烧结基本理论与类型介绍
- 格式:ppt
- 大小:2.08 MB
- 文档页数:128


1. 烧结基础知识2. 烧结的含义将含铁粉状料或细粒料进行高温加热,在不完全熔化的条件下烧结成块的过程。
铁矿粉烧结就是一种人造富矿的过程。
2.1. 烧结的方法(1)鼓风烧结:烧结锅,平地吹;(2)抽风烧结:(a)连续式:带式烧结机与环式烧结机等;(b)间歇式:固定式烧结机,如盘式烧结机与箱式烧结机;移动式烧结机,如步进式烧结机;(3)在烟气中烧结:回转窑烧结与悬浮烧结。
2.2. 烧结生产的工艺流程一般包括:原燃料的接受、贮存,溶剂、燃料的准备,配料,混合,制粒,布料,点火烧结,热矿破碎,热矿筛分,热矿冷却,冷矿筛分,铺底料、成品烧结矿及返矿的贮存、运输等工艺环节。
机上冷却工艺不包括热矿破碎与热矿筛分。
现代烧结工艺流程不再使用热矿工艺,应使用冷矿工艺。
在冷矿工艺中,宜推广具有铺底料系统的流程。
2.3. 烧结厂主要技术经济指标烧结厂的主要技术经济指标包括利用系数、作业率、质量合格率、原材料消耗定额等。
2.3.1. 利用系数每台烧结机每平方米有效抽风面积(m2)每小时(h)的生产量(t)称烧结机利用系数,单位为t/(m2*h)。
它用台时产量与烧结机有效抽风面积的比值表示:利用系数==台时产量就是一台烧结机一小时的生产量,通常以总产量与运转的总台时之比值表示。
这个指标体现烧结机生产能力的大小,它与烧结机有效面积的大小无关。
利用系数就是衡量烧结机生产效率的指标,它与烧结机有效面积的大小无关。
2.3.2. 烧结机作业率作业率就是设备工作状况的一种表示方法,以运转时间占设备日历时间的百分数表示:设备作业率=×100%日历台时就是个常数,每台烧结机一天的日历台时即为24台时。
它与台数、时间有关。
日历台时=台数×24×天数事故率就是指内部事故时间与运转时间的比值,以百分数表示:事故率=×100%设备完好率就是衡量设备良好状况的指标。
按照完好设备的标准,进行定期检查。
设备完好率就是全厂完好设备的台数与设备总台数的比值,用百分数表示:设备完好率=×100%2.3.3. 质量合格率烧结矿的化学成分与物理性能符合原冶金部YB/T421标准要求的叫烧结矿合格品,不符合的烧结矿叫出格品。

烧结工艺理论知识(全面)第一章烧结生产概述§1-1烧结生产在冶金工业中的地位一、详述热处理工艺的产生和发展烧结方法在冶金生产中的应用,起初是为了处理矿山、冶金、化工厂的废气物(如富矿粉、高炉炉尘、扎钢皮、炉渣等)以便回收利用。
随着钢铁工业的快速发展,矿石的开采量和矿粉的生成量亦大大增加。
据估计,每生产1t生铁须要1.7~1.9t铁矿石,若就是贫矿,须要的铁矿石则更多。
另外,由于长期的采矿和消耗,能够轻易用以炼钢的富矿愈来愈少,人们不得不大量采矿贫矿(含铁25%~30%)。
但贫矿轻易浸出炼钢就是很不经济的,所以必须经过选矿处置。
选矿后的精矿粉,在含铁品位上就是提升了,但其粒度不合乎高炉炼钢建议。
因此,对采矿出的粉矿(0~8mm)和精矿粉都必须经过造块后方可以用作炼钢。
我国铁矿资源多样,但贫矿较多,约占到80%以上,因此,炼钢前大都需经碎裂、筛分、选矿和造块等处理过程。
烧结生产的历史已有一个多世纪。
它起源于资本主义发展较早的英国、瑞典和德国。
大约在1870年前后,这些国家就开始使用烧结锅。
我国在1949年以前,鞍山虽建有10台烧结机,总面积330m2,但工艺设备落后,生产能力很低,最高年产量仅几十万吨。
