20t/h氨水超级吸氨器技术总结
- 格式:pdf
- 大小:194.60 KB
- 文档页数:3
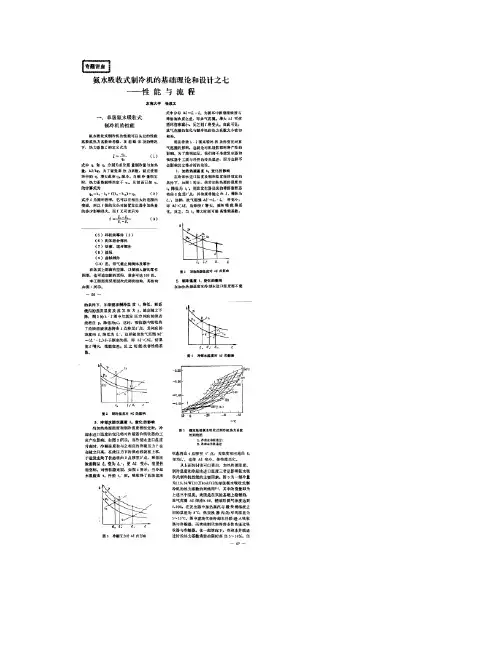
热力系致 . 口匡口巨巨1二二巨二二仁仁[二二二 } [ 二〕 [ 「二二二 I 二二E 石1二二1五二汇二日区曰r二1 , 二厂于仁二二 { 二亡卫1 刃二1 1 二二二卫 1 3 口下口口口口口一口口日曰口口口】可户 L~ 一 - - 、一“ , 了- 一石e …- 沙飞卜火… 一 4 - 0 26 . 0 24 . 0 22 . 只赋藕抓 0 20 . 10 30 50 0 7 90 相对冷负荷额定冷负街揣 : 火 10G 占昌 3{ 寥‟ 匕乙卜 . . 一 . 尹一洲・舫冲启 J , 七 / / 3 图1 1 . 变负荷时的热力系数 :2 1一卜二一/ 20 子产一」一一热源温度 n s o C; : 2一 3 . 冷盐水出口温度 , 冷却水沮度 3。
℃ . 0 c 3 o ; _ , _ _ _ 25 _ 30 3弓冷却水温鹰C 图 15 。
. 最佳中间压力与冷却水温度的关系 . 7 2 。
由此可见 , 在既有低位热能 , 又需较低。
1 3 . . 的制冷温度时双级循环更能发挥它的作用。
中间压力 ; 2 一一一热力系致———最佳中间 , ・压力; 在设计双级循环时可以考虑系统在外界条数 q , 在没有特殊要求时通常是这样来选择的 = , 、二 , 件允许的情况下能够按单级流程运行冬季 , 例如在 , 即要使系统的总热耗量达到最小、: 为此要找出 0 当冷却水温显著降低时 (1 , O G 左右 , 。
+ , 、; 与 P 。
・的关系来 , 然后选择 c a , , 、: 就可将原来的双级系统改成单级运转系数将显著提高一般企业中冬季用冷负荷都会下降级流程已可满足需要 , , 其热力好在为最小时的 p. 值 4 文献〔〕曾应用电子计 . 但制冷量则有所减少算机对制冷盈为 4 1 所示 p. 。
11 6 3kw (i 万k l/ h 的双级所以按单也有利于全系统进行了中间压力的模拟研究存在最佳值 , 其结果如图 , 这样就可使企业在冬季 , 它表明在一定运行条件下中间压力。
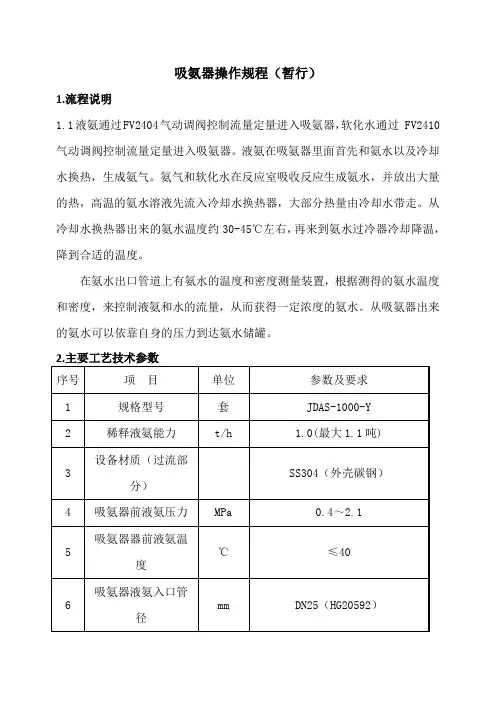
吸氨器操作规程(暂行)1.流程说明1.1液氨通过FV2404气动调阀控制流量定量进入吸氨器, 软化水通过 FV2410 气动调阀控制流量定量进入吸氨器。
液氨在吸氨器里面首先和氨水以及冷却 水换热,生成氨气。
氨气和软化水在反应室吸收反应生成氨水,并放出大量 的热,高温的氨水溶液先流入冷却水换热器,大部份热量由冷却水带走。
从 冷却水换热器出来的氨水温度约 30-45℃摆布, 再来到氨水过冷器冷却降温, 降到合适的温度。
在氨水出口管道上有氨水的温度和密度测量装置,根据测得的氨水温度 和密度,来控制液氨和水的流量,从而获得一定浓度的氨水。
从吸氨器出来 的氨水可以依靠自身的压力到达氨水储罐。
