硫酸渣综合利用技术简介
- 格式:doc
- 大小:24.50 KB
- 文档页数:3

齐华矿业硫酸渣综合利用项目实践总结陶立群唐竹胜马敬喜张俊刚(辽宁博联特冶金科技有限公司)摘要辽宁博联特冶金科技有限公司承担设计和建设齐华矿业公司的硫酸渣综合处理(熔融还原铁)项目。
该项目总投资约1.8亿元,每年可处理40万吨硫酸渣(一期20万吨)。
整套工艺流程采用“煤基BLT-短流程直接还原生产金属化球团和热装热送到BLT-电煤熔分炉,二步熔融还原法的非高炉炼铁新工艺技术”,以硫酸渣为原料,年产10万吨半钢铁水。
目前该项目已顺利建成投产,设备运行稳定,各项技术指标良好。
本文将从工艺、能耗等角度对该项目进行分析总结。
关键词:硫酸渣 BLT(博联特公司缩写)综合利用直接还原熔分熔融还原热装热送前言据统计,我国目前生产硫酸的厂家有400余家,年生产硫酸7200万吨,其中33%是利用黄铁矿生产的,每年产生的硫酸渣达1900万吨至2340万吨,加上历年堆存,需要处理的硫酸渣多大上亿吨。
在发达国家,硫酸渣的利用率接近100%,而我国仅为10%-30%。
未经利用的硫酸渣作为废弃物堆放,不仅长期占用土地,浪费了含铁物料资源,而且还对环境造成严重污染,严重影响了农业生产,同时也极大地危害人类健康。
因此,提高硫酸渣的利用率不仅可以消除对环境的破坏,还可以为钢铁企业提供廉价的原料,摆脱铁矿大量进口的不利局面。
我国自50年代开始利用硫酸渣,提出了一些方法如:氯化焙烧、磁化焙烧-磁选等方法,但用于工业生产的仅限于水泥厂添加剂、制备铁系颜料、或少量加入铁精矿生产烧结球团等途径。
国家在“十二五”规划中提到将工业固体废物综合利用率提高到72%;主要再生资源回收利用率提高到70%,并鼓励发展非高炉炼铁技术。
辽宁博联特公司经多年探索,研发出一整套以硫酸渣为原料生产低碳铁水的非高炉炼铁的技术,此套技术已应用于内蒙古齐华矿业硫酸渣综合利用项目并已经投产,并且设备运行稳定,生产状况良好,各项指标已达到或超过预期。
一.使用“直接还原+熔分技术”综合利用硫酸渣的优势随着钢铁行业的高速发展,钢铁企业对铁矿石质量和数量日益增长,但由于我国铁矿资源并不富裕,高品位铁矿石大多需要进口截止2012年底,我国粗钢产量已达7.16亿吨,其中绝大部分来自高炉-转炉流程,虽然高炉工艺日益成熟,但由于高炉法对铁矿石品位要求高,对冶金焦有很强依赖性,加之我国富矿贫乏、焦煤资源日益紧张,因此原料成为制约我国钢铁行业发展的重要因素。
废硫酸的回收再利用废硫酸中硫酸浓度较高,可经处理后回收再用。
处理主要是去除废硫酸中的杂质,同时对硫酸增浓。
处理方法有浓缩法、氧化法、萃取法和结晶法等。
1.1 浓缩法该法是在加热浓缩废稀硫酸的过程中,使其中的有机物发生氧化、聚合等反应,转变为深色胶状物或悬浮物后过滤除去,从而达到去除杂质、浓缩稀硫酸的双重目的。
这类方法应用较广泛,技术较成熟。
在普遍应用高温浓缩法的基础上又发展了较为先进的低温浓缩法,下面分别加以介绍。
1.1.1 高温浓缩法化工厂三氯乙醛生产过程中有废硫酸产生,其中H2SO4质量分数为65%~75%、三氯乙醛质量分数为1%~3%、其它有机杂质的质量分数为1%。
该厂将其沉淀过滤后,用煤直接加热蒸馏,回收的浓硫酸无色透明,H2SO4质量分数大于95%,无三氯乙醛检出,而沉淀物经碱解、蒸馏和过滤后可回收氯仿。
