钢制压力容器标准体系
- 格式:doc
- 大小:155.00 KB
- 文档页数:11
一、GB系列标准1、GB 150-1998,钢制压力容器2、GB 151-1999,管壳式换热器3、GB 151-1999,管壳式换热器标准释义4、GB/T 699–2006,优质碳素结构钢5、GB 700-2006,碳素结构钢6、GB/T 713-2008,锅炉压力容器用钢板7、GB 985-1988,气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸8、GB 986-1988,埋弧焊焊缝坡口的基本形式和尺寸9、GB 3087-1999,低中压锅炉用无缝钢管10、GB 3274-2007,碳素结构钢和低合金结构钢热轧厚钢板和钢带11、GB 3531-1996,低温压力容器用低合金钢钢板12、GB/T 5117-1995 ,碳钢焊条13、GB/T 5118-1995,低合金钢焊条14、GB/T 5293-1999,埋弧焊用碳钢焊丝和焊剂15、GB/T 5293-1999 ,埋弧焊用碳钢焊丝和焊剂16、GB 5310-1995,高压锅炉用无缝钢管17、GB/T 8110-1995 ,气体保护电弧焊用碳钢、低合金钢焊丝18、GB/T 8163-1999 ,输送流体用无缝钢管19、GB/T 8165-1997 ,不锈钢复合钢板和钢带20、GB/T 9019-2001 ,压力容器公称直径21、GB/T 9112~9124-2000,钢制管法兰(合订本)22、GB/T 9125-2003,管法兰连接用紧固件23、GB/T 9126-2003 ,管法兰用非金属平垫片、尺寸24、GB/T 9128-2003 ,钢制管法兰用金属环垫、尺寸25、GB/T 9129-2003,管法兰用非金属平垫片技术条件26、GB/T 12212–1990,技术制图焊缝符号的尺寸、比例及简化表示方法27、GB/T 12470-2003,埋弧焊用低合金钢焊丝和焊剂28、GB/T 12522-1996,不锈钢波形膨胀节29、GB/T 12777-1999,金属波纹管膨胀节30、GB 13296-2007,锅炉、热交换器用不锈钢无缝钢管31、GB/T 14976-1994,流体输送用不锈钢无缝钢管32、GB/T 15601-1995,管法兰用金属包覆垫片33、GB 16749–1997 ,压力容器波形膨胀节二、JB系列标准1、JB/T 4700~4707-2000,《压力容器法兰》内容包括:压力容器法兰分类与技术条件、甲型平焊法兰、乙型平焊法兰、长颈对焊法兰、非金属软垫片缠绕垫片、金属包垫片、等长双螺栓2、JB 4708-2000,钢制压力容器焊接工艺评定3、JB/T 4709-2000,钢制压力容器焊接规程4、JB/T 4710-2005,钢制塔式容器5、JB/T 4711-2003,压力容器涂敷与运输包装及释义6、JB/T4712.1~4712.4 -2007,《容器支座》内容包括:鞍式支座、腿式支座、耳式支座、支承式支座7、JB 4726~4728-2000,压力容器用钢锻件8、JB 4727-2000,低温压力容器用低合金钢锻件9、JB 4728-2000,压力容器用不锈钢锻件10、JB/T 4730.1~4730.6-2005,承压设备无损检测11、JB/T 4730.1~4730.6-2005,承压设备无损检测学习指南12、JB/T 4731-2005 ,钢制卧式容器13、JB 4733-1996,压力容器用爆炸不锈钢复合钢板14、JB/T 4735-1997,钢制焊接常压容器及释义15、JB/T 4736-2002 ,补强圈及标准释义16、JB 4744-2000,钢制压力容器产品焊接试板的力学性能检验17、JB/T 4746-2002 ,《钢制压力容器用封头》及标准释义18、JB/T 4747-2002 ,《压力容器用钢焊条订货技术条件》及标准释义19、JB/T 4750-2003,制冷装置用压力容器及释义三、HG系列标准1、HG 20527-1992,不锈钢突面对焊环钢制管法兰HG 20528-1992,衬里钢管用承插环松套钢制管法兰HG 20529-1992,不锈钢衬里法兰盖HG 20530-1992,钢制管法兰用焊唇密封环2、HG/T 20569-1994,机械搅拌设备3、HG 20580-1998,钢制化工容器设计基础规定HG 20581-1998,钢制化工容器材料选用规定HG 20582-1998,钢制化工容器强度计算规定HG 20583-1998,钢制化工容器结构设计规定HG 20584-1998,钢制化工容器制造技术要求HG 20585-1998,钢制低温压力容器技术规定4、HG 20592-1997,钢制管法兰型式、参数(欧洲体系)HG 20593-1997,板式平焊钢制管法兰(欧洲体系)HG 20594-1997,带颈平焊钢制管法兰(欧洲体系)HG 20595-1997,带颈对焊钢制管法兰(欧洲体系)HG 20596-1997,整体钢制管法兰(欧洲体系)HG 20597-1997,承插焊钢制管法兰(欧洲体系)HG 20598-1997,螺纹钢制管法兰(欧洲体系)HG 20599-1997,对焊环松套钢制管法兰(欧洲体系)HG 20600-1997,平焊环松套钢制管法兰(欧洲体系)HG 20601-1997,不锈钢衬里法兰盖(欧洲体系)HG 20602-1997,钢制管法兰盖(欧洲体系)HG 20603-1997,钢制管法兰技术要求(欧洲体系)HG 20604-1997,钢制管法兰压力—温度等级(欧洲体系)HG 20605-1997,钢制管法兰焊接接头和坡口尺寸(欧洲体系)HG 20606-1997,钢制管法兰用非金属平垫片(欧洲体系)HG 20607-1997,钢制管法兰用聚四氟乙烯包覆垫片(欧洲体系)HG 20608-1997,钢制管法兰用柔性石墨复合垫片(欧洲体系)HG 20609-1997,钢制管法兰用金属包覆垫片(欧洲体系)HG 20610-1997,钢制管法兰用缠绕式垫片(欧洲体系)HG 20611-1997,钢制管法兰用齿形组合垫(欧洲体系)HG 20612-1997,钢制管法兰用金属环垫(欧洲体系)HG 20613-1997,钢制管法兰用紧固件(欧洲体系)HG 20614-1997,钢制管法兰、垫片、坚固件选配规定(欧洲体系)HG 20615-1997,钢制管法兰型式、参数(美洲体系)HG 20616-1997,带颈平焊钢制管法兰(美洲体系)HG 20617-1997,带颈对焊钢制管法兰(美洲体系)HG 20618-1997,整体钢制管法兰(美洲体系)HG 20619-1997,承插焊钢制管法兰(美洲体系)HG 20620-1997,螺纹钢制管法兰(美洲体系)HG 20621-1997,对焊环松套钢制管法兰(欧洲体系)HG 20622-1997,钢制管法兰盖(美洲体系)HG 20623-1997,大直径钢制管法兰(美洲体系)HG 20624-1997,钢制管法兰技术条件(美洲体系)HG 20625-1997,钢制管法兰压力—温度等级(美洲体系)HG 20626-1997,钢制管法兰焊接接头和坡口尺寸(美洲体系)HG 20627-1997,钢制管法兰用非金属平垫片(美洲体系)HG 20628-1997,钢制管法兰用聚四氟乙烯包覆垫片(美洲体系)HG 20629-1997,钢制管法兰用柔性石墨复合垫片(美洲体系)HG 20630-1997,钢制管法兰用金属包覆垫片(美洲体系)HG 20631-1997,钢制管法兰用缠绕式垫片(美洲体系)HG 20632-1997,钢制管法兰用齿形组合垫(美洲体系)HG 20633-1997,钢制管法兰用金属环垫(美洲体系)HG 20634-1997,钢制管法兰用紧固件(美洲体系)HG 20635-1997,钢制管法兰、垫片、坚固件选配规定5、HG 20652-1998,塔器设计技术规定6、HG/T 21618-1998,丝网除沫器7、HG 20660-2002,压力容器中化学介质毒性危害和爆炸危险程度分类8、HG/T 20678-2000 ,衬里钢壳设计技术规定9、HG/T 21514-2005 ,钢制人孔和手孔类型与技术条件10、HG 