2.主要工艺技术参数参数及要求JDAS-1000-Y1.0(最大 1.1 吨)SS304 (外壳碳钢)0.4~2.1≤40DN25 (HG20592)项 目规格型号稀释液氨能力设备材质(过流部分)吸氨器前液氨压力吸氨器器前液氨温度吸氨器液氨入口管径序号123456单位套t/hMPa℃mm序号7 8 910111213141516171819202122项目除盐水耗量吸氨器前除盐水压力吸氨器前除盐水温度除盐水总硬度吸氨器除盐水入口管径循环冷却水量冷却水进出口管径循环冷却水压力冷却水进口温度输出氨水浓度输出氨水温度输出氨水密度出口氨水管径氨水产量仪表风压力运行电耗单位T/hMPa℃mmol/LmmT/hmmMPa℃%℃g/cm3mmT/hMPaKW参数及要求≥4.00.3~0.4≤32℃<0.03DN32 (HG20592)30DN65 (HG20592)0.2~0.4≤3215~28(浓度可调)≤35 (温度可调)≥0.9DN50 (HG20592)≥4.0 (按 25%浓度)0.5—0.70.23.工艺操作3.1开机前检查3.1.1 所有管路和吸氨器连接良好,主要有液氨管路、工艺水管路、氨水管路、冷却水管路和仪表风管路。
吸氨岗位工艺操作规程1岗位任务用稀氨水和母液吸收来自合成工段的气氨,制得合格的浓氨水,供碳化岗位使用。
2反应原理化学反应方程式NH3+H2O==NH0H+Q40H+NH4HC03==(NH4)2C03+H20+QNH43工艺流程来自碳化岗位的稀氨水和分离岗位的母液分别进入母液槽,再由吸氨泵打入高位吸氨器,吸收来自合成工段送来的气氨,再经吸氨冷排冷却后,进入循环槽循环合格后,进入浓氨水槽,然后经浓氨泵去碳化岗位,根据生产负荷大小和吸收效果等情况,浓氨水的制备可一次吸收或多次循环吸收完成。
4设备一览表5工艺指标一类指标浓氨水210-215tt浓氨水活化物三类指标液位:浓氨水槽260m证温度:冷排出口氨水温度W45℃电机温度W45℃压力:气氨压力W冷却水压力2碳化泵出口压力2浓氨泵出口压力26正常生产操作要点保证氨水质量⑴经常与合成工段联系,要求送气氨量均匀,压力稳定,同时应根据系统负荷大小及气氨压力变化,及时调节吸收液流量,保证浓氨水浓度及供应量。
⑵控制好稀氨水和母液的配比,保证浓氨水中的二氧化碳含量应符合工艺指标。
⑶浓氨水中的硫化氢含量过高或污物太多时,应适量更换母液。
⑷根据生产负荷变化,及时在吸氨泵进口处补加添加剂,保证浓氨水中的添加剂含量符合工艺指标。
提高氨利用率⑴经常检查吸氨冷排管进出口浓氨水温度,控制好冷却水量,以保证吸氨效果。
⑵及时检查并消除系统设备管道的物料跑、冒、滴、漏,防止氨水和母液的损失。
防止倒液1、正常生产严禁开错阀门,防止氨水倒入气氨管道,造成液态事故发生。
2、保证吸氨泵打液量,严禁送氨量大或吸氨泵打液量小,造成气氨倒入冷排中炸坏冷排。
巡回检查⑴根据操作记录表,按时检查及记录。
⑵每十五分钟检查一次系统各点压力和温度。
⑶每半小时检查一次各贮槽存液量。
⑷每小时检查一次吸氨泵运转情况。
⑸每班检查一次设备、管道等泄漏情况。
⑹每班检查一次吸氨冷却排管冷却水淋洒情况。
⑺每周(白班)对吸氨冷却排管清洗一次。
氨合成专业技术工作总结1.引言1.1 概述概述:氨合成是一项重要的化工工艺,涉及到高压、高温条件下的反应,对设备和工艺技术要求极高。
本文旨在总结氨合成专业技术工作的经验和教训,为从事相关工作的技术人员提供参考。
文章将重点介绍氨合成的基本原理、工作流程以及常见问题与解决方法,旨在帮助读者更好地理解和掌握氨合成工艺技术。
同时,文章还将对氨合成专业技术工作的发展前景进行展望,探讨未来的发展方向和趋势。
通过本文的学习,读者可以更加全面地了解氨合成工艺,并不断提升自己在该领域的专业技术水平。
1.2文章结构文章结构部分的内容可以是:文章结构部分将会介绍整篇文章的结构安排,包括引言、正文和结论部分的内容安排和主要论点,以及各部分之间的逻辑关系和连接。
同时说明本篇文章的目的和意义,为读者提供一个整体的概览,使他们在阅读全文时能够更好地把握文章的重点和主题,对整个内容有一个清晰的认识。