我国铁矿石烧结领域取得的成就,概括起来包括以下几个方面:(1)热处理工艺:自1978年马钢冷烧技术科技攻关顺利后,一批重点企业和地方骨干企业基本顺利完成了苏烧改冷烧工艺。
部分企业投入使用原料搅匀料场,并投入使用,绝大多数钢铁企业同时实现了自动化配料、混合机加强制粒、偏析布料、加热筛分、整粒及砌底料技术。
(2)新工艺、新技术开发和应用:如高碱度烧结矿技术、小球烧结技术、低温烧结技术、低硅烧结技术等,在钢铁企业得到推广应用,并取得了显著的效益。
(3)设备大型化和自动化:20世纪50年代,我国最小烧结机75m2,60年代130m2,80年代265m,90年代宝钢二、三期和武钢等450m烧结机相继投产,这些都就是我国自行设计、自行生产,并同时实现自动化生产的。
⼀、烧结基本原理精讲⼀、烧结(1)、烧结基本原理烧结是粉末冶⾦⽣产过程中最基本的⼯序之⼀。
烧结对最终产品的性能起着决定性作⽤,因为由烧结造成的废品是⽆法通过以后的⼯序挽救的;相反,烧结前的⼯序中的某些缺陷,在⼀定的范围内可以通过烧结⼯艺的调整,例如适当改变温度,调节升降温时间与速度等⽽加以纠正。
烧结是粉末或粉末压坯,加热到低于其中基本成分的熔点温度,然后以⼀定的⽅法和速度冷却到室温的过程。
烧结的结果是粉末颗粒之间发⽣粘结,烧结体的强度增加。
在烧结过程中发⽣⼀系列物理和化学的变化,把粉末颗粒的聚集体变成为晶粒的聚结体,从⽽获得具有所需物理,机械性能的制品或材料。
烧结时,除了粉末颗粒联结外,还可能发⽣致密化,合⾦化,热处理,联接等作⽤。
⼈们⼀般还把⾦属粉末烧结过程分类为:1、单相粉末(纯⾦属、古熔体或⾦属化合物)烧结;2、多相粉末(⾦属—⾦属或⾦属—⾮⾦属)固相烧结;3、多相粉末液相烧结;4、熔浸。
通常在⽬前PORITE微⼩轴承所接触的和需要了解的为前三类烧结。
通常在烧结过程中粉末颗粒常发⽣有以下⼏个阶段的变化:1、颗粒间开始联结;2、颗粒间粘结颈长⼤;3、孔隙通道的封闭;4、孔隙球化;5、孔隙收缩;6、孔隙粗化。
上述烧结过程中的种种变化都与物质的运动和迁移密切相关。
理论上机理为:1、蒸发凝聚;2、体积扩散;3、表⾯扩散;4、晶间扩散;5、粘性流动;6、塑性流动。
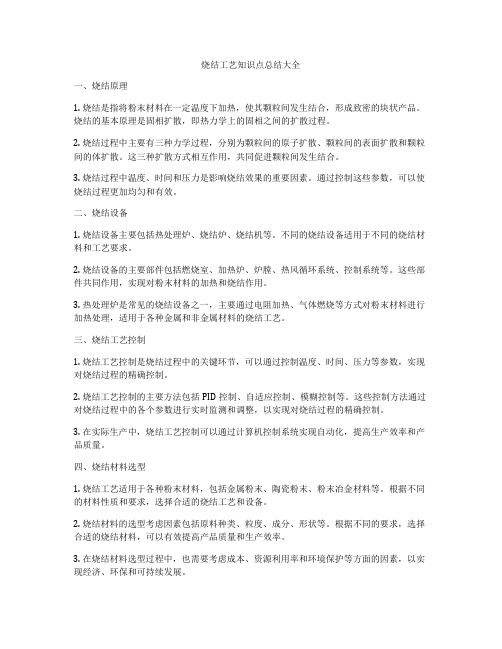
(2)、烧结⼯艺2-1、烧结的过程粉末冶⾦的烧结过程⼤致可以分成四个温度阶段:1、低温预烧阶段,在此阶段主要发⽣⾦属的回复及吸附⽓体和⽔分的挥发,压坯内成形剂的分解和排除等。
在PORITE微⼩铜、铁系轴承中,⽤R、B、O(Rapid Burning Off)来代替低温预烧阶段,且铜、铁系产品经过R、B、O后会氧化,但在本体中可以被还原,同时还可以促进烧结。
2、中温升温烧结阶段,在此阶段开始出现再结晶,⾸先在颗粒内,变形的晶粒得以恢复,改组为新晶粒,同时颗粒表⾯氧化物被完全还原,颗粒界⾯形成烧结颈。
烧结工艺知识点总结大全一、烧结原理1. 烧结是指将粉末材料在一定温度下加热,使其颗粒间发生结合,形成致密的块状产品。
烧结的基本原理是固相扩散,即热力学上的固相之间的扩散过程。
2. 烧结过程中主要有三种力学过程,分别为颗粒间的原子扩散、颗粒间的表面扩散和颗粒间的体扩散。
这三种扩散方式相互作用,共同促进颗粒间发生结合。
3. 烧结过程中温度、时间和压力是影响烧结效果的重要因素。
