小方坯连铸机工艺培训课件样本
- 格式:doc
- 大小:12.45 MB
- 文档页数:27
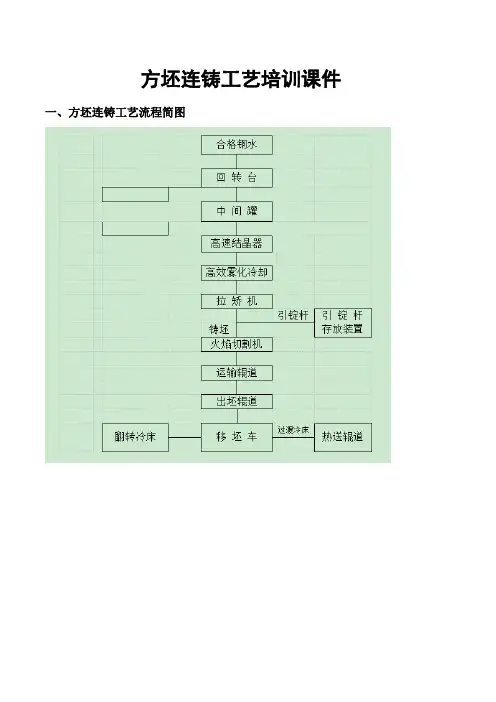
精心整理方坯连铸工艺培训课件一、方坯连铸工艺流程简图二、方坯连铸基本参数铸坯断面:150×150mm定尺长度:6~12m(实际最短生产过9.25的,拉速2.1m/min)55Q4.1钢包汇总台4.1钢包回转台功能支承钢包并将满包从受包位旋转到中间罐上方的浇4.2中间罐功能保证连浇;均匀分配钢流到结晶器;促使夹杂物上浮。
结构型式中间罐为梯形带盖式,主要技术参数中间罐最大容量20t钢水液面高度工作液面:800mm主要技术参数烘烤时间180min烘烤温度~1000℃4.5结晶器功能将钢水凝结成型,使浇入其中的钢水快速冷却。
在引锭头拉出结晶器铜管后,凝结的钢水坯壳能承受内部还未凝固的钢水静压力。
结构型式结晶器为套管式,主要由内壁镀铬的三维立体锥度铜管、精密加工成型的整体铜水套、钢结构外壳、上下法兰、卡板及密封件等部分组成。
铜管材质为磷脱氧铜。
主要技术参数铜管长度900mm托架等组成,喷淋管沿弧线纵向布置。
主要技术参数冷却段数3(含喷淋环)喷淋管长度~4.5m喷嘴型号3/8PZ17080QZ5*12PZ8065QZ5*28PZ8047QZ5*284.8导向段功能开浇时引导引锭杆进入结晶器并在浇铸时支承铸坯。
结构型式导向段位于喷淋集管组与拉矫机之间,主要由导向辊、支座、侧导辊、压辊及侧导板等组成。
功能开浇时引锭头堵住结晶器下口,把初步凝固的铸坯拉出结晶器,引入拉矫机。
结构型式主要由自适应型引锭头、刚性杆身、链条及联接件、传动系统、导向轮及安全装置所组成。
铸机开浇前,启动存放装置电动机使引锭杆下降至拉矫机内。
引锭结束后,引锭杆运行至存放位置。
主要技术参数引锭杆外弧半径R8m引锭杆长度(弧度)~87°送引锭杆速度1~4.0m/min4.11切前/输送/出坯辊道坯。
主要技术参数行程~20000mm(工作行程)轨距~13000mm轮距/轮径~2100mm/D300mm4.13翻转冷床功能翻转冷却铸坯,防止铸坯变形结构型式冷床为液压传动、步进翻转式。
方坯连铸工艺培训课件一、方坯连铸工艺流程简图二、方坯连铸基本参数铸坯断面:150×150mm定尺长度:6~12m(实际最短生产过9.25的,拉速2.1m/min)连铸机主要设备性能4.1钢包汇总台4.1钢包回转台功能支承钢包并将满包从受包位旋转到中间罐上方的浇铸位。
4.2中间罐功能保证连浇;均匀分配钢流到结晶器;促使夹杂物上浮。
结构型式中间罐为梯形带盖式,主要技术参数中间罐最大容量20t钢水液面高度工作液面:800mm主要技术参数烘烤时间180min烘烤温度~1000℃4.5结晶器功能将钢水凝结成型,使浇入其中的钢水快速冷却。