21515-2005,常压人孔施工图(碳钢、低合金钢) 400~60011、HG 21516-2005,回转盖板平焊法兰人孔施工图(碳钢、低合金钢) 400~600-0.612、HG 21517-2005,回转盖带颈平焊法兰人孔施工图(碳钢、低合金钢)400~600-1.0~1.613、HG 21519-2005,垂直吊盖板式平焊法兰人孔施工图(碳钢、低合金钢) 400~600-0.614、HG 21520-2005,垂直吊盖带颈平焊法兰人孔施工图(碳钢、低合金钢) 400~600-1.0~1.615、HG 21521-2005,垂直吊盖带颈对焊法兰人孔施工图(碳钢、低合金钢) 400~600-2.5~6.316、HG 21522-2005,水平吊盖板式平焊法兰人孔施工图(碳钢、低合金钢) 400~600-0.617、HG 21523-2005,水平吊盖带颈平焊法兰人孔施工图(碳钢、低合金钢) 400~600-1.0~1.618、HG 21524-2005,水平吊盖带颈对焊法兰人孔施工图(碳钢、低合金钢)400~600-2.5~6.319、HG 21525-2005,常压旋柄快开人孔施工图(碳钢、低合金钢) 400~50020、HG 21526-2005,椭圆形回转盖快开人孔施工图(碳钢、低合金钢)450×350-0.621、HG 21527-2005,回转拱盖快开人孔施工图(碳钢、低合金钢) 400~500-0.622、HG 21528-2005,常压手孔施工图(碳钢、低合金钢) 150~25023、HG 21529-2005,板式平焊法兰手孔施工图(碳钢、低合金钢) 150~250-0.624、HG 21530-2005,带颈平焊法兰手孔施工图(碳钢、低合金钢) 150~250-1.0~1.625、HG 21531-2005,带颈对焊法兰手孔施工图(碳钢、低合金钢) 150~250-2.5~6.326、HG 21532-2005,回转盖带颈对焊法兰手孔施工图(碳钢、低合金钢)250-4.0~6.327、HG 21533-2005,常压快开手孔施工图(碳钢、低合金钢) 150~25028、HG 21534-2005,旋柄快开手孔施工图(碳钢、低合金钢) 150~250-0.2529、HG 21535-2005,回转盖快开手孔施工图(碳钢、低合金钢)150~250-0.630、HG 21537.1-1992,碳钢填料箱(PN 0.6)HG 21537.2-1992,不锈钢填料箱(PN 0.6)HG 21537.3-1992,常压碳钢填料箱(PN<0.6)HG 21537.4-1992,常压不锈钢填料箱(PN<0.6)HG 21537.5-1992,管用碳钢填料箱(PN 0.6)HG 21537.6-1992,管用不锈钢填料箱(PN 0.6)31、HG 21537.1-1992,碳钢填料箱(施工图)PN 0.6 DN 30~16032、HG 21537.2-1992,不锈钢填料箱(施工图) PN 0.6 DN 30~16033、HG 21537.3-1992,常压碳钢填料箱(施工图)PN<0.1 DN 30~16034、HG 21537.4-1992,常压不锈钢填料箱(施工图)PN<0.1 DN 30~16035、HG 21537.5-1992,管用碳钢填料箱(施工图)PN 0.6 DN 25~20036、HG 21537.6-1992,管用不锈钢填料箱(施工图) PN 0.6 DN 25~20037、HG 21563-1995,搅拌传动装置系统组合、选用及技术要求38、HG 21564-1995,搅拌传动装置——凸缘法兰HG 21565-1995,搅拌传动装置——安装底盖HG 21566-1995,搅拌传动装置——单支点机架HG 21567-1995,搅拌传动装置——双支点机架HG 21568-1995,搅拌传动装置——传动轴HG 21569.1-1995,搅拌传动装置——带短节联轴器HG 21569.2-1995,搅拌传动装置——块式弹性联轴器HG 21570-1995,搅拌传动装置——联轴器HG 21571-1995,搅拌传动装置——机械密封HG 21572-1995,搅拌传动装置——机械密封循环保护系统HG 21537.7-1992,搅拌传动装置——碳钢填料箱HG 21537.8-1992,搅拌传动装置——不锈钢填料箱39、HG/T 21574-2008,化工设备吊耳及工程技术要求40、HG 21588-1995,玻璃板液面计(系列)41、HG 21592-1995,玻璃管液面计(系列)42、HG 21594-1999,不锈钢人、手孔(系列)43、HG 21595-1999,常压不锈钢人孔施工图44、HG 21596-1999,回转盖不锈钢人孔施工图45、HG 21597-1999,回转拱盖快开不锈钢人孔施工图46、HG 21598-1999,水平吊盖不锈钢人孔施工图47、HG 21599-1999,垂直吊盖不锈钢人孔施工图48、HG 21600-1999,椭圆快开不锈钢人孔施工图49、HG 21601–1999,常压快开不锈钢手孔施工图50、HG 21602-1999,平盖不锈钢手孔施工图51、HG 21603-1999,回转盖快开不锈钢手孔施工图52、HG 21604-1999,旋柄快开不锈钢手孔施工图53、HG 21607-1992,异形筒体和封头54、HG/T 21619~21620-1986,压力容器视镜四、规则及图书1、1999年出版,压力容器安全技术监察规程2、2008年出版,压力容器压力管道设计许可规则3、2002年出版,锅炉压力容器制造监督管理办法(含三个附件)4、2002年出版,锅炉压力容器压力管道焊工考试与管理规则及释义5、2003年出版,特种设备安全监察条例6、2003年出版,锅炉压力容器制造许可条件、锅炉压力容器制造许可工作程序、锅炉压力容器产品安全性能监督检验规7、2002年出版,锅炉压力容器压力管道特种设备无损检测单位监督管理办法****************************************************************************************压力容器材料方面的标准国标713-2008,1、GB150—1998 《钢制压力容器》2、GB151—1999 《管壳式换热器》3、GB/T222—1984 《钢的化学分析用试样取样法及化学成份允许偏差》4、GB/T228—2002 《金属材料室温拉伸试验方法》5、GB/T229—1994 《金属夏比缺口冲击试验法》6、GB/T232—1999 《金属材料弯曲试验方法》7、GB708—88 《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》8、GB709—88 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》9、GB/T983—1995 《不锈钢焊条》10、GB/T2649—1989 《焊接接头机械性能试验取样方法》11、GB/T2975—1998 《钢及钢产品力学性能试验取样位置及试样制备》12、GB/T3280—1992 《不锈钢冷轧钢板》13、GB4744—2000 《钢制压力容器产品焊接试板的力学性能检验》14、GB/T4237—1992 《不锈钢热轧钢板》15 、GB/T8110—1995 《气体保护电弧焊用碳钢、低合金钢焊丝》16、GB/T17854—1999 《埋弧焊用不锈钢焊丝和焊剂》17、GB/T5117—1995 《碳钢焊条》18、GB/T5118—1995 《低合金钢焊条》19、GB/T5293—1999 《埋弧焊用碳钢焊丝和焊剂》20、GB6654—1996 《压力容器用钢板》21、GB3087—1999 《低中压锅炉用无缝钢管》22、GB/T8163—1999 《输送流体用无缝钢管》23、GB/T8890—1998 《热交换器用铜合金无缝管》24、GB/T9019—2001 《压力容器公称直径》25、GB/T13296—1991 《锅炉、热交换器用不锈钢无缝钢管》26、GB/T14957—1994 《熔化焊用钢丝》27、GB/T14958—1994 《气体保护焊用钢丝》28、GB16749—1997 