1.3 目的本文旨在对氨合成专业技术工作进行总结和归纳,通过对氨合成的基本原理、工作流程以及常见问题与解决方法进行深入分析和讨论,希望能够为从事氨合成工作的技术人员提供指导和帮助。
同时,也旨在对氨合成专业技术工作的发展趋势和展望进行探讨,为相关领域的研究和实践提供一定的参考和借鉴。
通过本文的阐述,期望能够为氨合成技术工作的进一步发展和提高提供一定的价值和启发。
2.正文2.1 氨合成的基本原理氨合成是一种重要的化工工艺,其基本原理是利用催化剂将氮气与氢气在一定条件下反应生成氨。
氨合成反应主要是依靠哈布反应进行,该反应是在高压和适当温度下,利用铁或钼等金属负载的催化剂,将氮气和氢气进行催化合成氨。
在反应过程中,氮气和氢气先经过吸附物质被激活,然后在催化剂表面上发生吸附和解离,最终生成氨气。
在氨合成的过程中,催化剂的选择和设计起着关键作用。
通常采用的铁钛催化剂对氮气和氢气的反应具有较高的选择性和活性。
此外,反应条件如温度、压力、氮氢比等也对氨合成的效率起着重要影响。
1996年7月Journal of Dalian University of Technology Jul.1996氨水吸收式制冷循环的分析与改进徐士鸣(大连理工大学动力工程系 116024) 袁 一(大连理工大学化工学院 116024)摘要 通过对影响氨水吸收式制冷循环因素的定性和定量分析,了解这些因素变化如何影响制冷循环的COP值,以及如何控制这些因素的变化使制冷循环的COP值达到最大;并指出完全回收制冷循环的精馏热可使循环的COP值有较大幅度的提高.其分析结果可为今后制冷系统的优化设计提供帮助.关键词:氨水;吸收制冷;循环分类号:TB6160 引 言为了保护大气的臭氧层,目前一些常用的氟利昂系列制冷剂的使用已开始受到控制,并逐渐地被禁止使用,或由其他物质的制冷剂替代.因此,在当前的世界制冷业中,一方面正在积极研究C FC的替代物质;另一方面也把注意力转到其他方式的制冷循环上.节约能源、保护环境已越来越受人们的重视,研究如何利用直接排放到大气环境中去的余热和废热,采用吸收式制冷循环进行制冷,提高吸收式制冷循环的性能系数(CO P),减小制冷设备的体积,对加快CFC代用进程、节约能源具有重要的现实意义.许多生产行业(如炼油、石油化工、化肥、食品加工、轻工纺织等)在其生产过程中,不仅需要一定的冷量,而且还有大量的低品位余热排出.如果能利用这部分排向环境中去的余热,采用吸收式制冷来满足这类企业生产时所需的冷量,就能节约大量的能源,降低生产成本.目前最为常用的吸收式制冷系统为溴化锂吸收式制冷系统和氨水吸收式制冷系统.前者制冷温度由于受到制冷剂的限制,不能低于5℃,一般仅用于空调;后者的制冷温度范围非常大(+10~-50℃),不仅可用于空调,而且更重要的是可用于0℃以下的普通制冷场合.因此,在工业余热制冷系统中,氨水吸收式制冷系统明显地优于溴化锂吸收式制冷系统.但传统的氨水吸收式制冷系统,因其系统中的设备多,体积大,钢材消耗量大,制冷循环的COP值较低,而在我国应用得不多.如何克服氨水吸收式制冷系统的缺点,提高氨水吸收式制冷系统的COP值,是在我国推广应用氨水吸收式制冷系统进行余热制冷的关键所在.国家自然科学基金资助项目 收稿日期:1995-10-31;修订日期:1996-05-10 徐士鸣:男,1957年生,副教授1 影响氨水吸收式制冷系统COP 值因素的定性分析〔1〕图1 单级氨水吸收式制冷循环流程传统的单级氨水吸收式制冷循环如图1所示.