配合公差讲解全解
- 格式:ppt
- 大小:686.00 KB
- 文档页数:40
第十五章第三节公差与配合国家标准的组鼠标双击自动滚屏成一、标准公差系列1、公差值公差值的大小与公差等级及基本尺寸有关。
公差等级 ------ 是指确定尺寸精度的等级。
由于零件和零件上不同部位的尺寸对精确程度的要求往往不相同,为了满足生产的需要,国家标准设置了 20 个公差等级。
IT01 . IT0 . IT1. IT2 .IT3 . ………………… IT18高← 公差等级→ 低小← 公差数值→ 大难← 加工程度→ 易IT6: 标准公差6级或6级标准公差∵D↑ △D↑ ∴D↑ T↑故:标准公差与公差等级和基本尺寸有关。
2、公差值的计算公差单位和公差等级系数( I i)i——计算标准公差的基本单位。
(1): i=0.45 +0.001D(d)用于常用尺寸段内,IT5-IT18(2): I=0.004D+2.1公差等级系数 a——反映加工难易(1):在常用尺寸段内:(≤500mm) IT=ai 用于IT5-IT18 IT5 :a=7 沿用GB59IT6-IT18 ,用R5系列(见表2-2)对于最高的三级: IT01-IT1,则用 IT=A+BD(测量误差) 其中B按q5增长。
考虑公差等级的一致性,都按一定规律来变化。
IT2.IT3,IT4按几何级数分布。
(详见P14 表2-3)(2): 在大尺寸段:IT=Ai 考虑方式同上。
3、尺寸分段如按公式计算标准公差值,则每一个基本尺寸 D(d)就有一个相对应的公差值。
常用: 13个大尺寸: 8个(介于其中有2-3个)见表2-2对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为基本偏差,且数值为零。
其公差带位置在零线上侧。
a------h 间隙 es=Xminj------n 过渡p------zc 过盈基轴制 ------ 基轴制中的轴称为基准轴,用 h 表示,基准轴的上偏差为基本偏差且等于零,公差带位置在零线下侧。
公差与配合详细图解基本尺⼨与极限尺⼨公差与配合⽰意图(P10)公差带图(P9)间隙配合(P10)过盈配合(P10)过渡配合(P11)基本偏差(P17)基本偏差系列图(P16)基孔制(P12)基轴制(P12)基本偏差系列图(P27)公差与配合在图样上的标注基孔制常⽤优先配合(P33)基孔制常⽤优先配合(P33)⼀轴与多孔采⽤不同的配合(P36)形位公差分类及各项⽬符号(P71)作⽤尺⼨(P8)理论正确尺⼨(P76)框格标注(P71)形位公差标注⽰例1(P79)形位公差标注⽰例2(P72)形位公差标注⽰例3(P72)形位公差标注⽰例4(P72)最⼩条件(a)(P80)最⼩条件(b)(P79)在给定平⾯内的直线度(P78)在给定⼀个⽅向的直线度(P78)在给定互相垂直的两个⽅向上(P78)任意⽅向上的直线度(P82)平⾏度(以⾯为基准、⾯/⾯)(P80)平⾏度(以⾯为基准、线/⾯)(P80)平⾏度(以轴线为基准、⾯/线)(P87)平⾏度(以轴线为基准、线/线1)(P81)平⾏度(以轴线为基准、线/线2)(P88)平⾏度(以轴线为基准、线/线3)(P88)垂直度(⾯/基准平⾯) (P81)垂直度(⾯/基准轴线)(P81)垂直度(线/基准轴线)(P82)垂直度(在任意⽅向上)(P82)倾斜度(⾯/基准平⾯)(P82)倾斜度(线/基准平⾯)(P83)被测轴线对基准轴线同轴度(P88)点的同⼼度对称度(⾯/基准平⾯) (P91)对称度(⾯/基准中⼼平⾯)对称度(⾯/基准公共中⼼平⾯)线的位置度1(P83)线的位置度2(P84)点的位置度(P83)径向圆跳动(P86)端⾯圆跳动(P87)斜向圆跳动(P87)径向全跳动(P87)端⾯全跳动(P87)关联作⽤尺⼨(P88)最⼤实体原则应⽤单⼀要素(P90)包容原则应⽤于单⼀要素(P91)最⼤实体原则⽰例2表2-1基本尺⼨≤500mm的各级标准公差的计算公式(14)实效尺⼨和实效边界(P90)采⽤最⼤实体原则并限制最⼤误差值⽰例(P79)单⼀基准要素(P70)多基准要素(P70)返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡返回⽂挡关联作⽤尺⼨返回⽂挡VC(实效边界)VS(实效尺⼨)=20+0.01=20.01VC(实效边界)返回⽂挡MMCMMC最⼤实体尺⼨(MMS)=20返回⽂挡返回⽂挡2500iIT18100iIT11(IT1)(IT5/IT1)3/4IT41600iIT1764iIT10(IT1)(IT5/IT1)1/2IT31000iIT1640iIT9640iIT1525iIT8(IT1)(IT5/IT1)1/4IT2400iIT1416iIT70.8+0.020DIT1250iIT1310iIT60.5+0.012DIT0160iIT127iIT50.3+0.008DIT01公式公差等级公式公差等级公式公差等级返回⽂挡返回⽂挡返回⽂挡返回⽂挡最⼤间隙:Xmax=Dmax-dmin=ES-ei?