《压力容器波形膨胀节》29、JB/T4711-2003 《压力容器涂敷与运输包装》30、JB4700—2000 《压力容器法兰分类与技术条件》31、JB4701—2000 《甲型平焊法兰》32、JB4702—2000 《乙型平焊法兰》33、JB4703—2000 《长颈对焊法兰》34、JB4704—2000 《非金属软垫片》35、JB4705—2000 《缠绕垫片》36、JB4706—2000 《金属包垫片》37、JB4707—2000 《等长双头螺柱》38、JB4708—2000 《钢制压力容器焊接工艺评定》39、JB/T4709—2000 《钢制压力容器焊接规程》40、JB/T4712.1~4—2007 《容器支座》41、JB/T4731—2005 《钢制卧式容器》42、JB/T4714—1992 《浮头式换热器和冷凝器型式与基本参数》43、JB/T4715—1992 《固定管板式换热器型式与基本参数》44、JB/T4717—1992 《U型管式换热器型式与基本参数》45、JB/T4718—1992 《管壳式换热器用金属包垫片》46、JB/T4719—1992 《管壳式换热器用缠绕垫片》47、JB/T4720—1992 《管壳式换热器用非金属垫片》48、JB/T4722—1992 《管壳式换热器用螺纹换热管基本参数与技术条件》49、JB4726—2000 《压力容器用碳素钢和低合金钢锻件》50、JB4727—2000 《低温压力容器用低合金钢锻件》51、JB4728—2000 《压力容器用不锈钢锻件》52、JB4730.1~6—2005 《承压设备无损检测》53、JB/T4736—2002 《补强圈》54、HG20580—1998 《钢制化工容器设计基础规定》55、HG20581—1998 《钢制化工容器材料选用规定》56、HG20583—1998 《钢制化工容器结构设计规范》57、HG20584—1998 《钢制化工容器制造技术要求》58、HG20585—1998 《钢制低温压力容器技术规定》59、HG20592—97 《钢制管法兰形式、参数(欧洲体系)》60、HG20603—97 《钢制管法兰技术条件(欧洲体系)》61、HG20604—97 《钢制管法兰压力—温度等级(欧洲体系)》62、HG20605—97 《钢制管法兰焊接接头和坡口尺寸(欧洲体系)》63、HG20606—97 《钢制管法兰用非金属平垫片(欧洲体系)》64、HG20610—97 《钢制管法兰用缠绕式垫片(欧洲体系)》65、HG20612—97 《钢制管法兰用金属环垫(欧洲体系)》66、HG20613—97 《钢制管法兰用紧固件(欧洲体系)》67、HG20614—97 《钢制管法兰、垫片、紧固件选配规定(欧洲体系)》68、JB/T4710-2005 《钢制塔式容器》压力容器常用国内外钢号(近似)对照压力容器常用国内外钢号(近似)对照1.1 碳素钢钢板表3-1-1 碳素钢钢板序号国别钢板标准钢号备注1 中国GB912GB3274 Q235-A61F (1)GB912 标准是薄钢板的技术条件,板厚不大于4mm (2)SA283Gr.C 采用镇静钢和半镇静钢A235-A Q235-B Q235-C 美国ASME SA6 SA283Gr.C (C≤0.23%) 日本JIS G3101 SS400 JIS G3106SM400A/B/C 德国DIN17100 RST37-2 DIN17102 StE255 WstE255 2 中国GB6654 20R 美国ASME SA20 SA285Gr.C SA516Gr.55/60 (C=0.23%) 日本JIS G3103 SB410 (C≤0.23%) JIS G3115 SPV235 德国DIN 17155 HⅡ1.2低合金钢钢板表3-1-2 低合金钢钢板序号国别钢板标准钢号备注 1 中国GB/T1591 Q345B Q345C Q345D 日本JIS G3106 SM490B SM490C 德国DIN 17100 St 52-3 2 中国GB6654 16MnR 美国ASME SA20 SA516Gr70 (C≤0.23%) SA515Gr70 (C≤0.23%) 日本JIS G3115 SPV315,355 德国DIN 17155 19Mn6 3 中国GB6654 15MnVR 15MnVNR 美国ASME SA20SA299(C≤0.23%) SA612 日本JIS G3115 SPV355 德国DIN17102 StE380 WStE380 4 中国GB6654 18MnMoNbR 美国ASME SA533-A,B,C,D-1SA302 Gr.B,C,D 日本JIS G3119 SBVIB、SBV2、SBV3 JIS G3120 SQV1A、SQV2A 5 中国GB3531 16MnDR 15MnNiDR 美国ASME SA20 SA516Gr.70 SA662Gr.B/C 日本JIS G3126 SLA325A 德国DIN 17102 TStE285 6 中国GB150-1998 附录A 07MnNiCrMoVDR (调质) 美国ASME SA20 SA612 日本JIS G3115 SPV490Q 德国DIN 17102 TStE460 7 中国GB353109MnNiDR 美国ASME SA20 SA-537CL.1 德国DIN17280 11MnNi53 1.3 中温抗氢钢钢板表3-1-3 中温抗氢钢钢板序号国别钢板标准钢号备注 1 中国GB6654 15CrMoR 13CrMo44 用于抗氢腐蚀时要求Cr 含量≥0.8% 美国ASME SA20 SA387Gr.12-2 日本JIS G4109 SCMV2-2 德国DIN1715513CrMo44 2 中国GB150-1998 附录A 14Cr1MoR 美国ASME SA20SA387Gr.11-2 日本JIS G4109 SCMV3-2 德国DIN 17155 13CrMo44 3 中国GB150-1998 附录H 12Cr2Mo1R 为避免回火脆性应严格控制微量元素美国ASME SA20 SA387Gr.22-2 日本JIS G4109 SCMV4 德国DIN 17155 10CrMo910 1.4 高合金钢钢板表3-1-4 高合金钢钢板序号国别钢板标准钢号备注 1 中国GB4237 热轧GB3280 冷轧0Cr13 0Cr13A1 美国ASME SA240 S41008,S40540(TYPE410S,405) 日本JIS G4304 热轧JIS G4305 冷轧SUS410S,SUS405 德国DIN 1744 热轧DIN 1744 冷轧X6Cr13 X6CrA113 2 中国GB4237 热轧GB3280 冷轧0Cr18Ni9 美国ASME SA240 S30400(TYPE304) 日本JIS G4304 热轧JIS G4305 冷轧SUS304 德国DIN 17440 热轧DIN 17441 冷轧X5CrNi1810 3 中国GB4237 热轧GB3280 冷轧00Cr19Ni10 美国ASME SA240S30403(TYPE304L) 日本JIS G4304 热轧JIS G4305 冷轧SUS304L 德国DIN 17440 热轧DIN 17441 冷轧X2CrNi1911 序号国别钢板标准钢号备注4 中国GB4237 热轧GB3280 冷轧0Cr18Ni10TiS30403,S32100,S34700,S31600,S31603 材料应能通过ASTM A240 中10.2 节规定的方法进行的晶间腐蚀试验美国ASME SA240 S32100(TYPE321) 日本JIS G4304 热JIS G4305 冷轧SUS321 德国DIN 17440 热轧DIN 17441 冷轧X6CrNiTi1810 5 中国GB4237 热轧GB3280 冷轧0Cr18Ni11Nb 美国ASME SA240 S34700(TYPE347) 日本JIS G4304 热轧JIS G4305 冷轧SUS347 德国DIN 17440 热轧DIN 17441 冷轧X6CrNiNiNb1810 6 中国GB4237 热轧GB3280 冷轧0Cr17Ni12Mo2 美国ASME SA240 S31600(TYPE316) 日本JIS G4304 热轧JIS G4305 冷轧SUS316 德国DIN 17440 热轧DIN 17441 冷轧X5CrNiMo17122(1.4401) 7 中国GB4237 热轧GB3280 冷轧00Cr17Ni14Mo2 美国ASME SA240S31603(TYPE316L) 日本JIS G4304 热轧JIS G4305 冷轧SUS316L 德国DIN 17440 热轧DIN 17441 冷轧X2CrNiMo17132(1.4404) 8 中国GB4237 热轧GB3280 冷轧0Cr18Ni12Mo2Ti 美国ASME SA240S316035(TYPE316Ti) 日本JIS G4304 热轧JIS G4305 冷轧SUS316Ti 德国DIN 17440 热轧DIN 17441 冷轧X6CrNiMoTi17122(1.4571) 9 中国GB4237 热轧GB3280 冷轧0Cr19Ni13Mo3 德国的X5CrNiMo17133 钢号不能与该序号中的其它国家钢号很好的对照。