制冷循环在单位时间内每制取1kg 冷剂在发生器中所消耗的热量为q f =h ″5-h ′2+f (h ′2-h 1a )+q h(1) 按吸收式制冷循环的性能系数(COP )的定义COP =q z /(q f +3600W p )≈q z /q f(2) 由于在制冷温度一定的情况下,单位质量的冷剂制冷量q z 是一定值,要提高氨水吸收式制冷循环的CO P ,就必须降低q f .而由式(1)可知,q f 的大小是取决于系统的循环倍率f 及精馏热q h 的大小.按循环倍率的定义f =(Y ″5-Y ′a )/(Y ′r -Y ′a )(3) 由于经过精馏后的氨蒸汽浓度Y ″5是一定值(一般取Y ″5=99.8%),f 的大小取决于制冷循环中浓溶液浓度Y ′r 与稀溶液浓度Y ′a 之差ΔY(称放气范围).增大ΔY 可使循环倍率f 降低,q f 随之减少,制冷系统的COP 值增大;反之,减小ΔY,f 和q f 都将增大,使制冷循环的COP 值减小;当ΔY =0时,吸收制冷循环将无法进行.因此,ΔY 的变化对氨水吸收式制冷循环的COP 值有很大的影响,这样可通过对ΔY 影响因素的定性分析和研究,去寻找提高氨水吸收式制冷循环COP 的途径和方法.1.1 稀溶液温度t 2当制冷系统的蒸发温度t z 和冷却水温度t w 不变时,如果出发生器的稀溶液温度t 2升高,则Y ′a 减小,ΔY增大;其结果使制冷系统的循环倍率f 减小,制冷循环的COP 值增加.对于像蒸汽类的恒温热源,t 2的提高,意味着加热热源温度的提高.而对于像废气余热类的变温热源,t 2的提高,不是意味着回收热量的减少,就是意味着换热面积的增加.1.2 制冷剂蒸发温度t z当冷却水温t w 和t 2保持不变时,t z 降低,蒸发器内的蒸发压力下降,吸收器内的吸收压力也随之下降.其结果使吸收终了的溶液浓度Y ′r 降低,ΔY 减小,f 增大,制冷系统的COP降低.反之,当t z 升高时,则可改善制冷系统的COP .因此,对于利用热源温度较低的余热氨水吸收式制冷系统,在可能的情况下尽量采用直接致冷方式,减小致冷温差,以提高冷剂的蒸发温度和蒸发压力,这不仅可改善制冷系统的COP 值,更重要的是蒸发压力提高后有利于氨的吸收过程,吸收器的体积可以缩小.1.3 冷却水温t w 当t 2、t z 和冷凝器及吸收器传热温差恒定时,t w 的变化将对冷凝器和吸收器的工况产生446大连理工大学学报 第36卷 影响.当t w 降低时,冷凝温度t 1和与之相应的冷凝压力p 1也随之降低,从而使得发生器内的压力p f 也随之降低,发生终了的稀溶液浓度Y ′a 降低,ΔY增大,制冷系统的CO P 值提高.对吸收器而言,当t w 降低时,吸收终了的溶液浓度Y ′r 提高,ΔY 增大,并使q h 减小,制冷系统的性能得到改善.因此冷却水温的变化对氨水吸收式制冷循环有较大的影响.从上述对氨水吸收式制冷循环进行定性分析中可以发现,影响氨水吸收式制冷系统COP 值的主要因素有t 2、t w 、t z 和吸收压力p x .但在实际应用的制冷系统中,t z 和t w 是受外界条件所制约的.在制冷系统的设计中可以改变的仅有p x 和t 2,而提高p x 就必须设置前置式升压装置〔2〕,在很多情况下不易做到.因此,一般只能通过改变t 2来改善氨水吸收式制冷系统的COP .但提高t 2就必须提高加热热源的温度,t 2是否越高越好需进行定量计算才能分析.2 影响氨水吸收式制冷系统COP 值因素的定量分析为了深入了解上述对氨水吸收式制冷系统性能系数影响较大的因素综合变化时,对制冷循环COP 的影响,就必须对制冷循环进行热力计算.