第六章 装配型架 的设计
- 格式:ppt
- 大小:5.73 MB
- 文档页数:83

洪 都 科 技HONGDU SCIENCE AND TECHNOLOGY2007现代飞机装配型架设计新技术刘平魏莹邱燕平(洪都航空工业集团)摘要装配型架是用来保证飞机的准确度和互换性,是飞机装配中必不可少的工装。
本文介绍了一些国内外装配型架设计的新技术、新方法。
关键词装配型架设计数字化设计模块化New Technology for Design of Modern Aircraft Assembly JigLiu Ping Wei Ying Qiu Yan Ping(Hongdu Aviation Industry Group)Abstract The assembly jig is adsolutely necessarily in aircraft assembly because it is used to ensure accuracy and interchangeability of the aircraft. This paper introduced somenew technologies and approaches to design the assembly jig both at home and abroad.Keywords Assembly jig design Digital design Modularization1 引言近年来,全球制造业正以垂直整合的模式向亚太地区转移,我国正成为世界制造业的重要基地。
工装设计水平是反映一个国家飞机制造水平的关键指标之一。
其中装配型架的设计和制造在整个生产工艺装配中占很大的比重。
装配型架结构是否合理、正确,不但对装配型架本身制造工作量大小、周期长短、成本高低和装配条件有直接的影响,而且也决定着各工件的对接、配合尺寸是否协调一致,对飞机装配的互换协调性、制造质量和进度有很大影响,直接影响整个飞机的制造周期。
飞机装配是将零件(成部件、组件)按照设计和技术要求进行组合、连接形成高一级的装配件或整机的过程。
某试用机襟翼装配型架的设计(总体结构)1.前言装配型架是具有独立的定位系统,而不依靠另一种工艺装配或产品来完成本工艺阶段的定位装配。
它们是一些专用生产装备,在完成飞机产品从零组件到部件的装配以及总装配过程中,用以控制起形状几何参数,且具有定位功能。
装配型架设备是其中主要的一类。
型架的种类很多,按其用途换或工作性质可划分装配型架、对合型架、精加工型架、检验型架等。
按装配对象的连接方法,有可将装配型架划分为铆接装配型架、胶结装配型架、焊接装配型架等。
装配型架按工序又可划分组合件装配型架、板件装配型架、段件装配型架、部件装配型架等。
装配型架的主要功用是:(1)保证产品的准确度及互换性。
即保证进入装配的零件,组合件,板件或是段件在装配时定位准确,保持其正确形状和一定的工艺刚度,以便进行连接,在装配过程中限制其连接变形,使连接装配后的产品符合图纸及技术的要求,即满足产品准确度及互换协调的要求。
(2)改善劳动条件,提高装配工作生产率,降低成本。
由于飞机形状复杂,刚度又小,在飞机装配工作中采用型架,就能发挥夹具定位夹紧迅速可靠地效果。
通过装配型架将工件安装在适当的工作位置,操作方便,提高工作效率。
本次毕业设计课题是“某试用机襟翼装配型架的设计”,该设计的型架是一种典型的生产装备,是铆接装配型架,对保证襟翼前、后缘的外形和相关的接头位置准确度起着不可缺少的作用。
