首件检验报告格式
- 格式:et
- 大小:21.00 KB
- 文档页数:1
实用文档
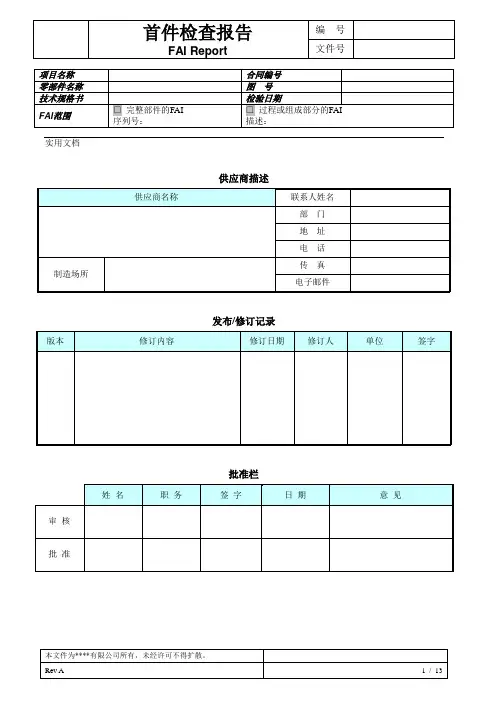
供应商描述
发布/修订记录
批准栏
实用文档
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
实用文档
1. 首件检验的原因
2. 零部件的基本描述
实用文档3. FAI结论
实用文档4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
实用文档
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
实用文档
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
实用文档8. 相关文件
实用文档
9. 参加人签署
10. 附件1.
FAI人员签到表。
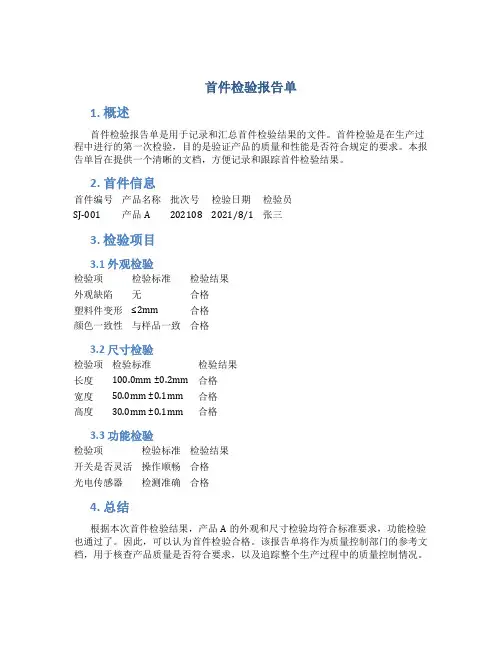
首件检验报告单
1. 概述
首件检验报告单是用于记录和汇总首件检验结果的文件。
首件检验是在生产过程中进行的第一次检验,目的是验证产品的质量和性能是否符合规定的要求。
本报告单旨在提供一个清晰的文档,方便记录和跟踪首件检验结果。
2. 首件信息
首件编号产品名称批次号检验日期检验员
SJ-001 产品A 202108 2021/8/1 张三
3. 检验项目
3.1 外观检验
检验项检验标准检验结果
外观缺陷无合格
塑料件变形≤2mm合格
颜色一致性与样品一致合格
3.2 尺寸检验
检验项检验标准检验结果
长度100.0mm ±0.2mm 合格
宽度50.0mm ±0.1mm 合格
高度30.0mm ±0.1mm 合格
3.3 功能检验
检验项检验标准检验结果
开关是否灵活操作顺畅合格
光电传感器检测准确合格
4. 总结
根据本次首件检验结果,产品A的外观和尺寸检验均符合标准要求,功能检验也通过了。
因此,可以认为首件检验合格。
该报告单将作为质量控制部门的参考文档,用于核查产品质量是否符合要求,以及追踪整个生产过程中的质量控制情况。
5. 签名
检验员:_____________________ 日期:_______________________。

首件鉴定报告
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
编号:
首件鉴定证书
零部(组)件图号:
零部(组)件名称:
生产单位:
鉴定日期:年月日
一、首件鉴定的目的和依据:
1、目的:根据质量体系管理的要求,为验证生产过程是否具备生
产的条件,并通过首件鉴定这一管理形式来检查、发现产品生
产过程中存在的问题,加以改进,避免发生批次性质量问题。
2、依据:根据GJB908及GJB9001B。
3、首件鉴定的概念:按照设计图样、工艺文件等技术文件的要求
对首件产品进行全面的工序和成品检查、考核,以确定生产工
艺和设备能否生产出符合设计要求的产品。
二、首件鉴定的主要内容:
1、首件的技术文件应完整、正确;
2、首件应符合设计要求;
3、选用的加工设备、工艺装备、计量器具应符合规定的要求;
4、首件质量与其原始质量记录应文实相符。
三、首件鉴定的组织
组长:
组员:
首件鉴定合格证。
fai报告格式FAI报告是指首件检验报告(First Article Inspection Report),它是一种文件形式,用于记录和验证首件检验的结果。
FAI报告是在新产品或新零件生产过程中进行的一项重要质量检验工作,目的是确保新产品的设计、工艺和材料都满足客户的要求和标准。
本文将介绍FAI报告的格式和要求。
1. 报告详细信息FAI报告的第一个部分应包含报告的详细信息,例如:- 产品名称:在这里写入产品的名称或零件号。
- 报告编号:给FAI报告进行编号,以便于跟踪和管理。
- 日期:记录进行首件检验的日期。
- 绘图/规范:列出所有与产品相关的绘图和规范,并确保与实际样品一致。
2. 检验结果在FAI报告中,需要列出对各个特性的检验结果。
可以根据实际情况将检验结果分为以下几个方面进行记录:- 尺寸和几何特性:根据产品绘图和规范的要求,测量和记录各个尺寸和几何特性的实际值,并与要求进行比较。
- 物理和化学特性:检查产品的物理性能和化学成分是否符合要求,并记录相关的测试结果和检验方法。
- 表面处理和涂层:对产品的表面处理和涂层进行检验,并记录相关的测试结果和检验方法。
- 功能性测试:如果需要,对产品的功能进行测试,并记录测试结果和测试方法。
3. 测量设备和方法在FAI报告中,需要详细记录使用的测量设备和方法。