钢制压力容器标准体系压力容器标准体系一般包括以下几个方面:1. 设计标准:钢制压力容器设计标准是对容器在不同工作条件下的受力、耐压性能等进行要求和规范的文件。
设计标准一般包括国家标准、行业标准、地方标准等,其中最具指导意义的是国家标准,如国标GB150《钢制压力容器》等。
设计标准要求容器的结构、尺寸、材料等必须符合相应的规定,以确保容器在正常工作条件下能够安全可靠地运行。
2. 制造标准:钢制压力容器的制造标准是对容器的生产工艺、工艺控制和质量检验等方面进行规范的文件。
制造标准一般包括工艺标准、检验标准等,其中最具指导意义的是国家标准,如国标GB151《钢制压力容器制造规范》等。
制造标准要求容器的制造过程必须符合相应的规定,并通过严格的质量检验,确保容器的质量符合设计要求。
3. 检验标准:钢制压力容器的检验标准是对容器的出厂检验、定期检验和特殊检验等方面进行规范的文件。
检验标准一般包括国家标准、行业标准等,如国标GB/T2970《金属材料拉伸试验方法》等。
检验标准要求对容器的材料、焊接接头、密封性能等进行严格的检验,以确保容器的安全可靠。
4. 使用标准:钢制压力容器的使用标准是对容器在安装、运行、维护等方面进行规范的文件。
使用标准一般包括国家标准、行业标准等,如国标GB50235《压力容器安全技术监察规程》等。
使用标准要求对容器的安装、运行、维护等过程进行科学有效的管理,以确保容器的安全可靠。
综上所述,钢制压力容器标准体系是保证容器安全可靠运行的重要依据,只有严格遵守标准要求,才能确保钢制压力容器在工业生产中发挥其应有的作用。
钢制压力容器广泛应用于化工、石油、天然气、制药、食品等各个行业领域,承担着重要的贮存和输送压力介质的作用。
而对于这样重要的设备,确保其安全性和可靠性至关重要,而这就要求执行严格的压力容器标准体系。
压力容器标准体系以协助监督、检验、评定和注册压力容器的制造、安装、使用和其他相关活动,以确保压力容器在其整个生命周期内保持安全的运行状态。
JB 4744—2000《钢制压力容器产品焊接试板的力学性能检验》标准释义《钢制压力容器产品焊接试板的力学性能检验》作为GB l50的规定性附录在行业上已广泛应用。
但随着我国压力容器标准化体系的形成和完善,有必要将其制订成行业标准,以供GB l50及其相关标准(例如GB 151、GB 12337、JB 4710、JB 473l等)的配套引用。
本标准是在GBl50—1998附录巨的基础上,结合生产实践中的问题和经验,并参照国外同类标准而制订的。
本标准与GB 150一1998附录E的主要差异如下:(1)适用范围本标准除对单层容器A类焊接接头的产品焊接试板和力学性能试样提出要求外,对多层包扎及热套容器、锻焊容器、堆焊和复合钢板制容器的试板和试样也作了相应的规定。
(2)弯曲试样取消原标准按钢种选择弯曲直径;按单面焊或双面焊选择冷弯角的评定指标。
采取对所有压力容器用钢都选用弯轴直径为四倍板厚(D=4a);冷弯角a为180°的评定指标。
这使整个焊接接头在较宽的范围内产生均匀的、具有20%的变形量。
这样一方面足够考核焊接接头的塑性;另一方面不会因弯曲变形量超过焊接金属固有的塑性而导致误判。
(3)冲击试验1)焊缝金属冲击试样焊缝金属冲击试样分3个和6个两种,对于钢材标准抗拉强度下限σb≤540MPa的钢材(例如16MnR等),焊缝金属冲击试样为3个,取样位置沿用原标准的规定(图8中的I组)。
对于钢材标准抗拉强度下限σb >540MPa,且试板厚度δs>60mm的钢材,焊缝金属冲击试样为6个,取样位置为图8中的I和Ⅱ两组。
增加焊缝金属冲击试样的原因:①GB 6654《压力容器用钢板》对厚度大于60mm的钢板,拉伸、冲击试样规定在1/4板厚处取样。
而产品试板的焊缝金属仅在表面取样,其内部焊缝质量未达到考核的目的。
②ASME Ⅷ-1 UG-84(h)(3)对产品焊接试板冲击试验取样的要求,规定当板厚大于1.5in(40mm)时,要取两组(图8中的Ⅰ和Ⅱ组)焊缝金属冲击试样。

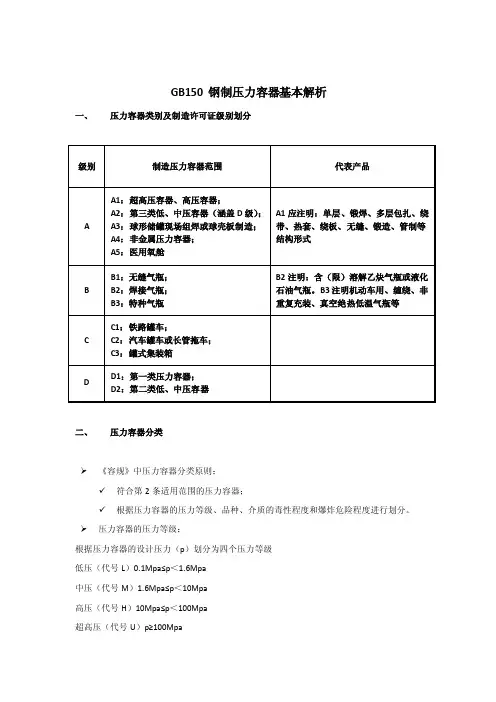
GB150 钢制压力容器基本解析一、压力容器类别及制造许可证级别划分二、压力容器分类《容规》中压力容器分类原则:✓符合第2条适用范围的压力容器;✓根据压力容器的压力等级、品种、介质的毒性程度和爆炸危险程度进行划分。
压力容器的压力等级:根据压力容器的设计压力(p)划分为四个压力等级低压(代号L)0.1Mpa≤p<1.6Mpa中压(代号M)1.6Mpa≤p<10Mpa高压(代号H)10Mpa≤p<100Mpa超高压(代号U)p≥100Mpa压力容器的品种:✓按生产工艺过程中的作用原理,分为:反应压力容器(代号R):主要用于完成介质的物理、化学反应的压力容器;换热压力容器(代号E):主要用于完成介质的热量交换的压力容器;分离压力容器(代号S):主要用于完成介质的流体压力平衡和气体净化分离的压力容器;储存压力容器(代号C):主要用于储存、盛装气体、液体、液化气体等介质的压力容器。
✓按压力容器的结构特点、材料等,分为◆固定式压力容器、移动式压力容器;◆管壳式余热锅炉;◆球形储罐;◆低温存储容器;◆高强度级别材料制造的容器;◆搪玻璃压力容器等。
压力容器中化学介质的毒性程度的分级和爆炸危险程度的划分:✓按照HG20660《压力容器中化学介质毒性危害和爆炸危险程度分类》中表1~4、附表1~2中所列介质的分类确定。
✓HG20660中未列入的,可查找《化学危险品手册》中的参数,按以下原则确定其毒性程度极度毒性(Ⅰ)最高允许浓度< 0.1mg/m3;高度毒性(Ⅱ)最高允许浓度0.1~<1.0 mg/m3;中度毒性(Ⅲ)最高允许浓度1.0~<10 mg/m3;轻度毒性(Ⅳ)最高允许浓度≥ 10 mg/m3。
✓爆炸危险介质的确定:气体或液体的蒸气、薄雾与空气混合形成爆炸混合物,其爆炸下限小于10%,或其爆炸下限与上限的差值大于、等于20%的介质。
《容规》中压力容器类别的划分:根据压力容器的压力等级、品种、介质的毒性程度和爆炸危险程度划分为三类.1)下列情况之一的,为第三类压力容器:◆高压容器;◆中压容器(仅限毒性程度为极度和高度危害介质);◆中压储存容器(仅限易娥或毒性程度为中度危害介质,且PV乘积大于等于10Mpa.m3);◆中压反应容器(仅限毒性程度为极度和高度危害介质,且PV乘积大于等于0.5Mpa.m3);◆低压容器(仅限毒性程度为极度和高度危害介质,且PV乘积大于等于0.2Mpa.;m3);◆高压、中压管壳式余热锅炉;◆中压搪玻璃压力容器;◆使用强度级别较高(指相应标准中抗立强度规定值下限大于等于540MPh)的材料制造的压力容器◆移动式压力容器,包括铁路罐车(介质为液化气体、低温液体)、罐式汽车[液化气体运输(半挂)车、低温液体运输(半挂)车、永久气体运输(半挂)车]和罐式集装箱(介质为液化气体、低温液体)等;◆球形储罐(容积大于等于50m3);◆低温液体储存容器(容积大于5m3)。