该厂废硫酸处理量为4000t/a,回收硫酸创利润55万元/a〔1〕。
日本木村-大同化工机械公司的废硫酸浓缩法是用搪玻璃管升膜蒸发和分段真空蒸发相结合,将废硫酸中H2SO4的质量分数从10%~40%浓缩到95%,其工艺可分为3段,前两段采用不透性管加热器蒸发浓缩,后一段采用搪玻璃管升膜蒸发器浓缩,在每一段中H2SO4质量分数渐次升高,分别达到60%、80%和95%。
加热过程采用高温热载体,温度为150~220℃,可将有机物转变为不溶性物质,然后过滤除去,该工艺以2t/h的规模进行中试,5a运转良好。
该工艺适应能力很强,可用于含多种有机杂质的废硫酸的处理〔2〕。
1.1.2 低温浓缩法高温浓缩法的缺点在于:硫酸的强腐蚀性和酸雾对和操作人员的危害很大,实际操作非常麻烦。
因此,近年来开发出了一种改进的浓缩法,称为汽液分离型非挥发性溶液浓缩法(简称WCG法)〔3〕。
WCG法的原理和工艺如下:将废稀硫酸由储槽用耐酸泵打入循环浓缩塔浓缩,然后经换热器加热后进入造雾器和扩散器强迫雾化并进一步强迫汽化,分离后的气体经高度除雾后进入气体净化器,净化后排放。

硫酸渣工艺技术
硫酸渣是由硫酸制造过程中产生的一种废弃物,含有一定的硫酸盐和残留的硫酸。
对于硫酸渣的处理,通常会采用渣处理工艺技术,以将其转化为有用的产品或实现资源化利用。
硫酸渣处理工艺技术最常用的方法是酸浸法。
该方法将硫酸渣与稀硫酸进行反应,将其溶解,生成硫酸溶液和沉淀物。
硫酸溶液可以进一步回收,用于制造硫酸,而沉淀物则可以通过固液分离进行分类和处理。
固液分离是硫酸渣处理中非常重要的一步。
通过重力沉淀、过滤、离心等方法,将沉淀物与溶液分离开来。
分离后的沉淀物主要是硫酸盐和其他杂质,可以进行进一步处理。
其中一种处理方法是进行热处理。
将沉淀物加热至高温,使其中的有机物和水分蒸发,生成无机固体物质。
这些无机固体物质可以用于建筑材料、陶瓷和玻璃工业等领域。
另一种处理方法是进行化学处理。
通过与其他化学物质反应,改变沉淀物的性质,使其具有一定的应用价值。
例如,可以将硫酸盐转化为硫酸盐肥料,用于农业生产。
为了提高硫酸渣的资源化利用率,还可以采取一些先进的技术。
例如,可以利用化学和生物技术手段,将硫酸渣中的重金属和有害物质进行提取和分离,以减少对环境的影响。
此外,还可以通过研发新的工艺技术,实现硫酸渣的高效利用。
总之,硫酸渣处理工艺技术是将硫酸渣转化为有用产品或实现资源化利用的重要手段。
通过酸浸法、固液分离、热处理、化学处理以及先进技术的应用,可以将硫酸渣转化为硫酸溶液、建筑材料、肥料等有用的产品,同时减少对环境的影响,实现资源的循环利用,提高资源利用效率。

废硫酸的回收再利用废硫酸中硫酸浓度较高,可经处理后回收再用。
处理主要是去除废硫酸中的杂质,同时对硫酸增浓。
处理方法有浓缩法、氧化法、萃取法和结晶法等。
1.1 浓缩法该法是在加热浓缩废稀硫酸的过程中,使其中的有机物发生氧化、聚合等反应,转变为深色胶状物或悬浮物后过滤除去,从而达到去除杂质、浓缩稀硫酸的双重目的。
这类方法应用较广泛,技术较成熟。
在普遍应用高温浓缩法的基础上又发展了较为先进的低温浓缩法,下面分别加以介绍。
1.1.1 高温浓缩法淄博化工厂三氯乙醛生产过程中有废硫酸产生,其中H2SO4质量分数为65%~75%、三氯乙醛质量分数为1%~3%、其它有机杂质的质量分数为1%。