包括:- 测量设备:列出用于测量的仪器和设备,并确保其准确性和可追溯性。
- 测量方法:描述用于测量各个特性的方法和程序,确保测量的一致性和准确性。
- 校准证书:附上测量设备的校准证书,并确保其有效性和准确性。
4. 缺陷和问题记录在FAI报告中,需要记录所有发现的缺陷和问题,并进行适当的分类和说明。
这可以帮助客户和生产团队了解产品的质量情况,以便及时采取纠正措施。
其中需要包括以下内容:- 缺陷描述:对每个缺陷进行准确的描述,包括位置、大小和严重程度。
- 缺陷分类:将缺陷进行分类,如尺寸偏差、表面缺陷等。
首件检验报告的主要内容:Content:1. 首件检验的原因 reason for FAI2. 零部件的基本数据 date of the items3. 检验结果 result4. 文件检查情况 documentation check5. 零部件检查情况 check of the components6. 改进的措施清单及建议list of measures, recommendation7. 附件 appendices8. 参加人员 participants□特许请求 concessionary application特许请求限制数量quantity:特许请求时间范围period:□特许请求被批准 Yes □特许请求被拒绝No质量部门签字QM Department signature :日期data :西门子签字Siemens signature:日期data :放行产品的详细情况:满足第6点的规定义务results, release given conditions acc. to chapt.6fulfilledpos.:yes:是yes1):是1)no:否conditional release of a lot / no. ofpieces / time (see point 6) 批量放行条件/产品号/时间(见第6条)yes:是date: 日期signature2):签字2)Yes1): Release with stipulation. The production release is to accept under reserve of conditions mentioned at chapter 6.是1):按约定放行。
在第6章提到的约定条件下接受产品放行。
signature2) release by the leader of the FAI or his deputy签字2):由首件检验组长或其代表放行。
首样检测报告
报告编号:XXX
受检单位:XXX
检测单位:XXX
首样检测日期:XXX
报告日期:XXX
一、检测标准和方法
本次检测按照国家标准《XXX》和企业内部控制标准进行检测,选用了XXX等先进的检测设备和方法,确保检测结果准确可靠。
二、检测目的
本次检测主要目的为对于受检单位生产的首批样品进行定向检测,确保其在各项指标范围内,保障产品质量和用户的健康安全。
三、检测结果
1. 样品名称:XXX
2. 检测指标:
指标名称检测结果检测标准结果是否合格
指标1 XXX XXX 合格/不合格
指标2 XXX XXX 合格/不合格
指标3 XXX XXX 合格/不合格
……
3. 综合分析:
本次检测样品各项指标均符合标准要求,检测结果合格。
四、检测结论
根据上述检测结果,本次检测样品合格,可进行后续的生产经营活动。
同时,受检单位应当认真对待检测报告,及时处理检测结果中存在的问题,不断提高产品质量,为用户提供更加优秀的产品和服务。
五、检测人员
检测人员:XXX
检测日期:XXX
六、检测单位
XXX检测中心
地址:XXX
联系方式:XXX
以上是本次首样检测报告的全部内容,如有疑问或需要进一步了解检测结果,请联系我们的检测中心。
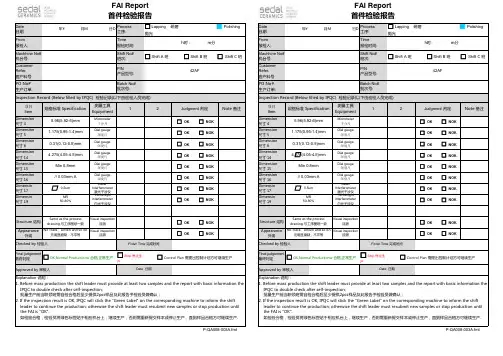
Date 日期:年Y月M日DProcess 工序:Date 日期:年Y月M日DProcess 工序:From 报检人:Time 报检时间:From 报检人:Time 报检时间:Machhine No#机台号:Shift No#班次:Machhine No#机台号:Shift No#班次:Customer Refer.客户料号P/N产品型号:Customer Refer.