工程综合课程设计方案一、课程概述工业工程是一个重要的学科领域,它涉及到许多领域,包括生产系统设计、工艺工程、生产管理、质量管理以及工程经济学等。
本课程设计旨在培养学生对工业工程领域的综合能力,包括对生产系统设计与优化、工程管理、质量管理以及成本控制等方面的理论和实践能力。
二、课程目标1. 培养学生对于工业工程领域的综合理论基础和实践能力;2. 帮助学生了解生产系统的设计与优化以及工程管理、质量管理、成本控制等方面的理论知识;3. 提高学生的综合分析问题和解决问题的能力;4. 培养学生的团队合作精神,能够有效地与他人合作,处理工业工程项目;5. 培养学生的创新意识,能够运用所学知识解决工程实际问题。
三、课程内容1. 生产系统设计:生产系统的概念,生产系统的结构设计,生产系统的工艺流程设计;2. 工程管理:项目管理,资源管理,生产计划与控制;3. 质量管理:质量管理的理论基础,质量保证体系,质量管理工具;4. 成本控制:成本概念,成本估算,成本控制技术;5. 工程经济学:工程投资决策,成本分析,效益分析;6. 工业工程实践案例分析:应用所学知识解决工业工程实际问题的案例;7. 工业工程创新项目设计:学生自主设计工业工程创新项目。
四、课程教学方法1. 理论讲授:通过课堂讲授,教师向学生介绍工业工程领域的相关理论知识;2. 案例分析:通过案例分析,帮助学生了解工业工程实践中的问题;3. 实验教学:通过实验教学,让学生了解实际操作过程;4. 课堂讨论:通过课堂讨论,引导学生积极参与课程讨论,提高学生的综合分析和解决问题的能力;5. 课程设计:通过小组合作设计工业工程创新项目,培养学生的团队合作和创新能力。
五、课程评价方法1. 平时表现:包括课堂参与、实验操作、小组讨论等,占总评成绩的20%;2. 作业评定:包括课后作业、实验报告等,占总评成绩的30%;3. 实验考核:实验成果与操作能力,占总评成绩的20%;4. 期末考试:闭卷考试,占总评成绩的30%。
工业工程类专业优秀课程设计展示1. 引言嘿,大家好!今天咱们要聊聊工业工程这个让人又爱又恨的专业。
你知道的,工业工程可不是个简单的活儿。
它就像一个调皮的孩子,总是在各个领域里跳来跳去,既有挑战又有乐趣。
哎,说起课程设计,真是一个展示我们才华的好机会,咱们要把脑洞打开,让创意飞起来!2. 课程设计的重要性2.1 理论与实践的结合好吧,先说说课程设计为什么这么重要。
课程设计就像是我们学习的“实践课”,把那些枯燥的理论知识变成活生生的东西。
就像做菜,光看菜谱不够,得动手才能知道盐多了会咸成什么样。
课程设计能帮助我们把课堂上学到的知识应用到实际中去,真是把理论变成现实的好机会。
2.2 培养综合能力除了理论和实践,课程设计还培养了我们的综合能力。
嘿,大家都知道,现在社会需要的是复合型人才。
你会发现在设计过程中,沟通能力、团队合作、问题解决能力都得到了锻炼。
这就像一场团队比赛,大家齐心协力,才能打出漂亮的配合,最终完成任务。
一个人再牛,也得靠团队!这就是“众人拾柴火焰高”的道理。
3. 课程设计的内容3.1 选题的重要性那么,课程设计该怎么选题呢?这可是个大学问!选题就像是在大海里钓鱼,钓什么鱼,得看季节和水域。
我们要选择那些既能引起我们兴趣,又能体现工业工程特色的课题。
比如,咱们可以关注生产流程优化、供应链管理,甚至是智能制造这些热门话题。
选对了题,做起来就能事半功倍,玩得不亦乐乎!3.2 数据分析与工具应用然后就是数据分析和工具应用了。