通过控制这些参数,可以使烧结过程更加均匀和有效。
二、烧结设备1. 烧结设备主要包括热处理炉、烧结炉、烧结机等。
不同的烧结设备适用于不同的烧结材料和工艺要求。
2. 烧结设备的主要部件包括燃烧室、加热炉、炉膛、热风循环系统、控制系统等。
这些部件共同作用,实现对粉末材料的加热和烧结作用。
3. 热处理炉是常见的烧结设备之一,主要通过电阻加热、气体燃烧等方式对粉末材料进行加热处理,适用于各种金属和非金属材料的烧结工艺。
三、烧结工艺控制1. 烧结工艺控制是烧结过程中的关键环节,可以通过控制温度、时间、压力等参数,实现对烧结过程的精确控制。
2. 烧结工艺控制的主要方法包括PID控制、自适应控制、模糊控制等。
这些控制方法通过对烧结过程中的各个参数进行实时监测和调整,以实现对烧结过程的精确控制。
3. 在实际生产中,烧结工艺控制可以通过计算机控制系统实现自动化,提高生产效率和产品质量。
四、烧结材料选型1. 烧结工艺适用于各种粉末材料,包括金属粉末、陶瓷粉末、粉末冶金材料等。
根据不同的材料性质和要求,选择合适的烧结工艺和设备。
2. 烧结材料的选型考虑因素包括原料种类、粒度、成分、形状等。
根据不同的要求,选择合适的烧结材料,可以有效提高产品质量和生产效率。
3. 在烧结材料选型过程中,也需要考虑成本、资源利用率和环境保护等方面的因素,以实现经济、环保和可持续发展。
五、烧结工艺的应用1. 烧结工艺广泛应用于金属、陶瓷、粉末冶金、电子材料等行业。
在金属制品生产中,烧结工艺可以用于制造各种粉末冶金制品、焊接材料、钎焊材料等。



烧结理论及工艺要求
一、烧结理论
烧结,它是一种特殊的金属加工方法,是将金属粉末或粒子因加热及
压实而聚结成固态或凝固态的工艺。
烧结过程一般分为三个阶段,疏松期、烧结期和结晶期。
烧结期包括加热期、热压期和持热期。
1、疏松期:粉末在温度小于熔点时,它的聚结能力较低,它的表面
比较滑,一般称为粉末状态,它既可以形成颗粒和宏观结构。
2、烧结期:当温度上升到金属熔点以上时,粉末微粒之间的聚结能
力增强,它的表面光滑,此时粉末形成了小的颗粒,并可以粘合在一起,
形成较大的烧结体。
3、结晶期:当温度上升到金属晶体化温度时,粉末发生晶体结构,
进一步烧结,形成金属晶体。
二、烧结工艺要求
1、烧结温度:烧结温度是控制烧结成果的重要参数,一般来说,烧
结温度应高于金属的熔点,低于其晶体化温度。
2、压力:压力也是影响烧结成果的重要参数。
如果压力太低,烧结
质量就会受到影响,这时就需要使用较高的压力,以保证烧结质量。
3、时间:在烧结过程中,烧结时间也是一个重要的参数,如果烧结
时间不足,就可能导致金属的结晶不匀,从而影响烧结的成果。

(1)常压烧结:又称无压烧结。
属于在大气压条件下坯体自由烧结的过程。
在无外加动力下材料开始烧结,温度一般达到材料的熔点0.5-0.8即可。
在此温度下固相烧结能引起足够原子扩散,液相烧结可促使液相形成或由化学反应产生液相促进扩散和粘滞流动的发生。
常压烧结中准确制定烧成曲线至关重要。
合适的升温制度方能保证制品减少开裂与结构缺陷现象,提高成品率。
(2)热压烧结与热等静压烧结:热压烧结指在烧成过程中施加一定的压力(在10~40MPa),促使材料加速流动、重排与致密化。
采用热压烧结方法一般比常压烧结温度低100ºC左右,主要根据不同制品及有无液相生成而异。
热压烧结采用预成型或将粉料直接装在模内,工艺方法较简单。