钢制压力容器Steel pressure vessels自1998-10-1 起执行标准圆筒和内压球壳圆筒和外压球壳和开孔补强、检验与验收(标准的附录)材料的补充规定(标准的附录)超压泄放装置(标准的附录)低温压力容器(标准的附录)非圆形截面容器(标准的附录)产品焊接试板的力学性能检验(提示的附录)钢材高温性能(提示的附录)密封结构(提示的附录)材料的指导性规定(提示的附录)焊接结构对GB150-89进行修订。
依据GB150-89实施以来所取得的经验,参照近期国际同类标准进行了下列变动:GB150-89中第8章“卧式容器”、第9章“直立容器”、附录E“U形膨胀节”、附录F“直立容器高振型计算”、附录H“钢制压录L“例题”。
其中,除附录L外,其余已另有国家标准或行业标准。
“前言”、“引用标准”和“附录H”。
0-89中1.1内容列为第1章“范围”;1.2“组成”撤消,其他内容列为第3章“总论。
”章(GB150-89中第1章)中增加了“计算压力”的定义;对最小厚度和计算厚度的定义进行了修订;对腐蚀裕量选取给予明确的规述与JB4732《钢制压力容器——分析设计标准》一致;压力试验中取消了(p+0.1)的限制,并对大型容器的压力试验给予了规定。
章(GB150-89中第2章)根据钢材标准的变动,相应的增加和撤消了一些钢号;增加了不锈钢复合钢板的技术要求;加严了钢板逐章(GB150-89中第3章)取消了“圆筒和球壳的组合应力计算”。
章(GB150-89中第4章)外压圆筒和外压管子计算中,其条件D o/δe≥10改为D o/δe≥20;D o/δe<10改为D o/δe<20。
章(GB150-89中第5章)补充了7.2.5“受外压锥壳”的计算。
章(GB150-89中第6章)修订了“不另行补强的开孔直径”的规定;撤消“开孔补强设计的另一方法”。
10章增加了锻焊压力容器和焊后热处理工艺的要求。
录C补充了对奥氏体不锈钢制低温容器的规定。

•目录一.基本概念1.1 压力容器设计应遵循的法规和规程1.2 标准和法规(规程)的关系。
1.3 压力容器的含义(定义)1.4 压力容器设计标准简述1.5 D1级和D2级压力容器说明二.GB150-1998《钢制压力容器》1.范围2.标准3.总论3.1 设计单位的资格和职责3.3 GB150管辖的容器范围3.4 定义及含义3.5 设计参数选用的一般规定3.6 许用应力3.7 焊接接头系数3.8 压力试验和试验压力4.对材料的要求4.1 选择压力容器用钢应考虑的因素4. 2 D类压力容器受压元件用钢板4.3 钢管4.4 钢锻件4. 5 焊接材料4.6 采用国外钢材的要求4.7 钢材的代用规定4.8 特殊工作环境下的选材5.内压圆筒和内压球体的计算5. 1 内压圆筒和内压球体计算的理论基础5.2 内压圆筒计算5.3 球壳计算6.外压圆筒和外压球壳的设计6.1 受均匀外压的圆筒(和外压管子)6.2 外压球壳6.3 受外压圆筒和球壳计算图的来源简介6.4 外压圆筒加强圈的计算7.封头的设计和计算7.1 封头标准7.2 椭圆形封头7. 3 碟形封头7.4 球冠形封头7.5 锥壳8.开孔和开孔补强8.1 开孔的作用8.2 开检查孔的要求8.3 开孔的形状和尺寸限制8.4 补强要求8.5 有效补强范围及补强面积8.6 多个开孔的补强9 法兰连接9.1 简介9.2 法兰连接密封原理9. 3 法兰密封面的常用型式及优缺点9.4 法兰型式9.5 法兰连接计算要点9.6 管法兰连接10.压力容器的制造、检验和验收10.1 制造许可10.2 材料验收及加工成形10. 3 焊接10.4 D类压力容器热处理10.5 试板和试样10.8 无损检测10. 9 液压试验10.10 容器出厂证明文件。
11.安全附件和超压泄放装置11.1 安全附件11.2 超压泄放装置11.3 压力容器的安全泄放量11.4 安全阀GB151-1999《管壳式换热器》01 简述02 标准与GB150-1998《钢制压力容器》的关系。
为了确保压力容器的安全,许多国家都制定自己的压力容器规范,国外影响较广泛并具有权威规范有:美国的ASME规范、英国的BS5500、日本的JISB8243以及德国的AD规范等。
我国有国家质量技术监督局颁布的《压力容器安全技术监察规程》、GB150《钢制压力容器》、GB151《管壳式换热器》等。
一、中国压力容器的标准目前,国内压力容器标准体系在大多数领域内都有与国外标准相对应的标准,技术内容在总体上也达到了国际先进标准的水平。
随着我国经济融入全球经济一体化进程的不断深入,外商在华投资或承包国内外项目时,或国内公司承包国外项目时,出现了许多要求压力容器按照国外标准进行设计制造,并要求监检单位按国外标准监检的情况。
此外还经常遇到一些要求设备由国内设计制造,而安装使用在国外的情况,这些涉外项目经常遇到压力容器使用标准的问题。
对于相关的工程技术人员来说,将我国的压力容器标准与ASME规范进行比较、分析,有助于项目实施过程中对两种标准体系的理解和运用。
150—1998《钢制压力容器》为核心的一系列压力容器产品标准、基础标准和零部件标准,并以此构成了压力容器标准体系的基本框架。
《压力容器安全技术监察规程》(以下简称《容规》)主要解决安全技术监督问题,而不是产品标准。
我国作为产品的设计和制造者,遵守容器安全技术监察规程和标准是一致的。
我国的压力容器国家标准是由全国压力容器标准化技术委员会负责编制、修订工作,由各地安全监察部门依据国家锅炉压力容器安全监察局的有关法规、规程来控制、监督压力容器的设计、制造和检验各环节,保证产品质量和安全使用。
我国标准更强调结构设计能力和制造厂的总体生产装备能力,重视产品的最终检验。
BPVC定期召开会议,研究ASME规范的修订工作,安全监察和管理工作是通过授权检验机构对建造方取证审查、授权检查和注册登记工作,配合使用压力容器产品的有关法令、法规、行业规定等完成的。
美国的标准法规给制造厂以较多的选择,强调生产经验和过程责任,重视压力容器生产过程控制程序和质量体系。
GB150钢制压力容器是压力容器行业标准体系中的核心标准,本标准规定了钢制压力容器的设计、制造、检验和验收要求。
该标准第10条中对制造检验与验收进行了原则性规定。
壳体直径是压力容器的一个重要性能参数,在设计图纸上给出了理论(公称)数值,其公差要求由GB150中相应条款给以限定。
在GB150中,第10.2.7款规定了非机加面的尺寸公差,第10.2.4.10款规定了圆度公差,第10.2.4.2款规定了壳体上焊缝形成的棱角E的允差值。
用公差原理对这几款进行分析后,笔者认为GB150中对壳体直径的规定是清楚和确定的。
但这一规定是不尽合理的。
它既不符合公差原理中尺寸公差应大于形状偏差的包容原则,又必使制造、检验与验收中出现不必要的争议。
为此,笔者就这一问题进行分析,提出改进建议。
2公差原理零件在图样上表达的所有要素都有一定的公差要求,无功能要求的要素是不存在的。
通常对于线性尺寸的公差有的标注于图纸,而图纸未标注的(未注公差)也均在技术条件中给定。
给出的尺寸公差是该尺寸要素的极限值,即所谓的包络线,也就是最大尺寸与最小尺寸的界线。
而该尺寸要素的形状偏差应在该要素的尺寸公差范围内,这是公差理论中的一个基本原理和准则,即是说要素的形状偏差不能超出要素的尺寸公差。
要素为圆的尺寸公差,是指以理论圆心为中心的两个以圆的直径上下公差为数值的两个同心理论圆。
而圆的形状偏差不规则,应在两个同心圆的中间。
如果图纸和技术要求给出的形状偏差超出尺寸公差,那就违背了公差原理。
3GB150相关条款及其分析对于压力容器壳体直径(一般指壳体内径Di)是一个重要参数,在实际图纸中只给出理论值,而不标注公差,其公差要求在GB150中进行了规定。
3.1尺寸公差第10.2.7中规定,非机械加工表面的线性尺寸的极限偏差,按GBT1804中C级的规定。
查GBT1804-92的,C级的各尺寸段(括号内)的偏差数值分别为:(>120-400mm)?1.2mm,(>400-1000mm)?2.0mm,(>1000-2000mm)?3.0mm,(>2000-4000mm)?4.0mm;换言之,公差相对尺寸的百分比分别为2.0-0.6,1.0-0.4,0.6-0.3,0.4-0.2;由上看出,直径尺寸大于240mm时,其直径尺寸公差与直径尺寸数值之比均小于1.3.2圆度在第10.2.4.10中规定,内压容器(针对锅炉压力容器制造质量体系的分析)组装后的壳体圆度,同一截面上最大内径与最小内径之差e,应不大于该截面内径Di的1,且不大于25mm.壳体圆度是直径的形状偏差,本条是说圆度允差为壳体直径的1,与3.1条对比,明显看出,当直径尺寸大于240mm时,直径的圆度偏差超出了直径的尺寸公差。