哎呀,数据在工业工程中可是个大明星,谁不想和大明星一起工作呢?我们可以使用一些常见的工具,比如SPSS、Minitab,甚至是Excel,来分析数据,找出潜在问题。
这就像是侦探在破案,越深入,越能发现惊人的真相。
你会发现,原来问题的根源就在那儿,像个藏起来的小秘密,等着你去揭开。
4. 设计展示与总结4.1 展示的技巧到了展示环节,这可是重头戏!大家都知道,展示不仅仅是把成果告诉别人,更是一次说服的艺术。
大四工业工程课程设计一、课程目标知识目标:1. 掌握工业工程基本原理,理解生产过程中的效率与效益关系;2. 学会运用工业工程方法分析企业生产过程中的问题,并提出改进措施;3. 了解我国工业工程领域的现状与发展趋势,提高对行业发展的认识。
技能目标:1. 培养学生运用工业工程工具对生产流程进行优化设计的能力;2. 培养学生运用项目管理方法,对工业工程项目进行有效管理;3. 提高学生的团队协作和沟通能力,使其能够胜任实际工作中与工业工程相关的工作。
情感态度价值观目标:1. 培养学生热爱工业工程事业,树立为我国工业发展贡献力量的信念;2. 培养学生具备创新精神,敢于面对挑战,积极寻求改进生产过程的方法;3. 培养学生具备良好的职业道德,关注企业社会责任,为企业的可持续发展贡献力量。
本课程针对大四工业工程专业学生,结合课程性质、学生特点和教学要求,明确了具体的学习成果。
课程旨在帮助学生巩固工业工程基础知识,提升实际操作能力,为即将步入职场的学生提供实战经验。
同时,注重培养学生的情感态度和价值观,使其成为具有创新精神和职业道德的工业工程领域专业人才。
二、教学内容1. 工业工程基本原理:包括生产效率、作业研究、人因工程、质量管理、设备维护等基本概念及理论;教材章节:第一章至第四章。
2. 工业工程方法:介绍常用的工业工程方法,如流程优化、生产线平衡、设施布局、库存管理等;教材章节:第五章至第七章。
3. 工业工程项目管理:讲解项目管理的基本流程、工具与方法,以及工业工程项目管理的实际应用;教材章节:第八章。
4. 工业工程案例分析:分析典型企业生产过程中的实际问题,提出解决方案,并进行优化设计;教材章节:第九章。
5. 实践教学:组织学生进行实地考察,了解企业生产现状,结合所学知识对企业生产流程进行优化设计;教材章节:第十章。
6. 课程设计与实践:指导学生完成课程设计,要求运用所学知识解决实际问题,提高学生实际操作能力;教材章节:第十一章。
工业工程课程设计的目的一、课程目标知识目标:使学生掌握工业工程基本概念、原理和方法,理解生产过程中的效率与效能问题,了解工业工程在优化生产系统、提高生产率方面的作用。
学会运用工业工程知识分析实际生产案例,识别并解决问题。
技能目标:培养学生运用工业工程方法进行生产流程优化、作业测定、质量控制等方面的实际操作能力。
提高学生在团队协作、沟通与表达、解决问题等方面的综合实践技能。
情感态度价值观目标:激发学生对工业工程的兴趣,培养其从事工程技术的职业素养和责任感。
引导学生树立科学的发展观,认识到工业工程在提高生产效率、降低成本、保护环境等方面的重要意义,增强学生的社会责任感和使命感。
课程性质:本课程为工业工程专业核心课程,旨在培养学生的专业素养和实践能力。
学生特点:学生处于大学本科阶段,具有一定的工程基础知识和逻辑思维能力,但对工业工程的实际应用了解有限。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,强调案例教学和实际操作。