客户料号P/N产品型号:PO No#生产订单:Batch No#批次号:PO No#生产订单:Batch No#批次号:项目Item测量工具Equipment12Note 备注项目Item测量工具Equipment12Note 备注Dimension 尺寸 4Micrometer 千分尺□ OK □ NOK Dimension 尺寸 4Micrometer 千分尺□ OK □ NOK Dimension 尺寸 5Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 5Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 6Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 6Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 14Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 14Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 15Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 15Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 16Dial gauge 深度尺□ OK □ NOK Dimension 尺寸 16Dial gauge 深度尺□ OK □ NOK Dimensin 尺寸 17Laser Interferometer 激光干涉仪□ OK □ NOK Dimensin 尺寸 17Laser Interferometer 激光干涉仪□ OK □ NOK Dimensin 尺寸 19White-light interferometer 白光干涉仪□ OK□ NOKDimensin 尺寸 19White-light interferometer 白光干涉仪□ OK□ NOKStructure 结构Visual inspection目测□ OK □ NOK Structure 结构Visual inspection目测□ OK □ NOK Appearance外观Visual inspection目测□ OK□ NOKAppearance外观Visual inspection目测□ OK□ NOKFinal judgement最终判定□ Stop 停止生产Final judgement 最终判定□ Stop 停止生产FAI Report 首件检验报告FAI Report 首件检验报告□ Lapping 研磨 ■ Polishing抛光□ Lapping 研磨 ■ Polishing抛光h时: m分h时: m分□ Shift A 班 □ Shift B 班 □ Shift C 班□ Shift A 班 □ Shift B 班 □ Shift C 班42AF42AFInspection Record (Below filled by IPQC) 检验记录(以下由巡检人员完成)Inspection Record (Below filled by IPQC) 检验记录(以下由巡检人员完成)规格标准 SpecificationJudgment 判定规格标准 SpecificationJudgment 判定5.96(5.92-6)mm 5.96(5.92-6)mm 1.175(0.95-1.4)mm 1.175(0.95-1.4)mm 0.31(0.12-0.5)mm 0.31(0.12-0.5)mm 4.275(4.05-4.5)mm4.275(4.05-4.5)mmNo crack、Unven and so on 无明显崩缺,不平等Min 0.8mm Min 0.8mm // 0.03mm A// 0.03mm A0.5um 0.5um Finish Time 完成时间Checked by 检验人MR 50-80%MR 50-80%Same as the process drawing 与工序图纸一致Same as the process drawing 与工序图纸一致No crack、Unven and so on 无明显崩缺,不平等Approved by 审核人Finish Time 完成时间□ OK ,Normal Productionw 合格,正常生产□ Control Plan 需提出控制计划方可继续生产□ OK ,Normal Productionw 合格,正常生产□ Control Plan 需提出控制计划方可继续生产Checked by 检验人Date 日期Explanation 说明:1. Before mass production the shift leader must