该厂将其沉淀过滤后,用煤直接加热蒸馏,回收的浓硫酸无色透明,H2SO4质量分数大于95%,无三氯乙醛检出,而沉淀物经碱解、蒸馏和过滤后可回收氯仿。
该厂废硫酸处理量为4000t/a,回收硫酸创利润55万元/a〔1〕。
日本木村-大同化工机械公司的废硫酸浓缩法是用搪玻璃管升膜蒸发和分段真空蒸发相结合,将废硫酸中H2SO4的质量分数从10%~40%浓缩到95%,其工艺可分为3段,前两段采用不透性石墨管加热器蒸发浓缩,后一段采用搪玻璃管升膜蒸发器浓缩,在每一段中H2SO4质量分数渐次升高,分别达到60%、80%和95%。
加热过程采用高温热载体,温度为150~220℃,可将有机物转变为不溶性物质,然后过滤除去,该工艺以2t/h的规模进行中试,5a运转良好。
该工艺适应能力很强,可用于含多种有机杂质的废硫酸的处理〔2〕。
1.1.2 低温浓缩法高温浓缩法的缺点在于:硫酸的强腐蚀性和酸雾对设备和操作人员的危害很大,实际操作非常麻烦。
因此,近年来开发出了一种改进的浓缩法,称为汽液分离型非挥发性溶液浓缩法(简称WCG法)〔3〕。
WCG法的原理和工艺如下:将废稀硫酸由储槽用耐酸泵打入循环浓缩塔浓缩,然后经换热器加热后进入造雾器和扩散器强迫雾化并进一步强迫汽化,分离后的气体经高度除雾后进入气体净化器,净化后排放。

废硫酸及含硫酸废水的处理和利用方法肥料,实用技术硫酸在化工、钢铁等行业广泛应用。
在许多生产过程中,硫酸的利用率很低,大量的硫酸随同含酸废水排放出去。
这些废水如不经过处理而排放到环境中,不仅会使水体或土壤酸化,对生态环境造成危害,而且浪费大量资源。
近年来许多国家已经制定了严格的排放标准,与此同时,先进的治理技术也在世界各地迅速发展起来。
废硫酸和硫酸废水除具有酸性外,还含有大量的杂质。
根据废酸、废水组成和治理目标的差异,目前国内外采用的治理方法大致可分为3大类:回收再用、综合利用和中和处理。
1废硫酸的回收再用废硫酸中硫酸浓度较高,可经处理后回收再用。
处理主要是去除废硫酸中的杂质,同时对硫酸增浓。
处理方法有浓缩法、氧化法、萃取法和结晶法等。
1.1浓缩法该法是在加热浓缩废稀硫酸的过程中,使其中的有机物发生氧化、聚合等反应,转变为深色胶状物或悬浮物后过滤除去,从而达到去除杂质、浓缩稀硫酸的双重目的。
这类方法应用较广泛,技术较成熟。
在普遍应用高温浓缩法的基础上又发展了较为先进的低温浓缩法,下面分别加以介绍。
1.1.1高温浓缩法淄博化工厂三氯乙醛生产过程中有废硫酸产生,其中H2SO4质量分数为65%~75%、三氯乙醛质量分数为1%~3%、其它有机杂质的质量分数为1%。
该厂将其沉淀过滤后,用煤直接加热蒸馏,回收的浓硫酸无色透明,H2SO4质量分数大于95%,无三氯乙醛检出,而沉淀物经碱解、蒸馏和过滤后可回收氯仿。
该厂废硫酸处理量为4000t/a,回收硫酸创利润55万元/a〔1〕。
日本木村-大同化工机械公司的废硫酸浓缩法是用搪玻璃管升膜蒸发和分段真空蒸发相结合,将废硫酸中H2SO4的质量分数从10%~40%浓缩到95%,其工艺可分为3段,前两段采用不透性石墨管加热器蒸发浓缩,后一段采用搪玻璃管升膜蒸发器浓缩,在每一段中H2SO4质量分数渐次升高,分别达到60%、80%和95%。