通过对这些因素的变化计算所得的制冷循环COP 值变化曲线的定量分析,可全面了解当t z 、热源温度t f (与之相对应的是t 2)、t w 同时发生变化时对氨水吸收式制冷循环COP 值的影响及COP 的变化范围,并找出相应的解决方法.制冷循环的热力计算程序按文献〔2〕所给出的氨水吸收式制冷循环热力计算方法编制,调用文献〔3〕所述的氨水溶液热力参数计算程序进行计算.计算中所用到的各参数取值为:Y ″5=99.8%;计算蒸发温度t *z =t z -Δt z ,Δt z = 2.5℃;冷凝器冷端温差Δt 1=8℃;发生器与冷凝器之间的压力降Δp f =0.01M Pa;发生终了稀溶液与恒温热源的温差Δt 2=t f -t 2=10℃;蒸发器与吸收器之间的压力降Δp z =0.03M Pa ;吸收器冷端温差Δt 3=6℃;溶液热交换器冷端温差Δt 3=10℃;精馏效率Z j =0.7;t w 分别为25℃和32℃;恒温热源温度变化范围t f =80~140℃;冷剂蒸发温度的变化范围t z =+10~-25℃.图2 t f 、t z 变化对COP 的影响 图3 t f 、t z 变化对q x 的影响图2~5分别为氨水吸收式制冷循环COP 、吸收热q x 、放气范围ΔY及精馏热q h 随t z 、t w 和447 第4期 徐士鸣等:氨水吸收式制冷循环的分析与改进448大连理工大学学报 第36卷 恒温热源温度t f变化的计算汇总曲线.从图2中可见,当t z和t w不变时,随着t f的增加,开始制冷循环的COP值迅速上升,而后逐渐减缓并出现极值,过该极值点后循环的COP值反而随t f的增加而渐渐降低.因此,对于氨水吸收式制冷循环,当制冷温度和冷却水温度一定时,并不要求出发生器的稀溶液有过高的温度.其原因是,在氨水吸收式制冷循环中氨的冷凝热与蒸发热几乎相等,热损失最大的是吸收热.从图3中可见,在上述条件下,随着t f的增加, q x开始急剧下降,而后逐渐减缓.q x下降到低点后随t f的增加有所上升,因此反映在制冷循环的COP曲线上就出现如图2中的现象.这一结论对利用余热制冷的系统尤为重要,在系统的设计中过分强调提高出发生器的稀溶液温度,会使传热温差减小,可回收利用的余热量减少或使发生器的换热面积增大,对制冷系统的设计带来不利的影响.图4 t f、t z变化对ΔY的影响 图5 t f、t z变化对q h的影响将图2与图4对照,在ΔY≤0.1范围内,随ΔY的增加制冷循环的COP值迅速上升.而在0.1≤ΔY≤0.2范围内,随ΔY的增加CO P值上升减缓,并在该区域内出现极值,然后渐渐下降.因此,过分强调增大制冷循环的ΔY是不必要的,只要0.1≤ΔY≤0.15(制冷系统的循环倍率f约在8~ 5.5范围内),制冷系统就能获得较为满意的COP值.从图2中还可看到,冷剂蒸发温度和冷却水温度对COP值的影响较大.冷剂蒸发温度越低,冷却水温度越高,出发生器的稀溶液温度也要求高,所需要的加热热源温度也相应提高,但COP值却降低.其主要原因是,当冷剂蒸发温度降低、冷却水温度提高时,q h大为增加(见图5),使制得单位质量冷剂的耗热量q f增大,CO P值减少.因此,当要求的制冷温度较低及冷却水温度又较高的情况下,就需要对传统的单级氨水吸收式制冷循环进行改进,通过采用回收精馏热的方法来提高COP值.3 回收精馏热对氨水吸收式制冷循环COP的影响如上所述,当制冷温度较低而冷却水温度又较高时,为了提高COP值就需要考虑回收精馏热.