课程目标分解为以下具体学习成果:1. 掌握工业工程基本理论和方法,能运用相关知识分析生产过程中的问题。
2. 具备生产流程优化、作业测定和质量控制等方面的实际操作能力。
3. 培养团队协作、沟通与表达、解决问题等综合实践技能。
4. 增强对工业工程的兴趣,树立科学的发展观,具备一定的职业素养和社会责任感。
二、教学内容根据课程目标,教学内容主要包括以下几部分:1. 工业工程基本概念与原理:介绍工业工程的定义、发展历程、基本原理和方法,使学生了解工业工程的核心思想。
2. 生产流程优化:分析生产流程中的瓶颈问题,介绍流程优化方法,如作业分析、时间研究、工作抽样等。
3. 作业测定与效率分析:讲解作业测定的基本方法,如预定动作时间研究、实际动作时间研究等,并分析生产过程中的效率问题。
4. 质量控制与管理:介绍质量控制的基本原理,如质量管理体系、统计质量控制等,并探讨质量管理在工业工程中的应用。
基础工业工程课程设计一、课程目标知识目标:1. 让学生掌握基础工业工程的基本概念、原理和方法,理解其在生产管理中的重要性。
2. 使学生了解工业工程在提高生产效率、降低成本、优化生产流程等方面的应用。
3. 帮助学生了解我国工业发展现状及工业工程领域的发展趋势。
技能目标:1. 培养学生运用工业工程方法分析和解决实际生产问题的能力。
2. 提高学生团队协作、沟通表达、创新设计的能力,能够就某一生产环节提出改进方案。
3. 使学生具备运用计算机及相关软件进行生产过程模拟和优化的技能。
情感态度价值观目标:1. 培养学生热爱工业工程,树立为我国工业发展贡献力量的信心和决心。
2. 培养学生严谨的科学态度,善于观察、思考,勇于实践、创新。
3. 增强学生的环保意识,关注绿色生产,培养可持续发展观念。
本课程针对初中年级学生,结合学科特点和教学要求,将目标分解为具体的学习成果,如:学生能够运用工业工程方法优化生产流程,提高生产效率;能够结合实际案例提出创新性改进方案;能够在团队合作中发挥积极作用,提高沟通协作能力等。
后续教学设计和评估将以此为基础,确保课程目标的实现。
二、教学内容根据课程目标,教学内容主要包括以下几部分:1. 工业工程基本概念:介绍工业工程的定义、发展历程、应用领域等,让学生对工业工程有整体的认识。
教学内容:第一章 工业工程概述2. 工业工程方法:学习生产过程分析、作业测定、人因工程、质量管理、设备维护等基本方法。
教学内容:第二章至第五章 工业工程方法3. 生产流程优化:结合实际案例,讲解工业工程方法在生产流程中的应用,提高生产效率。
教学内容:第六章 生产流程优化4. 创新设计与改进:培养学生运用工业工程方法进行创新设计,提出生产环节的改进方案。
教学内容:第七章 创新设计与改进5. 计算机技术在工业工程中的应用:介绍计算机及相关软件在生产过程模拟和优化中的应用。
教学内容:第八章 计算机技术在工业工程中的应用6. 绿色生产与可持续发展:强调环保意识,培养学生关注绿色生产,实现可持续发展。
工业工程课程设计道客一、教学目标本节课的教学目标是使学生掌握工业工程的基本概念、核心思想和应用范围。
知识目标包括:了解工业工程的定义、发展历程和主要研究领域;掌握工业工程的基本原理和方法,如系统工程、人因工程、生产工程等;了解工业工程在企业和生活中的应用案例。
技能目标包括:能够运用工业工程的原理和方法分析问题和解决问题;能够运用计算机软件辅助进行工业工程设计和分析。