加热过程采用高温热载体,温度为150~220℃,可将有机物转变为不溶性物质,然后过滤除去,该工艺以2t/h的规模进行中试,5a运转良好。
硫酸工业固体废物的处理及资源化技术一、硫酸工业固体废物的来源及危害硫铁矿渣是硫铁矿在沸腾炉中经高温焙烧产生的废物。
作为硫酸生产大国,我国每年排放的数千万吨硫铁矿渣,约占化工废渣总量的1/3。
根据不同角度,可以将硫铁矿渣进行不同的分类。
(1)根据产出地不同,分为尘和渣。
每生产1吨硫酸约排出0.5吨酸渣,从炉气净化收集的粉尘为0.3~0.4吨,大部分酸厂已将尘与渣混在一起。
(2)按颜色分为红渣、棕渣、黑渣。
当渣中以Fe2O3(赤铁矿)为主时为红渣,当渣中以Fe3O4(磁铁矿)为主时为黑渣;棕渣介于红渣和黑渣之间。
(3)渣的颜色变化反映了磁铁矿的含量,可以按磁性率将渣分类。
磁性率高,说明烧渣的氧化程度高,磁铁矿含量高。
(4)按有用组分含量,可以分为贫渣、铁渣、有色铁渣。
贫渣铁品位较低,无综合利用价值;铁渣中铁含量较高,有色金属及其他有价金属含量低;有色铁渣中综合回收的成分较多,如铁、铜、金、银、钴等均具有回收价值。
目前,除少量硫铁矿渣被用作水泥助熔剂外,绝大部分露天堆放,占用大面积土地,污染土壤、大气和水源。
硫铁矿渣中含有大量铁及少量铝、铜等金属,有的还含有金、银、铂等贵金属,用硫铁矿烧渣可制取精矿、铁粉、海绵铁等,还可回收其他金属;对于含铁较低或含硫较高的硫铁矿渣难以直接用来炼铁,可用于生产化工产品,如作净水剂、颜料、磁性铁的原料。
因此,无论从治理环境还是从缓解铁资源贫乏来看,研究硫铁矿烧渣的综合利用在我国具有重要的意义。
二、硫酸工业固体废物的处理1.炼铁及回收有色金属(1)直接用于炼铁。
矿渣在炼铁厂烧结机中掺烧后炼铁,要求含铁量大于48%,含硫量小于1%,而且只掺铁矿石的10%左右,且硫、磷和二氧化硅含量越低越好。
这时掺入量对烧结块的质量和产量都没有不利影响,反而能降低烧结成本,过多掺入会降低产品强度和成品率。
此法对含铁量较高的矿渣是一种有效处理方法,但处理矿渣量有限。
(2)经选矿后炼铁。
较早的方法是采用沸腾炉进行还原焙烧成磁性渣(Fe3O4),然后经过磁选除去脉石获得高品位的铁精矿,其中含铁量大于或等于58.5%,其他有害元素均符合高炉冶炼要求,此法简便有效,但设备投资较大,能耗较高。
硫酸的危险废物处理技术在工业生产和实验室使用中,硫酸是一种常见的化学物质。
硫酸可以用于金属清洗、废水处理和腐蚀试剂等多种应用。
然而,硫酸在使用过程中会产生大量的废物,这些废物对人类健康和环境安全构成威胁。
因此,进行硫酸的危险废物处理至关重要。
一、废硫酸的性质和分类废硫酸可以分为两类:稀硫酸和浓硫酸废物。
稀硫酸废物通常来自于实验室等小规模使用,其中硫酸的浓度相对较低。
浓硫酸废物则主要来自于工业生产过程,浓度相对较高。
二、稀硫酸废物的处理技术对于小规模的稀硫酸废物,处理技术相对简单。
一种常见的处理方法是稀硫酸中和。
这需要在安全设施下进行,避免任何化学反应产生的有害气体泄漏。
中和过程中,可以逐渐添加碱性物质(如氢氧化钠)至稀硫酸中,将其中和为中性溶液。
这样可以降低硫酸的腐蚀性,方便后续的液体处理。
三、浓硫酸废物的处理技术与稀硫酸废物相比,浓硫酸废物的处理更具挑战性。
由于硫酸浓度较高,处理时需要采取更加严谨的安全措施。