最⼩间隙:Xmin=Dmin-dmax=EI-es?平均间隙:Xav=1/2(Xmax+Xmin)返回⽂挡最⼩过盈:Ymin=Dmax-dmin=ES-ei最⼤过盈:Ymax=Dmin-dmax=EI-es平均过盈:Yav=1/2(Ymin+Ymax)返回⽂挡Xav(Yav)=1/2(Xmax+Ymax)为正时,是平均间隙;为负时,是平均过盈。
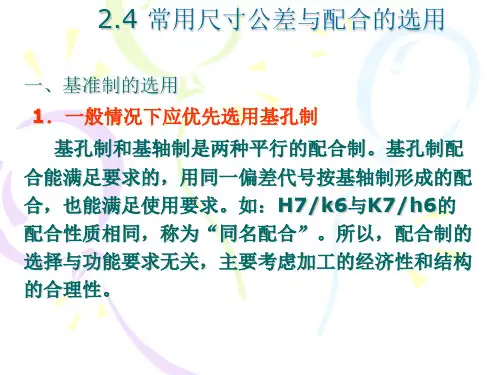
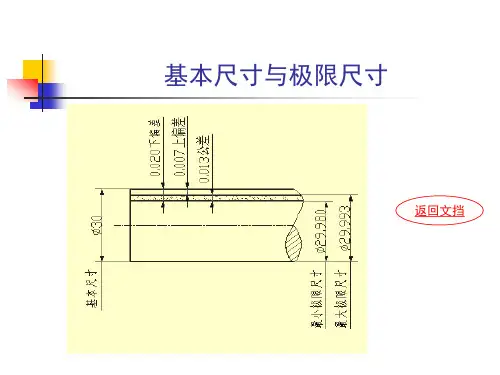
公差与配合基础知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值.2.基本尺寸:孔D、轴d.如Ф20±0.05中20为基本尺寸.3.实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值.其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸5.尺寸偏差尺寸偏差=某一尺寸-基本尺寸偏差包括:实际偏差=实际尺寸-基本尺寸上偏差=最大极限尺寸—基本尺寸ES(孔)、es(轴)下偏差= 最小极限尺寸—基本尺寸EI(孔)、ei(轴)6.零线零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系(基本尺寸相同)孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙(含 Xmin =0 )的配合。
孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax -dmax =EI-es平均间隙 Xp=1/2(Xmax +Xmin )3.过盈配合——具有过盈(含 Ymin =0 )的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax -dmin =ES-ei最大过盈 Ymax =Dmin -dmax =EI-es平均过盈 Yp=1/2(Ymin +Ymax )4.过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠。
公式用以上 X , Y5.配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -X min ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax -Ymax ∣结论:配合精度与零件的加工精度有关,若要配合精度高,则应降低零件的公差,即提高工件本身的加工精度。
反之亦然。
三.基准制 ------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为基本偏差,且数值为零。
公差配合知识点总结一、公差配合的基本概念1. 公差的定义公差是衡量零件尺寸精度的一种指标,它表示了允许的最大偏差范围。
在实际生产中,零件的尺寸很难做到完全精确,因此需要确定公差的大小以保证零件之间的配合要求。
2. 配合的类型根据零件之间的配合要求,公差配合可以分为三种类型:间隙配合、过盈配合和过渡配合。
间隙配合是指两个零件之间存在一定的间隙,过盈配合是指一个零件比另一个零件略大,需要通过压入或组合来实现配合,过渡配合是介于间隙配合和过盈配合之间,既有一定的间隙又有一定的压合。
3. 公差的表示方法公差通常是通过上下偏差、基本偏差和公差等级来表示的。
上下偏差表示了一个零件尺寸允许的最大和最小偏差范围,基本偏差表示了一个零件尺寸的理论值,公差等级表示了一个零件的尺寸要求的精确程度。
二、公差配合的原则1. 适应实际生产公差配合的确定要考虑到生产设备的精度、材料的变化、工艺的限制等因素,确保零件可以在实际生产中稳定地达到要求的配合效果。
2. 适应使用要求公差配合不仅要适应生产要求,还要适应使用要求。
对于需要高精度定位的零件,公差配合要求就要更加严格,对于需要流畅运动的零件,公差配合要求要更加适中。
3. 总体适应原则公差配合要考虑到整体的适应原则,特别是在大批量生产中,要尽可能地使零件的公差分布均匀,以减少不合格品的产生,提高零件的装配率。