其方法为将出吸收器的浓溶液经溶液泵加压后分出一部分作为回流冷凝器或分凝器的冷却流体来回收精馏热.此时,单位质量冷剂所需的浓溶液分流量g 必须满足条件:g ≥q h /(h ′1-h 4a )(5)流经溶液热交换器的浓溶液吸热量为q r =(f -g )(h 1a -h 4a )=0.97(f -1)(h ′2-h 2a )(6) 这样,经过对发生器能量平衡计算后,得到回收精馏热后每制得1kg 冷剂在发生器内所消耗的热量为q f =h ″5-h ′2+f (h ′2-h 1a )+g (h 1a -h 4a )(7) 在上述条件下,当循环倍率f 较小时浓溶液在溶液热交换器内会发生汽化现象,这时可将溶液热交换器看作是一台二级发生器,在溶液热交换器的设计中必须考虑到浓溶液在热交换器内发生沸腾的情况.当浓溶液在溶液热交换器内发生沸腾时,出溶液热交换器的浓溶液处于汽液两相状态.组成此汽液两相的液体和气体状态点h ″1a 、h ′1a 、a ″1a 、Y ′1a 需要采用迭代计算才能确定.而当汽液两相流体进入精馏塔时,其回流冷凝器的回流比将发生变化.R 0=(Y ″5-Y ″1a )/〔(Y ″1a -Y ′1a )Z j〕(8)q h 0=h ″1a -h ″5+R 0(h ″1a -h ′1a )(9) 由上两式可知,当浓溶液在溶液热交换器内发生沸腾时,精馏热会发生变化,随之浓溶液分流量g 发生变化,流经溶液热交换器的流量(f -g )改变,出溶液热交换器的浓溶液状态发生变化,反过来又影响精馏热.因此,当浓溶液在溶液热交换器内发生沸腾时,在对精馏热进行迭代计算过程中,还需对出溶液热交换器的浓溶液状态进行迭代计算,使之收敛到某一定值.因此,当浓溶液在热交换器中发生沸腾时,出热交换器的两相流体热力参数的计算过程是一双重迭代的计算过程. 图6 回收精馏热后t f 、t z 变化对CO P 的影响图6为回收精馏热后,制冷循环COP 值随热源温度t f (或出发生器的稀溶液温度t 2)、冷剂蒸发温度t z 和冷却水温度t w 变化的曲线.从图中可见,在同一热源温度下,当其他条件不变时,COP 值均比不回收精馏热时有所提高,而且冷剂蒸发温度越低,冷却水温度越高,回收精馏热后COP 值提高得越多.这是因为制冷循环的精馏热q h 是随冷剂蒸发温度的降低,冷却水温度和出发生器稀溶液温度的提高而迅速增长(见图5).比较图2和图6,回收精馏热后COP 曲线明显高于未回收精馏热时的CO P 曲线.在所计算的范围内,回收精馏热后COP 值最大相对提高幅度为23.79%(t f =140℃,t w =32℃,t z =-15℃)和27.40%(t f =140℃,t w =25℃,t z =-25℃).由此可见,当制冷温度较低而冷却水温度较高时,回收制冷循环的精馏热对提高COP 值是非常有利的.449 第4期 徐士鸣等:氨水吸收式制冷循环的分析与改进450大连理工大学学报 第36卷 4 结 论(1)对于传统的氨水吸收式制冷循环,由于受到氨水这一制冷工质的限制,无论怎样调整制冷循环的热力参数,在正常的制冷温度和冷却水温度范围内其制冷循环的COP值不可能超过0.7.而且随着制冷温度的降低,冷却水温度的提高,COP值还要进一步降低.(2)尽管氨水吸收式制冷系统的COP值不高,但在一定的系统设计条件下还有提高其COP值的可能,尤其是对于有限热量的余热制冷系统,如何提高CO P值,使回收的单位热量能制得最多的冷量是至关重要的.