1. 硫酸稀释法硫酸稀释法是处理浓硫酸废物的一种常见方法。
该方法涉及到向废酸中逐渐加入水,将其稀释为一定浓度后处理。
关键在于控制稀释速率,防止因过快稀释导致剧烈反应。
这要求处理过程严格控制温度和加水速度,减少安全风险。
2. 垃圾填埋法另一种处理浓硫酸废物的方法是使用垃圾填埋法。
这种方法将废酸与其他固体废物混合填埋,利用地下环境的压力和微生物的作用逐渐分解废酸。
但需注意,填埋场需要具备特定的环境条件,以确保废酸的安全处理和不对环境造成污染。
3. 硫酸电解法硫酸电解法是一种创新的处理浓硫酸废物的技术。
该方法利用电解设备将废酸分解为硫酸和氧气,从而达到废酸处理和资源利用的目的。
然而,该技术尚处于试验阶段,需进一步研究和发展。
四、废硫酸的再利用在处理硫酸废物时,可以考虑将其转化为可再利用的产物。
一种常见的方法是将废酸中所含的金属离子沉淀出来,然后进行回收利用。
此外,废硫酸还可以通过适当处理转化为其他有用的化学品,实现资源的循环利用。
废硫酸再生利用技术摘要:目前,硫酸在化工产业、冶金产业都发挥重要的作用,可以把硫酸作为生产原料之一,生产过程当中硫酸会产生一系列的化学反应,因此也出现了各种硫化物的工业废水,直接进行废水排放,不仅会导致硫酸浪费问题出现,硫酸的使用价值无法得到充分发挥,硫酸使用成本上升,还会对环境造成负面影响。
结合以上内容,本文主要是把废硫酸再生利用技术作为重点来进行分析,积极开展工业废水当中的硫酸回收利用工作,同时节约企业运行成本,为企业创造更高的经济效益,并且给予相关人士一些帮助和借鉴。
关键词:废硫酸;回收利用;技术;工艺引言化工业、冶金业在发展过程当中,需要利用有效的科学技术手段来对工业废水当中的硫酸进行回收利用,避免环境资源破坏问题,同时回收的硫酸还能够在企业生产当中得到有效应用,充分节约了企业的运行成本,提高企业经济效益。
因此需要认识到废硫酸回收技术的重要性,来对目前废硫酸回收利用技术进行详细阐述。
1废硫酸回收的重要性硫酸在工业生产企业当中具有应用价值,作为原材料之一能够发挥自身作用。
现如今大多数企业对硫酸的利用率较低,生产过程当中把硫化物通过废水直接排放到环境当中,不仅硫酸资源得到了浪费,还会对周围生态环境造成负面影响。
因此人们需要对工业废水的成分进行分析,工业企业当中的废水含有大量硫化物和大量工业杂质,因此在废硫酸回收过程当中造成了较大的影响。
工业生产过程当中,氯甲烷能够发挥自身作用,硫酸可以作为氯甲烷气体的干燥剂,经过一段时间之后,硫酸会呈现碳黑色,如果不对干燥后的碳黑色硫酸进行脱色处理,这些硫酸就无法应用到工业生产当中,导致资源浪费问题出现。
2废硫酸的来源2.1钛白粉中的废硫酸在钛白粉生产过程当中需要硫酸作为原材料之一,并且在生产过程当中还产生了大量的废水,内部含有大量的金属盐物质,并且经过相关数据可以得知,生产20%左右的钛白粉,就会产生8t左右的含硫酸废水,因此可以得知钛白粉生产成为我国废硫酸的主要来源。
硫酸渣综合利用技术简介(螺旋溜槽法)
From: 金马选矿设备厂由单一超极限(h/D)螺旋溜槽构成的一粗二精一扫的硫酸渣分选新工艺,工艺流程简单,操作简便,所获产品指标稳定先进,易于实施,不产生二次污染(实现无尾生产)。