该试用机为单发动机、下单翼、固定式前三点起落架飞机,装用美国莱康明公司生产的400匹马力活塞式发动机和美国哈扎尔公司生产的恒速变距三叶金属螺旋桨。
该试用机的尺寸数据:上翼展18.76米,下翼展14.236米,机长12.74米,机高6.1米,上翼面积43.6平方米,下翼面积28平方米;该机重量数据:空重(基本型)3266千克,正常起飞重量5250千克,燃油重量900千克;其性能数据:最大平飞速度(高度1750米)256千米/小时,巡逻速度140-220千米/小时,海平面最大爬升率2.9米/秒,实用升限4500米,起飞滑跑距离153米,着陆滑跑距离173米,航程845公里。
第二节、飞机研制工作的一般过程及特殊要求1、飞机研制工作一般包括哪几个过程?飞机研制的一般过程包括:概念性设计、初步设计、详细设计、原型机试制、原型机试飞、批生产(准备)。
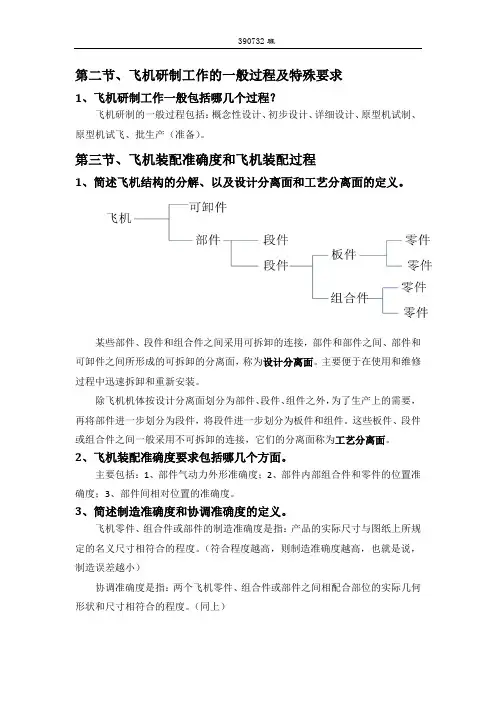
第三节、飞机装配准确度和飞机装配过程1、简述飞机结构的分解、以及设计分离面和工艺分离面的定义。
某些部件、段件和组合件之间采用可拆卸的连接,部件和部件之间、部件和可卸件之间所形成的可拆卸的分离面,称为设计分离面。
主要便于在使用和维修过程中迅速拆卸和重新安装。
除飞机机体按设计分离面划分为部件、段件、组件之外,为了生产上的需要,再将部件进一步划分为段件,将段件进一步划分为板件和组件。
这些板件、段件或组合件之间一般采用不可拆卸的连接,它们的分离面称为工艺分离面。
2、飞机装配准确度要求包括哪几个方面。
主要包括:1、部件气动力外形准确度;2、部件内部组合件和零件的位置准确度;3、部件间相对位置的准确度。
3、简述制造准确度和协调准确度的定义。
飞机零件、组合件或部件的制造准确度是指:产品的实际尺寸与图纸上所规定的名义尺寸相符合的程度。
(符合程度越高,则制造准确度越高,也就是说,制造误差越小)协调准确度是指:两个飞机零件、组合件或部件之间相配合部位的实际几何形状和尺寸相符合的程度。
(同上)4、在飞机装配中常用的补偿方法有哪几种?补偿方法就是零件、组合件或部件的某些尺寸在装配时可进行加工或者调整,这可以部分抵消零件制造和装配的误差,最后能够达到技术条件所规定的准确度要求。
常用的补偿方法有:①、修配;②、装配后精加工;③、可调补偿件。
5、在飞机装配过程中,使用哪两种装配基准,叙述每一种装配基准的装配过程和部件外形误差。
装配基准有:1、以骨架为装配基准;2、以蒙皮为装配基准。
以骨架为装配基准的装配过程有两种:其一:1:翼肋按定位孔定位,铆上桁条,组成骨架;2:放上蒙皮,用橡皮绳或钢带拉紧;3:进行骨架与蒙皮的铆接。
其二:1:翼肋按卡板定位,和大梁、桁条等组成骨架;2:放上蒙皮,用卡板压紧;3:进行骨架与蒙皮的铆接。

第1篇一、实验目的1. 理解装配型架的定义、作用和结构特点。
2. 掌握装配型架的安装和调整方法。
3. 通过实际操作,提高对飞机装配工艺的理解和实际操作能力。
二、实验原理装配型架是飞机装配过程中重要的辅助工具,主要用于确保飞机各个部件在装配过程中的准确度和互换性。
通过合理设计和使用装配型架,可以有效提高装配效率和飞机质量。
三、实验器材1. 装配型架一套2. 飞机部件若干3. 工具:扳手、螺丝刀、量具等4. 记录表格四、实验步骤1. 型架准备(1)检查型架是否完好,有无损坏或变形。