(3)在氨水吸收式制冷系统的设计中应尽可能提高冷剂的蒸发温度,降低冷却水温度和冷凝温度,减少管道阻力损失,提高吸收压力,回收循环的精馏热;在此基础上选择最佳的出发生器的稀溶液温度,是氨水吸收式制冷系统最优设计的关键所在.参 考 文 献1 杨思文.氨水吸收式制冷机的基础理论和设计之七性能与流程.流体工程,1990,18(3):56~632 制冷工程设计手册编写组.制冷工程设计手册.北京:中国建筑工业出版社,1978.5843 徐士鸣,袁 一.N H3/H2O溶液热力参数表达式的推导与程序编制.流体机械,1995,23(2):55~59Analysing and improving of ammonia-water absorptionrefrigeration cycleXu Shiming Yuan Yi(Dept.o f Po wer Eng ineering,D U T) (Scho ol of Chemical Eng ineering,DU T)Abstract By analy sing the va riation of facto rs w hich affect ammo nia-w ater absorptio n re-frigeratio n cycle's COP,how to affect the cycle's COP due to the v ariatio n of the factors and how to co ntrol these factors to m ake the cycle's CO P higher a re know n.That the cycle's COP can be increased larg ely by retrieving the fractio nal distilatio n heat is pointed o ut.The results obtained can help to desig n the refrig era tion system.Key W ords:am mo nia-wa ter;a bsorptio n refrigeration;cycle。
浅谈氨水制冷运行心得作者:杨鹏来源:《中国化工贸易·下旬刊》2019年第06期摘要:本文中笔者结合具体工程实例,对氨水吸收式制冷技术进行详细的论述分析,旨在于通过此次课题研究,对氨水的处理工艺有更加深入的认识,从而推动该领域的纵深化发展。
关键词:氨水吸收式制冷;运行原理;研究分析青岛宏富昕化工技术装备公司所生产的余热氨水喷射制冷装置,制冷量可以达到1800kcal/h,是一种非常先进的氨水制冷设备。
该设备通过对废弃热能的应用,通过喷射制冷的原理使氨水的处理工作更加便捷。
同时该设备的运行成本较低,操作便捷,具有强大的实践意义。
在下文中笔者将基于此对氨水制冷处理工艺进行基本论述分析。
1 氨水吸收式制冷技术概述氨水吸收式制冷技术是一种以热能作为动力的制冷技术。
该技术可以充分利用工业生产当中的废热,进而形成一种能源的循环利用,符合可持续发展的理念,是一种具有广阔发展前景的新型技术。
该技术经过一段时间的实践发展,在氨水制冷领域当中有着非常广泛的应用。
该技术能够充分利用低位热源,除了工业废热以外,还能够利用太阳能和地热能作为动力,最大限度地减少氨水处理过程中的电能消耗,使能源的利用效率最大化。
从制冷循环流程上来看,该设备通过喷射增压的方式,形成一种氨水吸收式的制冷循环。
在运转过程中,液体首先从吸收器当中流出,进入到储槽当中,之后通过高压的作用流入到组合式发生器当中,在发生器当中对液体进行加热处理,通过热能的作用将液体分为稀释溶液和含水量较低的氨气,在上述工作完成之后对含水的氨气进行进一步处理,从而得到高纯度的氨气。