provide at least two samples and the report with basic information the IPQC to double check after self-inspection;批量生产前当职领班需自检合格后至少提供2pcs样品及此报告予检验员做确认 ;2. If the inspection result is OK, IPQC will stick the "Green Label" on the corresponding machine to inform the shift leader to continue the production; otherwise the shift leader must resubmit new samples or stop production until the FAI is "OK".如检验合格,检验员将绿色标签贴于相应机台上,继续生产,否则需重新提交样本或停止生产,直到样品合格方可继续生产.Explanation 说明:1. Before mass production the shift leader must provide at least two samples and the report with basic information the IPQC to double check after self-inspection;批量生产前当职领班需自检合格后至少提供2pcs样品及此报告予检验员做确认 ;2. If the inspection result is OK, IPQC will stick the "Green Label" on the corresponding machine to inform the shift leader to continue the production; otherwise the shift leader must resubmit new samples or stop production until the FAI is "OK".如检验合格,检验员将绿色标签贴于相应机台上,继续生产,否则需重新提交样本或停止生产,直到样品合格方可继续生产.P-QA008-003A.fmtP-QA008-003A.fmtApproved by 审核人Date 日期。
首件检验报告
一、检验范围
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,均为市场上常见的照明电器产品,其
中LED埋地灯,市场上深受消费者的欢迎。
二、型式确认
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,型式经常国家质量监督检验检疫总局
型式确认。
三、型式检验
1、外观检验:外观处理良好,LED灯头容易安装,易于灯具的装卸,灯体颜色均匀,没有缺陷及落漆现象。
2、尺寸检验:本次检验各产品的尺寸满足协议要求的尺寸。
4、绝缘测试:在本次检验中,采用的测试标准是GB7000.1-2023
《家用和类似用途电气产品的安全通用要求》,测试结果满足要求。
6、性能检查:在本次。
注塑首件确认检验报告一、引言二、检验项目及方法1.外观检验:检查产品外观是否符合设计要求,包括产品的尺寸、形状、表面光洁度等要素。
采用目视和测量仪器进行检验。
2.尺寸测量:通过测量产品的关键尺寸,判断其是否符合设计要求。
采用千分尺、游标卡尺等测量仪器进行测量。
3.机械性能测试:测试产品的机械强度、硬度等性能指标,判断产品是否能够满足使用要求。
采用拉伸试验机、冲击试验机等设备进行测试。
4.包装检验:检查产品的包装是否完整、合理,确保产品在运输过程中不会受到损坏。
采用目视和手动操作进行检验。
三、检验结果及分析根据对注塑首件进行的检验,得出以下结果及分析:1.外观检验结果:产品的外观无明显缺陷,尺寸和形状与设计要求基本一致。
表面光洁度满足要求,无明显划痕或凹陷。
2.尺寸测量结果:通过对关键尺寸的测量发现,产品的尺寸与设计要求相符合,误差在允许范围内。
3.机械性能测试结果:产品的机械性能测试结果表明,其强度和硬度指标均满足设计要求,具备良好的使用性能。
4.包装检验结果:产品的包装完好,无破损或松动现象,能够有效保护产品在运输过程中不受损坏。
四、存在问题与改进措施根据对注塑首件的检验结果,存在以下问题:1.尺寸误差偏大:尺寸测量结果发现,产品的尺寸误差稍大,超出了设计要求的容许范围。
这可能是注塑工艺参数设置不合理导致的,需要进一步优化工艺流程。