(2)确认型架尺寸和型号是否符合实验要求。
(3)清洁型架,确保无油污、锈蚀等杂质。
2. 型架安装(1)根据实验要求,将型架放置在合适的位置。
(2)按照型架的安装说明书,安装型架的各个部件。
(3)检查型架的安装质量,确保型架稳固、可靠。
3. 部件装配(1)将飞机部件按照装配顺序依次放入型架中。
(2)根据装配图纸和工艺要求,使用扳手、螺丝刀等工具,将部件与型架连接。
(3)在装配过程中,注意检查部件的安装位置和角度,确保其符合设计要求。
4. 调整与测量(1)根据装配图纸和工艺要求,对装配好的部件进行调整。
(2)使用量具等工具,对装配好的部件进行测量,确保其尺寸和位置符合要求。
(3)记录测量数据,以便后续分析和总结。
5. 实验数据整理与分析(1)整理实验过程中记录的数据,包括部件尺寸、装配位置、调整情况等。
(2)对实验数据进行统计分析,找出存在的问题和不足。
(3)根据分析结果,提出改进措施,以提高装配质量和效率。
五、实验结果与分析1. 装配质量通过实验,发现装配型架在提高飞机装配质量方面具有显著效果。
使用装配型架,可以有效避免因人工操作失误导致的装配偏差,提高装配精度。
2. 装配效率实验表明,装配型架的使用可以显著提高装配效率。
在保证装配质量的前提下,使用装配型架可以缩短装配时间,降低劳动强度。
3. 存在的问题(1)部分型架的尺寸和型号不够丰富,难以满足不同型号飞机的装配需求。
第一章1.飞机设计的三个主要阶段。
概念型设计阶段、初步设计阶段、详细设计阶段。
2.飞机研制过程的五个主要阶段。
论证过程、方案设计、工程研制、设计定型、生产定型。
3.样机的作用是什么?波音公司的三级样机是什么?①改良或改进设计;②有效地利用空间;③确保具有良好的可达到性;④将来能达到完善的维护;⑤协助设计良好的密封物和整流罩;⑥使结构处于最佳位置,获得最有效的设计性能,并避免构件之间发生干涉现象。
波音公司三级样机:1级样机:是用最少的零件、廉价的物料制造的全尺寸飞机。
2级样机:是质量更高的全尺寸样机。
3级样机:是全尺寸金属样机。
4.设计分离面、工艺分离面是什么?设计分离面:根据使用功能、维护修理、运输方便等方面的需要,设计人员将整架飞机在结构上要划分为许多部件、段件和组件,这些部件、段件、组件之间一般是采用可拆卸的连接。
它们之间形成的可拆卸的连接的分离面称为设计分离面。
工艺分离面:除了飞机机体按照设计分离面划分为部件、段件和组件外,为了生产上的需要,再将部件进一步划分为段件、将段件进一步划分为组件和板件,这些板件、段件和组件之间一般采用不可拆卸的连接,他们之间的分离面称为工艺分离面。
5.工艺基准分类?两种装配基准误差产生的原因?外形制造准确度取决于什么?工艺基准分类按照功能分为三类:①定位基准:用以确定结构件在设备或工艺装备上的相对位置。
②装配基准:用以确定结构件之间的相对位置。
③测量基准:用以测量结构件装配位置尺寸的起始位置。
两种装配基准:以骨架为基准、以蒙皮外形为基准。
以骨架为基准进行装配,误差原因:①骨架零件制造的外形误差;②骨架的装配误差;③蒙皮的厚度误差;④蒙皮和骨架由于贴合不紧而产生的误差;⑤装配后产生的变形。
部件外形准确度取决于零件制造后股价装配的准确度。
以蒙皮为基准进行装配,误差原因:①装配型架卡板的外形误差;②蒙皮和卡板外形之间由于贴合不紧而产生的误差;③装配后产生的形变。
部件外形准确度取决于装配型架的制造准确度和装配后的变形。