压力容器设计常用规范、规定和标准1.设计标准GB 150-1998 钢制压力容器*GB 151-1999 管壳式换热器*GB 12337-1998 钢制球型储罐HG/T 20569-1994 机械搅拌设备JB/T 4710-2005 钢制塔式容器JB/T 4731-2005 钢制卧式容器JB/T 4734-2002 铝制焊接容器JB/T 4735-1997 钢制焊接常压容器JB/T 4745-2005 钛制焊接容器2.基础标准HG 20580-1998 钢制化工容器设计基础规定*HG 20581-1998 钢制化工容器材料选用规定*HG 20582-1998 钢制化工容器强度计算规定HG 20583-1998 钢制化工容器结构设计规定*HG 20584-1998 钢制化工容器制造技术要求HG 20585-1998 钢制低温压力容器技术规定*HG 20652-1998 塔器设计技术规定3.设备型式参数标准GB/T 17261-1998 钢制球型储罐型式与基本参数JB/T 4714-1992 浮头式换热器和冷凝器型式与基本参数JB/T 4715-1992 固定管板式换热器型式与基本参数JB/T 4716-1992 立式热虹吸式重沸器型式与基本参数JB/T 4717-1992 U型管式换热器型式与基本参数4.制造检验标准GB/T 4334.1-2000 不锈钢 10%草酸浸蚀试验方法GB/T 4334.2-2000 不锈钢硫酸-硫酸铁腐蚀试验方法GB/T 4334.3-2000 不锈钢 65%硝酸腐蚀试验方法GB/T 4334.4-2000 不锈钢硝酸-氢氟酸腐蚀试验方法GB/T 4334.5-2000 不锈钢硝酸-硫酸铜腐蚀试验方法GB/T 4334.6-2000 不锈钢 5%硫酸腐蚀试验方法JB 4708-2000 钢制压力容器焊接工艺评定JB/T 4709-2000 钢制压力容器焊接规程JB/T 4730-2005 承压设备无损检测5.筒体GB/T 9019-2001 压力容器公称直径GB/T 17395-1998 无缝钢管尺寸、外形、重量及允许偏差6.封头HG 21607-1996 异型筒体和封头JB/T 4746-2002 钢制压力容器用封头GB/T 539-1995 耐油石棉橡胶板GB/T 3985-1995 石棉橡胶板GB/T 4622.1-2003 缠绕式垫片分类GB/T 4622.2-2003 缠绕式垫片管法兰用垫片尺寸GB/T 4622.3-1993 缠绕式垫片技术条件GB/T 9112-2000 钢制管法兰类型与参数GB/T 9113.1-2000 平面、突面整体钢制管法兰GB/T 9113.2-2000 凹凸面整体钢制管法兰GB/T 9113.3-2000 榫槽面整体钢制管法兰GB/T 9113.4-2000 环连接面整体钢制管法兰GB/T 9114-2000 突面带颈螺纹钢制管法兰GB/T 9115.1-2000 平面、突面对焊钢制管法兰GB/T 9115.2-2000 凹凸面对焊体钢制管法兰GB/T 9115.3-2000 榫槽面对焊钢制管法兰GB/T 9115.4-2000 环连接面对焊钢制管法兰GB/T 9116.1-2000 平面、突面带颈平焊钢制管法兰GB/T 9116.2-2000 凹凸面带颈平焊钢制管法兰GB/T 9116.3-2000 榫槽面带颈平焊钢制管法兰GB/T 9116.4-2000 环连接面带颈平焊钢制管法兰GB/T 9117.1-2000 突面带颈承插焊钢制管法兰GB/T 9117.2-2000 凹凸面带颈承插焊钢制管法兰GB/T 9117.3-2000 榫槽面带颈承插焊钢制管法兰GB/T 9118.1-2000 突面对焊环带颈松套钢制管法兰GB/T 9118.2-2000 环连接面对焊环带颈松套钢制管法兰GB/T 9119-2000 平面、突面板式平焊钢制管法兰GB/T 9120.1-2000 突面对焊环板式松套钢制管法兰GB/T 9120.2-2000 凹凸面对焊环板式松套钢制管法兰GB/T 9120.3-2000 榫槽面对焊环板式松套钢制管法兰GB/T 9121.1-2000 突面平焊环板式松套钢制管法兰GB/T 9121.2-2000 凹凸面平焊环板式松套钢制管法兰GB/T 9121.3-2000 榫槽面对焊环板式松套钢制管法兰GB/T 9122-2000 翻边环板式松套钢制管法兰GB/T 9123.1-2000 平面、突面钢制管法兰GB/T 9123.2-2000 凹凸面钢制管法兰GB/T 9123.3-2000 榫槽面钢制管法兰GB/T 9123.4-2000 环连接面钢制管法兰GB/T 9124-2000 钢制管法兰技术条件GB/T 9125-2003 管法兰连接用紧固件GB/T 9126-2003 管法兰用非金属平垫片尺寸GB/T 9128-2003 钢制管法兰用金属环垫尺寸GB/T 9129-2003 管法兰用非金属平垫片技术条件GB 9130-1988 钢制管法兰连接用金属环垫技术条件HG 20592-2009 钢制管法兰型式、参数(欧洲体系)*HG 20615-1997 钢制管法兰型式、参数(美洲体系)*8.压力容器法兰、垫片、紧固件JB/T 4700-2000 压力容器法兰分类与技术条件JB/T 4701-2000 甲型平焊法兰JB/T 4702-2000 乙型平焊法兰JB/T 4703-2000 长颈对焊法兰JB/T 4704-2000 非金属软垫片JB/T 4705-2000 缠绕垫片JB/T 4706-2000 金属包垫片JB/T 4707-2000 等长双头螺柱9.试镜、液面(位)计HG 21505-1992 组合式视镜HG/T 21550-1993 防霜液面计HG/T 21575-1994 带灯视镜HG/T 21584-1995 磁性液位计HG 21588-1995 玻璃液面计标准系列及技术要求HG 21589.1-1995 透光式玻璃板液面计(PN2.5)HG 21589.2-1995 透光式玻璃板液面计(PN6.3)HG 21590-1995 反射式玻璃板液面计(PN4.0)HG 21591.1-1995 视镜式玻璃板液面计(常压)HG 21591.2-1995 视镜式玻璃板液面计(PN0.6)HG/T 21619-1986 视镜(Pg10,16,25)HG/T 21620-1986 带颈视镜(Pg10,16,25)HG/T 21622-1990 衬里视镜标准图HG/T 21622.3-1990 带颈衬里视镜JB/T 9243-1999 玻璃管液位计JB/T 9244-1999 玻璃板液位计10.安全附件GB 567-1999 爆破片与爆破片装置GB/T 12241-1989 安全阀一般要求GB/T 12243-1989 弹簧直接载荷式安全阀GB/T 12253-1999 拱形金属爆破片装置分类与安装尺寸GB/T 12266-1993 正拱形金属爆破片型式与参数GB/T 12267-1999 反形金属爆破片型式与参数GB/T 12268-1999 开缝形金属爆破片型式与参数GB/T 16181-1996 爆破片装置夹持型式和外形尺寸11.