三、公差配合的应用1. 机械制造在机械制造中,各种零部件的配合一般都是采用公差配合。
例如,轴承和轴的配合、键和键槽的配合、齿轮和齿轮轴的配合等,都需要根据实际要求确定合适的公差配合。
2. 模具制造在模具制造中,模具的加工精度要求很高,因此在模具的设计和加工中必须考虑到公差配合的要求,以保证模具的高精度和稳定性。
3. 汽车制造在汽车制造中,车身和车门的配合、悬挂系统的配合、发动机零部件的配合等都要求采用合适的公差配合,以保证汽车的安全性和舒适性。
四、公差配合的质量控制1. 产品检验在生产过程中,对产品的公差配合质量进行检验是十分必要的。

配合公差是指组成配合的孔、轴公差之和。
配合的目的是为了保证零件之间的相对位置和运动的精度,在加工和装配过程中起着至关重要的作用。
在实际的机械设计和制造中,配合公差的选择至关重要,不同的配合要求需要不同的公差值来满足。
一、配合的基本概念在机械制造中,通常会出现孔和轴相互配合的情况,而孔和轴的尺寸总是有一定的误差范围。
配合公差就是为了规定这种误差范围而存在的。
配合公差包括上限公差、下限公差和基本偏差三部分。
1.1上限公差:孔和轴的最大尺寸差,用符号T表示。
1.2下限公差:孔和轴的最小尺寸差,用符号t表示。
1.3基本偏差:是指在零件装配过程中,孔和轴之间允许的最大间隙或最小间隙,用符号H、h表示。
二、配合公差的种类根据不同的配合要求,配合公差可以分为四种基本配合:2.1 精密配合:对配合精度要求较高的场合,使用精密配合。
其特点是不允许有间隙,并且因为受限公差极限尺寸的差值小,因此基本偏差的绝对值也小。
2.2 普通配合:在相对精度要求不高的情况下,使用普通配合。
其特点是不严格要求间隙,常用于一般精度要求的机械零件上。
2.3 松配合:在特定情况下,需要有一定的间隙,使用松配合。
其特点是孔与轴之间有许多空隙,并且两者可能出现不联络的情况。
2.4 渐进配合:对于要求孔口可以容纳一个范围内的轴的情况,使用渐进配合。
其特点是,有一种构造能容许主要基体尺寸渐进变大、用紧配合时管孔尺寸较小但用松配合时尺寸较大。
三、配合公差的选择原则在实际的机械设计和制造中,选择配合公差需要遵循一定的原则:3.1 功能和运动要求:首先要确定配合零件的功能和运动要求,明确了解零件之间的相对位置和运动的精度要求,以确定所选取的配合公差的等级。
3.2 使用条件:根据零件的使用条件来选择配合公差,包括零件的工作环境、使用频率、负载情况等因素。
3.3 选用经济型:在满足功能和运动要求的前提下,尽量采用经济型的公差等级,避免过度精密造成成本的增加。
配合公差名词解释1. 啥是配合公差呀?就好比两个人跳舞,得配合得特别好,动作不能有太大偏差,不然这舞可就跳不好啦!比如说一个螺丝和螺母,它们之间的配合就得有合适的公差,不然拧不上去或者太松了可不行啊!2. 配合公差你不知道?哎呀,这就像搭积木一样,每一块积木都得尺寸合适才能稳稳地搭在一起呀!像齿轮的配合,公差不合适就会嘎吱嘎吱响,甚至转不动呢!3. 嘿,配合公差不就是让东西能完美组合在一起的那个关键嘛!就好像拼图,每一块的形状和大小都有公差要求,不然怎么能拼成一幅完整漂亮的图呢!比如汽车的零部件,公差把握不好,车能开得稳吗?4. 配合公差很难理解?才不是呢!想想看,一双鞋合不合脚,不就是鞋和脚之间的配合公差嘛!公差合适,穿着舒服,走路也带劲呀!像机械手表里的零件,公差精确才能走时准确呀!5. 还不明白配合公差呀?这就如同演奏交响乐,各种乐器要配合得恰到好处,音准、节奏都有公差要求呢!比如手机的各个部件,公差控制好了,手机才能好用呀!6. 哇塞,配合公差不就是保证事情能顺利进行的那个尺度嘛!好比建房子,砖头和砖头之间的配合得有公差呀,不然房子能结实吗?像飞机的制造,公差要求得多严格呀!7. 配合公差到底是啥呢?简单说,就是让不同的东西能和谐共处的那个标准呀!就像一场比赛,每个队员都要在自己的位置上发挥好,有公差限制呢!比如电脑的组装,各个硬件的公差合适电脑才运行流畅呀!8. 哎呀呀,配合公差不就是那个让一切有序的玩意儿嘛!好比一个团队合作,大家的分工和配合都有公差要求呢!像精密仪器的制造,公差可是至关重要的呀!9. 你还在纠结配合公差是什么呀?嘿,这不就是让东西能紧密结合的那个小秘密嘛!就像锁和钥匙,公差合适才能打得开呀!比如医疗器械的生产,公差把握得精准才能救人呀!10. 配合公差呀,其实就是让事物达到最佳状态的那个关键因素哟!好比一场完美的魔术表演,每个环节都得严丝合缝,有公差控制呢!像卫星的发射,公差要求极高呀!我的观点结论:配合公差真的很重要呀,在各种制造和组合中都起着关键作用呢!。