情感态度价值观目标包括:培养学生对工业工程的兴趣和热情,提高学生对工程技术的认识和尊重;培养学生团队合作、创新思维和持续学习的意识。
二、教学内容本节课的教学内容主要包括工业工程的基本概念、核心思想和应用范围。
首先,介绍工业工程的定义、发展历程和主要研究领域,使学生了解工业工程的整体框架。
其次,详细讲解工业工程的基本原理和方法,如系统工程、人因工程、生产工程等,并通过实例分析使学生能够更好地理解和应用。
接着,介绍工业工程在企业和生活中的应用案例,让学生看到工业工程的实际价值。
最后,结合我国实际情况,讨论工业工程的发展趋势和前景。
三、教学方法为了达到本节课的教学目标,将采用多种教学方法相结合的方式进行教学。
首先,采用讲授法,系统地讲解工业工程的基本概念、核心思想和应用范围,使学生掌握基础知识。
其次,采用案例分析法,通过分析实际案例使学生更好地理解工业工程的原理和方法。
此外,还采用讨论法,鼓励学生积极参与课堂讨论,培养学生的创新思维和团队合作意识。
最后,利用实验法,让学生亲自动手进行实验,锻炼学生的实际操作能力。
四、教学资源本节课的教学资源包括教材、参考书、多媒体资料和实验设备。
教材和参考书将作为主要的学习材料,为学生提供系统的知识体系。
多媒体资料包括图片、视频等,用于辅助讲解和展示案例,增加课堂的趣味性。
实验设备则用于开展实验教学,使学生能够将理论知识应用于实际操作。
此外,还将利用网络资源,如在线课程、学术文章等,为学生提供更多的学习材料和信息。
工业工程课程设计*******大学课程设计报告2008 级工业工程专业班级这是我们小组的课程名称基础工业工程课程设计题目纸篮子生产线的工作研究与改进姓名*** 学号指导教师*** 职称二О一О年十二月二十八日目录课程设计报告 01 课程设计简介 (2)1.1 选题背景 (2)1.2 工作研究理论及方法 (3)2纸篮子生产线现状分析及其问题分析 (3)2.1 现行方案的流程程序分析 (3)2.2 现行方案现场布局图 (6)2.3 现行方案组装篮子工位的双手作业分析图 (6)2.4存在的问题分析 (9)3纸篮子生产线的改善方案 (11)3.1 改善后流程程序图 (11)3.2 改善后现场布局图 (14)3.3 改善后组装篮子工位的双手作业分析 (14)3.4数据分析 (16)4个人工作描述及总结 (25)参考文献 (27)课程设计答辩评语 (28)1 课程设计简介1.1 选题背景折纸起源于中国,在日本发扬光大。
如今折纸已经发展为一种既富挑战性又能启发思维的有益身心的活动。
折纸技术在考验双手灵活性的同时也是对思维的一种挑战。
折纸篮子即有一定的流程顺序,也对双手动作的合理性有一定的要求。
基础工业工程的主要课程内容就是运用相关的IE手法和技术对生产系统进行设计和改善。
运用课程所学的理论知识,对实际的生产线进行设计和改进是课程设计的主要目的。
选择对纸篮子生产线的工作研究和改进即是对所学知识的巩固和实际运用,同时还锻炼了我们分析解决实际问题的能力。
1.2 工作研究理论及方法以工业企业中的作业系统为对象,运用方法研究和作业测定两种技术,对产品设计、作业的程序、材料的使用、工具的运用以及人的操作工作加以分析研究,制定最佳的工作方法,并配以最适宜的标准时间。
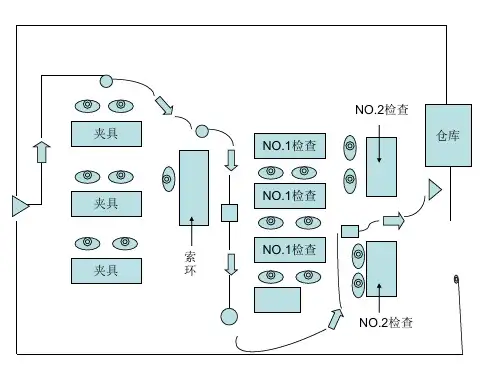