自主研制的分选设备——超极限(h/D)螺旋溜槽,突破了距径比不能小于0.45的传统理论极限,采用了0.36的超极限距径比设计,具有操作便利、低耗、高效、运行成本低等明显特性;在增大螺旋槽直径后仍可对微细粒物料进行有效回收,提高了小密度差物料的分选效率。
该工艺技术同时还可用于其它含金属固体废渣、低密度非金属物料、金属矿山尾矿和化工微细物料的分选提纯、富集分离及综合回收等,为综合利用固体废料提供了可靠的资源化处理新技术、新工艺、新设备。
(1)、超极限(h/D)螺旋溜槽设备创新点:
①采用了0.36的超极限距径比设计。
超极限(h/D)螺旋溜槽,突破了距径比不能小于0.45的传统理论极限,采用了0.36的超极限距径比设计。
具有操作便利,低耗、高效等明显优越性;在增大螺旋槽直径后仍可对微细粒物料进行有效回收;提高了小密度差硫酸渣的分选效率。
②增加了横向冲洗水的设计。
采用该设计后提高了单机富集比,从而更适合于处理硫酸渣和其它低品位尾渣的资源化处理。
③采用了1500mm的大直径设计。
单机设计处理能力是传统LL螺旋溜槽最大规格1200mm螺旋溜槽处理能力的2倍。
(2)、硫酸渣分选提纯工艺创新点:
①采用单一超极限(h/D)螺旋溜槽构成的一粗二精一扫硫酸渣分选提纯新工艺。
所获产品指标稳定,工艺流程简单,操作简便,易于生产,运行成本低。
本工艺流程生产成本,按已投产厂家平均生产成本计算为:129.51元/吨精,远远低于其它分选工艺生产成本;
②与传统浮选—磁选法相比,精矿品位可提高3-5%,金属回收率提高10-15%;该工艺克服了因硫酸渣焙烧后的矿物表面活性不足,导致浮选无法进行,分选效果差等不足。
③与传统磁选—摇床和洗矿—分级—磁选工艺相比,该工艺可有效排除精矿产品中的S含量,S含量最低可达0.13%,并且克服了上述两方法工艺流程复杂等缺点;
④与酸浸—磁选—浮选联合流程及磁化焙烧-磁选和高温氯化法相比。
上述三种流程工艺流程复杂且涉及高温热工,维修操作困难,运行成本高;
⑤硫酸渣超极限(h/D)螺旋溜槽分选提纯工艺,能实现无尾生产,不产生二次环境污染。
分选过程产生的尾砂可作为水泥添加剂和制砖使用,可实现无尾生产;此外,分选过程中,唯一分选介质为循环水,故不会产生二次环境污染,也是该工艺突出特点之一。
(3)、国内外所处水平:
上述工作经国内、外查新检索,尚未见有此设备特征和工艺流程特点的文献、专利及成果报道。
该项技术处于国际先进水平。
3、应用范围
本项目可适用于对硫酸渣、及其它含金属固体废渣、低密度非金属物料、金属矿山尾矿和化工微细物料的分选提纯、富集分离及综合回收等。
4. 市场分析
硫酸的消耗量通常是表征一个国家工业化程度的重要指标之一。
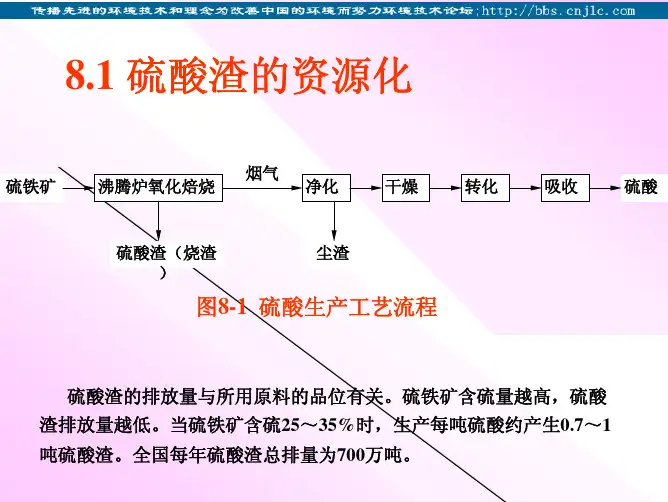
我国是生产硫酸和消耗硫酸大国,每生产1吨硫酸即须排出0.8~0.9吨的硫酸渣,年排放量惊人,已成为制约硫酸生产企业发展的瓶颈。
以前硫酸渣除少部分直接供烧结、球团用或作为水泥添加剂外,绝大部分作为废弃物堆放,浪费含铁资源,造成环境污染,影响工农业生产,危害人类健康,已成为区域公害。
我国拥有众多大型、特大型硫酸生产企业,解决硫酸渣污染势在必行。
同时,由于钢铁工业的快速发展,铁矿资源出现明显的紧张局面,这给二次含铁原料的利用提供了大好时机。
目前市场硫酸渣精矿售价由原来的不足百元猛升至400-500元,且供不应求。