2.外观缺陷:尽管产品的外观和表面光洁度满足要求,但在细微的划痕和凹陷方面仍有一些问题。
这可能是模具加工质量不高导致的,需要加强模具的维护和保养。
针对以上问题,采取以下改进措施:1.优化注塑工艺参数:调整注塑工艺参数,确保产品的尺寸误差在允许范围内。
可以通过调整注射速度、保压时间等参数来实现。
2.提高模具加工质量:加强对模具的维护和保养,确保模具的精度和表面质量。
定期清洗模具,修复损坏部位,做好润滑和防锈工作。
五、结论根据对注塑首件的确认检验,得出以下结论:1.产品的外观、尺寸、机械性能等指标均符合设计要求,具备良好的产品质量。
首件样品检验报告1. 引言本报告旨在对首件样品进行全面检验,并提供详细的检验结果和结论。
首件样品检验是在生产过程中的关键环节,旨在确保产品的质量符合规定标准,并为后续批量生产提供基准参考。
本报告将按照以下步骤进行检验和记录。
2. 步骤一:外观检验首先,我们对首件样品进行外观检验。
在这一步中,我们将检查产品的表面是否有任何外观缺陷,如划痕、变形、气泡等。
我们将使用肉眼和放大镜来进行检查,并详细记录任何发现的问题。
3. 步骤二:尺寸测量接下来,我们将对首件样品的尺寸进行测量。
我们将使用相应的测量工具,如卡尺、游标卡尺等,来测量样品的长度、宽度、高度等尺寸参数。
我们将记录每个参数的测量结果,并与规定标准进行比较。
4. 步骤三:功能测试在这一步中,我们将对首件样品进行功能测试。
根据产品的设计和规范要求,我们将使用相应的设备或工具来测试产品的功能是否正常。
我们将记录每个功能测试的结果,并与产品规范进行比较。
5. 步骤四:耐久性测试耐久性测试是确保产品在正常使用条件下的耐用性和可靠性的重要环节。
我们将对首件样品进行一系列的耐久性测试,如摩擦测试、拉伸测试、扭转测试等。
我们将记录每个测试的结果,并评估产品的耐用性。
6. 步骤五:安全性检验安全性检验是确保产品在使用过程中不会对用户造成伤害的关键环节。
我们将对首件样品进行安全性检验,如电器产品的电压测试、机械产品的尖锐边缘检测等。
我们将记录每个检验的结果,并确保产品符合相应的安全标准。
7. 步骤六:环境适应性测试在这一步中,我们将对首件样品的环境适应性进行测试。
我们将暴露样品于不同的环境条件下,如温度、湿度等,并观察样品的反应。
我们将记录每个测试的结果,并评估产品的环境适应性。
8. 结论经过以上的全面检验,我们得出以下结论:1.首件样品的外观符合要求,没有发现任何明显的缺陷。
2.首件样品的尺寸测量结果与规定标准一致。
3.首件样品的功能测试结果表明产品的各项功能正常。
五金产品首件检验报告1. 检验目的本次首件检验目的为验证五金产品的外观、尺寸、性能等相关指标是否符合设计要求和客户需求,以确保产品质量和用户满意度。
2. 检验对象本次检验对象为一批五金产品,包括螺丝、螺母、螺栓等。
3. 检验方法本次检验采用以下方法:- 外观检验:检查产品表面是否有明显划痕、凹陷、氧化等缺陷。
- 尺寸检验:使用测量工具对产品尺寸进行精确测量,与设计图纸进行比对。
- 功能性能检验:根据产品设计要求,进行相应的功能性能测试。
4. 检验过程和结果4.1 外观检验在外观检验过程中,对每个五金产品进行了详细的检查。
经过检验,所有产品的表面均未发现任何划痕、凹陷和氧化现象,外观符合设计要求。
4.2 尺寸检验对五金产品的尺寸进行了精确测量。
通过与设计图纸进行比对,发现所有产品的尺寸均在设计范围内,符合要求。
具体的尺寸测量结果如下表所示:产品尺寸(mm)设计要求(mm)偏差(mm)- - -螺丝8 x 30 8 x 30 无螺母M8 M8 无螺栓8 x 40 8 x 40 无4.3 功能性能检验根据产品的设计要求和功能性能测试流程,对五金产品的功能性进行了检验。
经过测试,所有产品的功能正常,能够满足设计要求和客户需求。
具体的功能性能检验结果如下:- 螺丝:经过拧紧测试,螺丝固定力达到设计要求,没有出现松动现象。
- 螺母:经过螺丝固定测试,螺母能够正确的与螺丝配合使用,固定力适中。
- 螺栓:经过拧紧和固定力测试,螺栓能够承受设计负荷,无松动现象。
5. 检验结论本次五金产品首件检验结果如下:- 外观检验:所有产品外观符合设计要求,无明显缺陷。
- 尺寸检验:产品尺寸符合设计要求,未发现明显偏差。
- 功能性能检验:产品功能正常,能够满足设计要求和客户需求。
综上所述,本批五金产品的质量通过了首件检验,符合要求,可以进行下一阶段的生产。
同时,根据检验结果,还能对制造过程进行优化,提高产品质量和客户满意度。
6. 检验建议根据本次检验结果,建议在制造过程中进一步优化以下方面:- 优化产品外观的加工工艺,以减少可能的划痕、凹陷等缺陷的出现。