方法:一个不忘——不忘动作经济原则ECRS四大原则五个方面——操作、运输、贮存、检验、等待5W1H提问技术2纸篮子生产线现状分析及其问题分析2.1 现行方案的流程程序分析表1 现行方案的流程程序分析2.2 现行方案现场布局图人人5人人 1人人 8人人2人人3人人7图1 现行方案现场布局2.3 现行方案组装篮子工位的双手作业分析图图2 现行方案组装篮子工位的双手作业分析2.4存在的问题分析1、工序数目多,可以利用ECRS原则对一些工位进行简化、重排、合并、取消。
因此把第一个工位和第二个工位即剪成三部分和折篮子合并为一个工序,把计算和剪提手合并为一个工序。
这个减少了中间的搬运时间。
2、第3道工序剪圆和第6道工序粘贴前出现了等待。
用动作经济原则对剪圆和粘贴进行了简化,缩短工位所需要的时间。
3、搬运次数多。
合并工位适当的减少了搬运。
4、使用工人多。
合并工位,根据工位的作业时间和动作对人员进行合理的分配。
5、各工位作业时间不均衡。
用ECRS原则在合并了相应工序后,各个工位作业时间不均衡的状况得到了很好的改善。
6、工人操作熟练程度不够。
对工人进行培训。
3纸篮子生产线的改善方案3.1 改善后流程程序图表2改善后流程程序图图 3 流程程序改善前后效果图由图3可见,改善前共用6道工序,而改善后仅用了4道工序,明显比改善前减少了两道工序,降低了人力成本;改善前各工序作业时间差异很大,而改善后各工序作业时间相差很小,实现了工序同期化。
3.2 改善后现场布局图人人4人人1人人2人人6图4 改善后现场布局由图4可知,改善后的现场布局工序和人数均有所减少。
这是运用了5W1H 提问技术对操作、运输、贮存、搬运、等待五大方面进行分析,然后依据ECRS 四大原则进行改善的结果。
3.3 改善后组装篮子工位的双手作业分析图5 改善后组装篮子工位的双手作业分析我们主要从三个方面对组装篮子工序进行了改善:(1)将伸手拿取篮子置于工作台上的动作提前,与伸手拿取圆的工序同步,减少了等待,提高了效率。
(2)将两次拿取胶水涂在提手上的动作合成一步,减少了拿取胶水、放下胶水的动作,缩短了时间,提高了效率。
(3)改善前是每打开一个,就穿在提手上,改善后先将四个圆全部打开,然后一起穿在提手上,减少了操作的次数,缩短了操作时间,提高了效率。
改善前后相比,等待、持住现象明显减少,操作动作也相对减少,缩短了时间,提高了效率。
3.4数据分析1.改善后折纸篮工位的MOD法分析表3改善后折纸篮工位的MOD法分析2.改善后剪圆工位的MOD法分析表4改善后剪圆工位的MOD法分析剪圆部分由两位工人操作,另一工人操作流程与此类似,但时间较少,MOD值为461,标准时间为59.469s。
3.改善后计算工位的MOD法分析表5改善后计算工位的MOD法分析计算工位有两位员工进行计算,另一工人动作的MOD分析与此类似,但时间相对较少,MOD值为409。
4.改善后组装篮子工位的MOD法分析表6改善后组织篮子工位的MOD法分析5.改善后的秒表分析折纸篮工位的秒表分析如下:表7改善后的秒表分析其他工位的秒表分析与折纸篮工位的秒表分析类似,剪圆工位的平均所需时间为98s,计算工位的平均所需时间为96s,组装篮子工位的平均所用时间为67s。