人孔、手孔钢制人孔和手孔(HG/T 21514~21535-2005 ) HG/T 21514-2005 钢制人孔和手孔的类型与技术条件HG/T 21515-2005 常压人孔HG/T 21516-2005 回转盖板式平焊法兰人孔HG/T 21517-2005 回转盖带颈平焊法兰人孔HG/T 21518-2005 回转盖带颈对焊法兰人孔HG/T 21519-2005 垂直吊盖板式平焊法兰人孔HG/T 21520-2005 垂直吊盖带颈平焊法兰人孔HG/T 21521-2005 垂直吊盖带颈对焊法兰人孔HG/T 21522-2005 水平吊盖板式平焊法兰人孔HG/T 21523-2005 水平吊盖带颈平焊法兰人孔HG/T 21524-2005 水平吊盖带颈对焊法兰人孔HG/T 21525-2005 常压旋柄快开人孔HG/T 21526-2005 椭圆形回转盖快开人孔HG/T 21527-2005 回转拱盖快开人孔HG/T 21528-2005 常压手孔HG/T 21529-2005 板式平焊法兰手孔HG/T 21530-2005 带颈平焊法兰手孔HG/T 21531-2005 带颈对焊法兰手孔HG/T 21532-2005 回转盖带颈对焊法兰手孔HG/T 21533-2005 常压快开手孔HG/T 21534-2005 旋柄快开手孔HG/T 21535-2005 回转盖快开手孔不锈钢人孔、手孔(HG 21594~21604-1999)HG 21594-1999 不锈钢人、手孔分类与技术条件HG 21595-1999 常压不锈钢人孔HG 21596-1999 回转盖不锈钢人孔HG 21597-1999 回转拱盖快开不锈钢人孔HG 21598-1999 水平吊盖不锈钢人孔HG 21599-1999 垂直吊盖不锈钢人孔HG 21600-1999 椭圆快开不锈钢人孔HG 21601-1999 常压快开不锈钢手孔HG 21602-1999 平盖不锈钢手孔HG 21603-1999 回转盖快开不锈钢手孔HG 21604-1999 旋柄快开不锈钢手孔JB/T 577-1979 常压人孔JB/T 579-1979 长圆形回转盖快开人孔JB/T 580-1979 回转盖人孔JB/T 581-1979 回转吊盖快开人孔JB/T 582-1979 垂直吊盖人孔JB/T 583-1979 水平吊盖人孔JB/T 584-1979 回转盖对焊法兰人孔JB/T 585-1979 水平吊盖对焊法兰人孔JB/T 586-1979 常压快开手孔JB/T 587-1979 回转盖快开手孔JB/T 588-1979 常压手孔JB/T 589-1979 平盖手孔JB/T 590-1979 旋柄快开手孔JB/T 591-1979 平盖对焊法兰手孔JB/T 592-1979 回转盖对焊法兰人孔JB/T 2555-1979 碳素钢、低合金钢人、手孔分类与技术条件JB/T 2556-1979 垂直吊盖对焊法兰人孔JB/T 2557-1979 常压旋柄快开人孔12.搅拌传动装置、搅拌器HG/T 2043-1991 三叶后弯式搅拌器技术条件HG/T 2123-1991 搅拌器型式及主要参数HG/T 2124-1991 桨式搅拌器技术条件HG/T 2125-1991 涡轮式搅拌器技术条件HG/T 2126-1991 推进式搅拌器技术条件HG/T 2127-1991 框式搅拌器技术条件搅拌传动装置(HG 21563~21572-95 HG 21537.7~8-92)HG 21563-1995 搅拌传动装置系统组合、选用及技术要求HG 21564-1995 搅拌传动装置--凸缘法兰HG 21565-1995 搅拌传动装置--安装底盖HG 21566-1995 搅拌传动装置--单支点机架HG 21567-1995 搅拌传动装置--双支点机架HG 21568-1995 搅拌传动装置--传动轴HG 21569.1-1995 搅拌传动装置--带短节联轴器HG 21569.2-1995 搅拌传动装置--块式弹性联轴器HG 21570-1995 搅拌传动装置--联轴器HG 21571-1995 搅拌传动装置-机械密封HG 21572-1995 搅拌传动装置-机械密封循环保护系统13.轴密封HG/T 2098-2001 釜用机械密封系列及主要参数HG/T 2269-2003 釜用机械密封技术条件HG 21537.1-1992 碳钢填料箱(施工图)(PN0.6DN30.160)HG 21537.2-1992 不锈钢填料箱(施工图)(PN0.6DN30.160)HG 21537.3-1992 常压碳钢填料箱(施工图)(PN<0.1DN30.160)HG 21537.4-1992 常压不锈钢填料箱(施工图)(PN<0.1DN30.160)HG 21537.5-1992 管用碳钢填料箱(施工图)(PN0.6DN25200)HG 21537.6-1992 管用不锈钢填料箱(施工图)(PN0.6DN25200)HG 21537.7-1992 搅拌传动装置-碳钢填料箱HG 21537.8-1992 搅拌传动装置-不锈钢填料箱HG/T 21571-1995 搅拌传动装置--机械密封HG/T 21572-1995 搅拌传动装置--机械14.塔器部件HG 20652-1998 塔器设计技术规定HG/T 21512-1995 梁型气体喷射式填料支承板HG/T 21554.1-1995 碳钢矩鞍环填料HG/T 21554.2-1995 不锈钢矩鞍环填料HG/T21556-1995 鲍尔环填料HG/T 21556.1-1995 碳钢鲍尔环填料HG/T 21556.2-1995 不锈钢鲍尔环填料HG/T 21556.3-1995 聚丙烯鲍尔环填料HG/T 21556.4-1995 玻纤增强聚丙烯鲍尔环填料HG/T 21557-1995 阶梯环填料HG/T 21557.1-1995 碳钢阶梯环填料HG/T 21557.2-1995 不锈钢阶梯环填料HG/T 21559.1-1995 不锈钢网孔板波纹填料HG/T 21559.2-2005 不锈钢孔板波纹填料HG/T 21618-1998 丝网除沫器标准HG/T 21639-2005 塔顶吊柱JB/T 1118-2001 F1型浮阀JB/T 1119-1999 卡子JB/T 1120-1999 双面可拆连接件JB/T 1205-2001 塔盘技术条件JB/T 1212-1999 圆泡帽JB/T 2878.1-1999 X1型楔卡JB/T 2878.2-1999 X2型楔卡JB/T 3166-1999 S型双面可卸卡子15.支座、吊耳HG/T 21574-1994 设备吊耳JB/T 4712-1992 鞍式支座JB/T 4713-1992 腿式支座JB/T 4724-1992 支承式支座JB/T 4725-1992 耳式支座密封循环保护系统16.换热器零部件GB/T 12522-1996 不锈钢波形膨胀节GB 16749-1997 压力容器波形膨胀节JB/T 4718-1992 管壳式换热器用金属包垫片JB/T 4719-1992 管壳式换热器用缠绕垫片JB/T 4720-1992 管壳式换热器用非金属垫片JB/T 4721-1992 外头盖侧法兰JB/T 6171-1992 多层金属波纹膨胀节17.其他零部件HG/T 21630-1990 补强管JB/T 4736-2002 补强圈18.材料GB/T 699-1999 优质碳素结构钢GB/T 700-2006 碳素结构钢GB/T 3077-1999 合金结构钢19.板材GB/T 912-1989 碳素结构钢和低合金结构钢热轧薄钢板及钢带GB/T 2040-2002 铜及铜合金板材GB/T 2054-1980 镍及镍合金板GB/T 2531-1981 热交换器固定板用黄铜板GB/T 3274-1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T 3280-1992 不锈钢冷轧钢板GB 3531-1996 低温压力容器用低合金钢钢板GB/T 3621-1994 钛及钛合金板材GB/T 3880-1997 铝及铝合金轧制板材GB/T 4237-1992 不锈钢热轧钢板GB/T 4238-1992 耐热钢板GB 6654-1996 压力容器用钢板GB/T 8165-1997 不锈钢复合钢板和钢带GB/T 8546-1987 钛-不锈钢复合板GB/T 8547-1987 钛-钢复合板GB/T 13238-1991铜钢复合钢板JB 4733-1996 压力容器用爆炸不锈钢复合钢板JB/T 4748-2002 压力容器用镍及镍基合金爆炸复合钢板20.