在引锭头拉出结晶器铜管后,凝结的钢水坯壳能承受内部还未凝固的钢水静压力。
结构型式结晶器为套管式,主要由内壁镀铬的三维立体锥度铜管、精密加工成型的整体铜水套、钢结构外壳、上下法兰、卡板及密封件等部分组成。
铜管材质为磷脱氧铜。
主要技术参数铜管长度900mm防止结构型式主要由不锈钢喷淋管、活接头、不锈钢喷嘴及托架等组成,喷淋管沿弧线纵向布置。
主要技术参数冷却段数3(含喷淋环)喷淋管长度~4.5m喷嘴型号3/8PZ17080QZ5*12PZ8065QZ5*28PZ8047QZ5*284.8导向段功能开浇时引导引锭杆进入结晶器并在浇铸时支承铸坯。
结构型式导向段位于喷淋集管组与拉矫机之间,主要由导向辊、支座、侧导辊、压辊及侧导板等组成。
功能开浇时引锭头堵住结晶器下口,把初步凝固的铸坯拉出结晶器,引入拉矫机。
结构型式主要由自适应型引锭头、刚性杆身、链条及联接件、传动系统、导向轮及安全装置所组成。
铸机开浇前,启动存放装置电动机使引锭杆下降至拉矫机内。
引锭结束后,引锭杆运行至存放位置。
主要技术参数引锭杆外弧半径R8m引锭杆长度(弧度)~87°送引锭杆速度1~4.0m/min4.11切前/输送/出坯辊道)。
坯。
主要技术参数行程~20000mm(工作行程)轨距~13000mm轮距/轮径~2100mm/D300mm4.13翻转冷床功能翻转冷却铸坯,防止铸坯变形结构型式冷床为液压传动、步进翻转式。
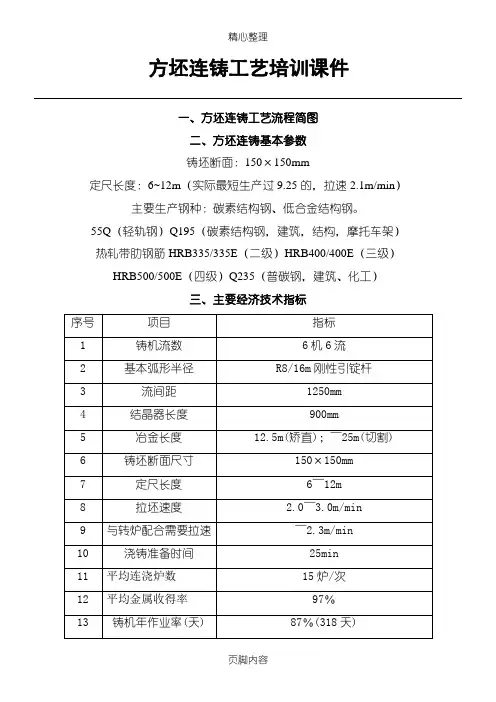
方坯连铸工艺培训课件一、方坯连铸工艺流程简图二、方坯连铸基本参数铸坯断面:150×150mm定尺长度:6~12m(实际最短生产过9.25的,拉速2.1m/min)主要生产钢种:碳素结构钢、低合金结构钢。
55Q (轻轨钢)Q195(碳素结构钢,建筑,结构,摩托车架)热轧带肋钢筋HRB335/335E (二级)HRB400/400E (三级)HRB500/500E (四级)Q235 (普碳钢,建筑、化工)三、主要经济技术指标连铸机主要设备性能4.1 钢包汇总台4.1 钢包回转台功能支承钢包并将满包从受包位旋转到中间罐上方的浇铸位。
结构型式直臂式。
主要由回转臂、回转支承系统、回转台底座、基础框架、传动装置及钢包加盖装置等部分组成。
主要技术参数双臂最大承重 2×125t回转半径 4.9m回转速度 0~1.0r/min回转范围 360度事故回转180度4.2 中间罐功能保证连浇;均匀分配钢流到结晶器;促使夹杂物上浮。
结构型式中间罐为梯形带盖式,主要技术参数中间罐最大容量 20t钢水液面高度工作液面:800mm溢流液面:900mm4.3 中间罐车功能支承中间罐,并运载中间罐在烘烤位和浇铸位之间移动。
结构型式半悬挂(高低腿)式。