6.改善后的标准工时分析工作说明所需时标准工时间/s表8改善后的标准工时分析标准工时=正常时间*(1+宽放率)第一个产品下线的时间=399.8s当生产线运行起来后,每个产品下线的时间为所有工序最长的时间,即是107.8s日产能=(7*60*60-399.8)/107.8=230.0575个4个人工作描述及总结个人工作描述这次课程设计中,我的工作主要有两个:第一,作为小组组长,我充分发挥自己的作用,比如召集大家进行讨论,为大家找到讨论问题的场地;另外,发挥传达员的作用,促进小组内部人员的沟通以及思想的整合。
第二,我作为流水线上一员,负责剪提手和计算作业,并和小组其他成员一起完成双手作业分析、模特法研究以及相关图表的制作工作。
个人心得这是我第一次做课程设计并且是为专业课,所以我是全身心投入的。
未做这项作业,我好几次都忘记吃饭。
晚上睡觉前,我会不由自主担心我们的进度。
以前没遇到过的问题,这次出现了。
有时我会手足无措,甚至到了“崩溃”的地步。
但是我和小组其他成员还是一步一步走过来了,当我看到我们的作品完成时,我的感觉怎欣慰一词可以了得。
具体体会主要有一下三个方面:一、团队的力量是巨大的以前,我几乎没有参加过什么正式的团队工作,这次课程设计是以小组为单位进行的,机会难得啊。
我很投入这项工作,时时提醒自己,我是这个团队中的一员。
1+1>2,在数学上是个错误,可是它在团队工作这方面是真理。
在这次课程设计中,我多次发现,一个人解决不了的问题,经大家你一言我一语,问题不知不觉便被解决了。
课程设计是一个工作量很大的作业,一个人做总感觉不知从何做起甚至没有信心去完成它。
可是一个小组经过商讨,每个人负责不同部分,遇到棘手问题时尽可能发挥一些成员的特长去解决,这样课程设计就变得不那么可怕。
完成课程设计只是我收获的一部分,在与小组其他成员的配合中,我学会了和同学们相互探讨,相互学习,相互监督,同时也学会了包容。
课程设计的完成,离不开小组的每个成员。
二、动手的同时,专业知识得到了巩固正如会计老师所说的,当你遇到问题,主动寻找解决问题的相关知识时,你会很轻易地掌握这些知识。
这次课程设计,要用到许多专业课上所学的知识,比如工作研究理论及方法,动作分析,时间研究等,这些虽在课堂上学过,可真正用的时候已所剩无几。
课程设计完成后,突然发现自己的知识有所增长,仔细想想,这还得益于其间翻看课本的结果。
动手之后,知识被牢牢的记在心中。
我的专业是工业工程,工业工程简单地说就是将有限的资源、设备、人力、信息等进行规划,改善,设计。
达到提高效率、降低成本的目的。
动手对于工业工程来说,意义重大。
三、不实践,你永远不知道你掌握多少理论;不实践,你永远不会发现问题。
通过这次动手操作,我发现自己的专业知识很不全面、也不牢固。
在课程设计中,我遇到了很多问题。
之前,这些问题我从没想到过。
空有理论而不去实践,问题永远发现不了,发现不了问题,理论便失去了意义,提高也成为空谈。
只有投身实践,亲自动手去做,才能发现问题,当然,问题是要解决的,而我们寻求方法、解决问题的过程,就是我们提高的过程。
总之,这次基础工业工程课程设计我学到了很多。
最后,在此感谢我们的***老师.,老师严谨细致、一丝不苟的作风一直是我工作、学习中的榜样;老师循循善诱的教导和不拘一格的思路给予我无尽的启迪;这次基础工业工程课程设计的每个细节,都离不开老师您的细心指导、答疑。
而您平易近人的性格和认真的态度,为我们完成这次课程设计提供了巨大的动力。
参考文献[1]张公绪,孙静.新编质量管理学.北京:高等教育出版社,2003,8[2]易书评,郭伏.基础工业工程.北京:机械工业出版社,2007,3[3]白东哲,生产系统现场工作研究. 北京:机械工业出版社,2004课程设计答辩评语29。