该烧结法制品密度高,理论密度可达99%,制品性能优良。
不过此烧结法不易生产形状复杂制品,烧结生产规模较小,成本高。
作为陶瓷烧结手段,利用来自于表面能的表面应力而达到致密化的常压烧结法虽是一般常用的方法,但是,不依赖于表面应力,而在高温下借助于外压的方法,也是可以采用的。
这就是称为热压法的烧结方法。
广义来说,在加压下进行烧结的方法包括所有这类方法,超高压烧结和热等静压(HIP)烧结也属于这类方法。
不过,一般都作为在高温下施加单轴压力进行烧结的方法来理解。
其基本结构示于图1。
首先,制备粉体试料,置于模型中,在规定温度下加热、加压,获得烧结体。
由于下述原因而采用这种方法:(1)烧结温度降低;(2)烧结速度提高;(3)使难烧结物质达到致密化。
因为能够在颗粒成长或重新结晶不大可能进行的温度范围达到致密化,所以,可获得由微小晶粒构成的高强度、高密度烧结体。
图2所示,是热压对陶瓷致密化影响效果之一例。
将热压作为制造制品的手段而加以利用的实例有:氧化铝、铁氧体、碳化硼、氮化硼等工程陶瓷。
连续热压烧结生产效率高,但设备与模具费用较高,又不利于过高过厚制品的烧制。
热等静压烧结可克服上述弊缺,适合形状复杂制品生产。


第八章烧结一、基本概念1、烧结的定义及分类物理性质变化:V ↓、气孔率↓、强度↑、致密度↑宏观定义:一种或多种固体(金属、氧化物、氮化物等)粉末经过成型,在加热到一定温度后开始收缩,在低于熔点温度下变成致密、坚硬的烧结体,这种过程称为烧结。
微观定义:由于固态中分子(或原子)的相互吸引,通过加热,使粉末体产生颗粒粘结,经过物质迁移使粉末体产生强度并导致致密化和再结晶的过程。
2、烧结的意义烧结是粉末冶金、陶瓷、耐火材料、超高温材料等部门的一个重要工序。
烧结的目的是把粉状物料转变为致密体。
这种烧结致密体是一种多晶材料,其显微结构由晶体、玻璃相和气孔组成,烧结过程直接影响显微结构中晶粒尺寸和分布,气孔尺寸和分布以及晶界体积分数….。
烧结过程可以通过控制晶界移动而抑制晶粒的异常生长或通过控制表面扩散、晶界扩散和晶格扩散而充填气孔,用改变显微结构方法使材料性能改善。
因此,当配方、原料粒度、成型等工序完成以后,烧结是使材料获得预期的显微结构以使材料性能充分发挥的关键工序。
3、与烧结有关的一些概念烧结与烧成:烧成:包括多种物理和化学变化。
例如脱水、坯体内气体分解、多相反应和熔融、溶解、烧结等。
而烧结仅仅指粉料经加热而致密化的简单物理过程,烧结仅仅是烧成过程的一个重要部分。
烧结和熔融:烧结是在远低于固态物质的熔融温度进行的。
烧结和熔融这两个过程都是由原子热振动而引起的,但熔融时全部组元都为液相,而烧结时至少有一组元是处于固态。
烧结与固相反应:两个过程均在低于材料熔点或熔融温度之下进行的。
并且在过程的自始自终都至少有一相是固态。
两个过程不同之处是固相反应必须至少有两组元A和B参加,并发生化学反应,最后生成化合物AB。
AB结构与性能不同于A和B。
而烧结可以只有单组元,或者两组元参加,但两组元并不发生化学反应。
仅仅是在表面能驱动下,由粉体变成致密体。
从结晶化学观点看,烧结体除可见的收缩外,微观晶相组成并未变化,仅仅是晶相显微组织上排列致密和结晶程度更完善。

烧结生产知识一、铁矿石烧结知识(原料条件)1、天然矿粉与烧结1)天然矿粉包括富矿粉和贫矿粉,其中天然矿粉含铁量在45%以上的通常称为富矿粉,含铁量低于45%的通常称为贫矿粉。