主要由车架、走行机构、横移机构、摆槽、液压升降机构及驱动系统等主要技术参数最大承载重量 60t走行速度 0~20m/min横移行程±50mm升降行程 500mm4.4 中间罐烘烤(干燥)装置功能加热(预热)中间罐,降低第一包钢水的温降。
结构型式中间罐烘烤(干燥)装置由支座、风机、电液推杆、管件、阀门、烧嘴等组成。
主要技术参数烘烤时间 180 min烘烤温度~1000℃4.5 结晶器功能将钢水凝结成型,使浇入其中的钢水快速冷却。
在引锭头拉出结晶器铜管后,凝结的钢水坯壳能承受内部还未凝固的钢水静压力。
结构型式结晶器为套管式,主要由内壁镀铬的三维立体锥度铜管、精密加工成型的整体铜水套、钢结构外壳、上下法兰、卡板及密封件等部分组成。
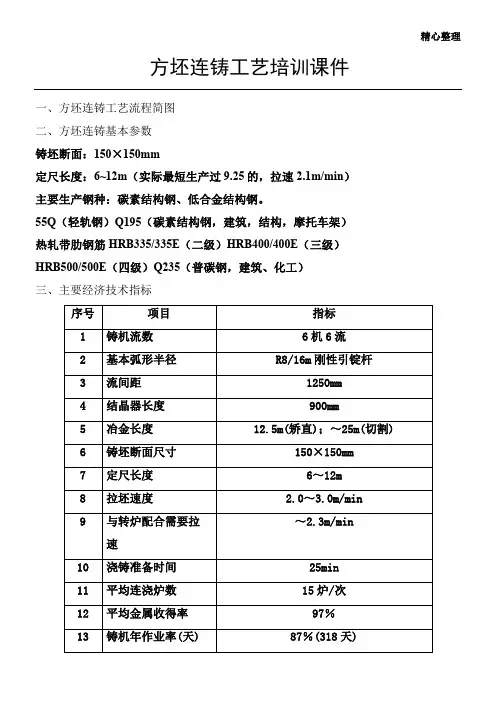
方坯连铸工艺培训课件一、方坯连铸工艺流程简图
二、方坯连铸基本参数
铸坯断面: 150×150mm
定尺长度: 6~12m( 实际最短生产过9.25的, 拉速2.1m/min) 主要生产钢种: 碳素结构钢、低合金结构钢。
55Q ( 轻轨钢) Q195( 碳素结构钢, 建筑, 结构, 摩托车架)
热轧带肋钢筋 HRB335/335E ( 二级) HRB400/400E ( 三级) HRB500/500E ( 四级) Q235 ( 普碳钢, 建筑、化工)
三、主要经济技术指标
15 铸机设备生产能力1×120万t/a
连铸机主要设备性能
4.1 钢包汇总台
4.1 钢包回转台
功能支承钢包并将满包从受包位旋转到中间罐上方的浇
铸位。
结构型式直臂式。
主要由回转臂、回转支承系统、回转台
底座、基础框架、传动装置及钢包加盖装置等部
分组成。
主要技术参数双臂最大承重 2×125t
回转半径 4.9m
回转速度 0~1.0r/min
回转范围 360度
事故回转180度
4.2 中间罐
功能保证连浇; 均匀分配钢流到结晶器; 促使夹杂物上
浮。
结构型式中间罐为梯形带盖式,
主要技术参数中间罐最大容量 20t
钢水液面高度工作液面: 800mm
溢流液面: 900mm
4.3 中间罐车
功能支承中间罐, 并运载中间罐在烘烤位和浇铸位之间
移动。
结构型式半悬挂( 高低腿) 式。
主要由车架、走行机构、横
移机构、摆槽、液压升降机构及驱动系统等主要技术参数最大承载重量 60t
走行速度 0~20m/min
横移行程±50mm
升降行程 500mm
4.4 中间罐烘烤(干燥)装置
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
功能加热( 预热) 中间罐, 降低第一包钢水的温降。
结构型式中间罐烘烤(干燥)装置由支座、风机、电液推杆、
管件、阀门、烧嘴等组成。
主要技术参数烘烤时间 180 min
烘烤温度~1000℃
4.5 结晶器。