钢管GB/T 1527-1997 铜及铜合金拉制管GB/T 1528-1997 铜及铜合金挤制管GB/T 2882-1981 镍及镍铜合金管GB/T 3624-1995 钛及钛合金管GB/T 4437.1-2000铝及铝合金热挤压管GB 5310-1995 高压锅炉用无缝钢管GB 6479-2000 高压化肥设备用无缝钢管GB/T 6893-2000 铝及铝合金拉GB/T 8163-1999 输送流体用无缝钢管GB/T 8890-1998 热交换器用铜合金无缝管GB 9948-1988 石油裂化用无缝钢管GB/T 12771-2000 流体输送用不锈钢焊接钢管GB 13296-1991 锅炉、热交换器用不锈钢无缝钢管GB/T 14976-2002 流体输送用不锈钢无缝管21.锻件JB 4726-2000 压力容器用碳素钢和低合金钢锻件JB 4727-2000 低温压力容器用低合金钢锻件JB 4728-2000 压力容器用不锈钢锻件22.棒材GB/T 1220-1992 不锈钢棒GB/T 1221-1992 耐热钢棒GB/T 4423-1992 铜及铜合金拉制棒GB/T 4435-1984 镍及镍铜合金棒GB/T 13808-1992 铜及铜合金挤制棒23.铸件GB/T 1348-1988 球墨铸铁件GB/T 2100-2002 一般用途耐蚀钢铸件GB/T 7659-1987 焊接结构用碳素钢铸件GB/T 8492-2002 一般用途耐热钢和合金铸件GB/T 9437-1988 耐热铸铁件GB/T 9439-1988 灰铸铁件GB/T 9440-1988 可锻铸铁件GB/T 11352-1989 一般工程用铸造碳钢件GB/T 14408-1993 一般工程与结构用低合金铸钢件。
压力容器法规、标准介绍一、压力容器法.规、标准体系我国的特种设备法规体系主要分以下五个层次法律-行政法规—部门规章—安全技术规范—引用标准”。
第一层次:法律根据宪法和立法法的规定,由全国人民代表大会及其常委会制定法律。
如《安全生产法》、《劳动法》、《产品质量法》、《计量法》、《标准化法》、《行政许可法》等;2012年8月,十一届全国人大常委会第二十八次会议初次审议了《中华人民共和国特种设备安全法(草案)》。
第二层次:行政法规由国家最高行政机关-由国务院制定的行政法规《特种设备安全监察条例》(第373号国务院令),2003年3月公布,自2003年6月1日起施行。
2009年1月14日《国务院关于修改(特种设备安监察条例)的决定》(第549号国务院令)公布.第三层次:行政规章由国务院各部门制定的部门规章,如:《锅炉压力容器制造监督管理办法》(总局令第22号)自2003年1月1日起施行;《特种设备作业人员监督管理办法》(总局令第140号)自2011年7月1日起施行;第四层次:安全技术规范(规范性文件)是政府对特种设备的安全性能和相应的设计、制造、安装、改造、维修、使用和检验检测等所作出的一系列规定,是必须强制执行的文件,安全技术规范是特种设备法规标准体系的主体,是在世界经济一体化中各国贸易性保护措施在安全方面的体现形式,其作用是把法律、法规和行政规章的原则规定具体化。
TSG Z0004-2007特种设备制造、安装、改造、维修质量保证体系基本要求TSG Z0004-2007特种设备制造、安装、改造、维修许可鉴定评审细则TSG R1001—2008压力容器压力管道设计许可规则TSG R0004—2009 固定式压力容器安全技术监察规程TSG R0002—2005 超高压容器安全技术监察规程TSG R7001-2004 压力容器定期检验规则TSG R6001—2008压力容器安全管理人员和操作人员考核大纲TSG R3001—2006压力容器安装改造维修许可规则TSG D0001-2009 压力管道安全技术监察规程-工业管道TSG D2001-2006压力管道元件制造许可规则TSG D3001-2009 压力管道安装许可规则TSG ZC001-2009 锅炉压力容器专用钢板(带)制造许可规则TSG Z6001-2005 特种设备作业人员考核规则TSG Z6002-2010 特种设备焊接操作人员考核细则第五层次:相关标准1、压力容器设计制造标准,如:GB150、GB151、GB12337、JB47322、压力容器材料标准, 如GB713、GB3531 、GB24511、NB/T47008~470103、试验方法标准,如GB228、GB232、GB/T229、GB4334、JB/T47304、其它相关标准二、适用范围1、《行政许可法》第十二条下列事项可以设定行政许可:(四)直接关系公共安全、人身健康、生命财产安全的重要设备、设施、产品、物品,需要按照技术标准、技术规范,通过检验、检测和检疫等方式进行审定的事项”2、《特种设备安全监察条例》:第二条本条例所称特种设备是指涉及生命安全、危险性较大的锅炉、压力容器(含气瓶,下同)、压力管道、电梯、起重机械、客运索道、大型游乐设施和场(厂)内专用机动车辆。
钢制压力容器标准
体系
钢制压力容器
GB150—1998
引言
随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998<钢制压力容器>标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998<钢制压力容器>标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使GB150成为压力容器的基础标准。
将GB150-89第8章”卧式容器”从标准中分离出来,这部分内容将单独出标准JB4731-98<钢制卧式容器>,现已报批。
将第9章”直立容器”和相关的附录F”直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92<钢制塔式容器>之中,成为塔式容器的产品标准。
撤消附录E”U型膨胀节”,独立出新标准GB16749-97<压力容器波形膨胀节>,已于1997年8月1日实施。
撤消附录H”钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94<压力容器无损检测>加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998<钢制压力容器>标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
1 压力容器标准体系
详见表1。
2压力容器标准的对比
中国的钢制容器标准已完备了从常压至100MPa体系,为便于选择,表2列出了GB150-1998、JB4732-95,以及JB/T4735-1997 3个标准之间适用范围及其主要的技术要求的区别及比较。
表2 压力容器标准对比
3新老标准材料的变化 3.1增加的钢号钢板:13MnNiMoNbR 30~120mm GB6654-96 15CrMoR6~100 GB6654-96 00Cr18Ni5Mo3Si2 奥氏体双相钢GB4237-92
钢板:14Cr1MoR、07MnNiMoVDR(调质板)和07MnGrMoVR(调质板) 钢管:09MnD及奥氏体焊管,撤消了09Mn2VD(列于附录A) 锻件:20D、09MnNiD、16MnMoD、20MnMoD、08MnNiCr、10Ni3MoVD、00Cr18Ni9、00Cr17Ni12Mo2、00Cr19Ni1、00Cr17Ni4Mo2、00Cr18Ni5Mo3Si2(JB4726~4728-94)。
3.2撤消的钢号锻件:25、45、1Cr18Ni9Ti 在本标准附录A或撤消了中国在引进装置中常见的国外钢材,例如在GB150-89版中列入的ASME SA516,SA537CL1,SA662;日本JISB标准中的SS41,SPV36;德国DIN标准中的RSt37-2,19Mn6,13CrMo44,10CrMo910等。
对于使用国外钢材仍可遵照本GB150-1998标准中附录A1.3条的规定。
3.3增加附录H
增加附录H”材料的指导性规定”(提示的附录)。
其中列入了12Cr2Mo1R钢板及09CrCuSb无缝钢管。
12Cr2Mo1R钢板相当于ASME SA387、Cr22C12,在89版附录A中作为”补充件”现已列入,其化学成分和力学性能均等同美国标准09CrCuSb耐硫酸露点腐蚀用无缝钢管
3.4标准内容对比
详见表3。
表3 标准内容对比。