45%这个界限随着冶炼技术的发展是会变化的。
2)铁矿粉烧结是重要的造块技术之一。
由于开采时产生大量的铁矿粉,特别是贫铁矿富选促进了铁精矿粉的生产发展,使铁矿粉烧结成为规模最大的造块作业。
烧结矿比天然矿石有许多优点,如含铁量高、气孔率大、易还原、有害杂质少、含碱性熔剂等。
2、铁矿石分类:按照铁矿物不同的存在形态,分为磁铁矿、赤铁矿、褐铁矿、菱铁矿四大类。
1)磁铁矿:磁铁矿化学式为Fe3O4,也可以视为Fe2O3与FeO的固溶体。
比密度为4.9--5.2t/m3,硬度为5.5--6.5,难还原和破碎,有金属光泽,具有磁性。
其理论含铁量为72.4%。
磁铁矿晶体为八面体,组织结构较致密坚硬,一般成块状和粒状,表面颜色由钢灰色到黑色,条痕均是黑色,俗称青矿。
2)赤铁矿:赤铁矿俗称“红矿”,化学式为Fe2O3,其矿物成份是不含结晶水的三氧化二铁,密度为4.8—5.3,硬度不一,结晶完整的赤铁矿硬度为5.5—6.0,理论含铁量70%。
赤铁矿由非常致密的结晶组织到很分散的粒状,结晶的赤铁矿外表颜色为钢灰色和铁黑色,其它为暗红色,但条痕均为暗红色。
3)褐铁矿:褐铁矿石(mFe2O3. nH2O)是一种含结晶水的Fe2O3,按结晶水含量不同,褐铁矿分为五种,其中以2Fe2O3. 3H2O形式存在的较多。
4)菱铁矿:菱铁矿石的化学式为FeCO3,理论含铁量为48.2%。
自然界中常见的是坚硬致密的菱铁矿,外表颜色为灰色和黄褐色,风化后变为深褐色,条痕为灰色或带黄色,由玻璃光泽。
菱铁矿的比重为3.8吨/米3,无磁性。
3、铁矿粉分类:1)精矿粉:也称选粉。
是天然矿石经过破碎、磨碎、选矿等加工处理,除去一部分脉石和杂质,使含铁量提高后的极细的矿粉叫精矿粉。
烧结理论知识培训课件烧结是一种重要的金属加工工艺,它指的是将细小的金属粉末通过高温压制和烧结过程将其转化为具有一定强度和形状的金属零件。
烧结技术在航空航天、汽车、电子、化工等领域有着重要的应用。
因此,为了满足市场需求和提高企业竞争力,我们需要深入了解烧结理论知识。
一、烧结的基本原理与步骤烧结的基本原理是通过高温和压力将细小的金属粉末烧结成一定形状和尺寸的金属零件。
其步骤包括:1.混合:将不同材料的金属粉末按照一定比例混合均匀。
2.成型:将混合均匀的金属粉末按照设计要求进行成型,如挤压成型、注射成型等。
3.烧结:将成型后的金属粉末在高温环境下进行烧结处理,使其成为整体零件。
4.加工:根据实际需要,对烧结成的零件进行加工或者表面处理,如车削、磨削、喷涂等。
二、烧结的特点1.能够制造高强度和高精度的金属零件。
2.可制造各种不规则和复杂的形状。
3.烧结生产工艺简单、流程短,可以提高生产效率和节约生产成本。
4.可以使用多种不同材料的金属粉末进行混合烧结,获得具有良好性能的合金材料。
5.在烧结过程中,可以控制粉末的成分和密度,获得不同的结构和性能。
三、烧结的应用及前景1.航空航天领域:烧结技术被广泛应用于航空航天领域,用于制造发动机部件、轮毂轴承、航天器外壳及燃料结构等。
2.汽车领域:烧结技术可以用于制造汽车零件,如制动器、发动机缸体等。
3.电子领域:烧结技术可以制造具有特殊性能的电子元器件,如热敏电阻、电阻器等。
4.医疗领域:烧结技术可以用于制造人体骨骼植入物、假牙、人工关节等医疗器械。
由此可见,烧结技术在未来的制造业中具有重要的应用前景和市场需求。