试验结果表明,使用该种方案进行氨水制冷处理,氨气的浓度能够达到99.5%以上,符合工业生产的相关标准。
在氨气提取完成之后,高温高压的稀释溶液经过换热降温处理过后返回到吸收器当中,对蒸发器中产出的氨气进行吸收,通过冷凝作用将氨气转化为液氨,进入到氨储槽当中供蒸发器使用,蒸发器当中流出的氨气再被贫液充分吸收,这样就形成了一种良性的制冷循环,提升整个处理工艺的效率。
氨水吸收实验总结与反思
广西统招专升本的专业包括许多领域,下面列举了一些常见的专业。
1. 电子信息类专业:涉及电子技术、通信技术和计算机技术等方面,有电子信息工程、通信工程、计算机科学与技术等专业。
2. 机械类专业:主要涉及机械制造、机械设计与制造及其自动化等方面,有机械设计制造及其自动化、车辆工程、材料成型与控制工程等专业。
3. 土木类专业:涉及土木工程、建筑工程等方面,有土木工程、建筑学等专业。
4. 化工类专业:主要涉及化学工程、化学工艺等方面,有化学工程与工艺、环境工程等专业。
5. 地理类专业:涉及地理科学、自然地理与资源环境等方面,有地理信息科学、自然地理学等专业。
6. 经济类专业:主要涉及经济学、国际经济与贸易等方面,有经济学、金融学等专业。
7. 文学类专业:涉及文学创作、文化研究等方面,有汉语言文学、新闻与传播学等专业。
8. 法学类专业:主要涉及法律法规、法律实务等方面,有法学、政治学与行政学等专业。
9. 教育类专业:涉及教育学原理、教育技术等方面,有教育学、心理学等专业。
10. 医学类专业:主要涉及医学理论、临床医学等方面,有临床医学、药学等专业。
请注意,以上只是一些常见的专业,实际还有许多其他专业可供选择。
具体招生信息和专业设置可咨询相关学校或教育部门。
氨离心压缩机学习总结一、情况介绍:生产规模为A、B两套系统,年产尿素60万吨。
氨离心机机组主要用途是处理来自合成系统一级、二级氨冷气氨和脱碳系统氨冷器的气氨,压缩冷凝液化后循环利用,氨离心机装置隶属净化车间。
A系统采用传统的螺杆式氨压缩机(四台),B系统采用蒸汽透平离心式压缩机(一台)。
在冬季气温较低的情况下,冷量需用少,两套系统公用B系统的氨离心机,A系统的螺杆机不再开启只作为B系统的氨离心机的备机;到夏季气温较高时,将A系统的螺杆机开启一部分作为对B系统冷量的补充。
该机组在2008年10月份开车运行,截止到目前机组主机未出现检修,设备运行良好。
二、机组运行介绍:1、工艺流程:1、1介质工艺流程1、2主蒸汽流程1、3循环油流程排水阀润滑油使用ISOVG46,没有进行真空滤油和板式滤油机进行滤油处理,只是根据油压压差值的变化进行清洗更换精过滤器滤芯和每月月底前打开油箱底部的排水阀进行排水处理;另外泵站没有设置事故油泵,蓄能器充高精氮1、4干气密封流程2、主要设备参数2、1蒸汽透平机2、2离心式氨压缩机2、3凝汽器2、4段间冷却器2、5液贮槽2、6蒸发冷:使用洛阳隆华制冷设备有限公司产品四台,排热量为3780Kw。
由于换热效果不好,后又新上两台大连BAC公司的设备,排热量为566Kw。
2、7凝液泵:流量为22m3/h,扬程61米,直接将冷凝液送到脱盐水岗位。
三、连锁监控系统:3、1温度、压力连锁:3、2液位连锁:3、3位移连锁:3、4振动连锁:四、操作程序4、1开停车操作①、开车:⑴、机组所属的主机、辅机、附属设备的安装或检修工作全部结束。
本机组所属的主机、辅机、蒸汽系统、工艺系统、油系统、脱盐水、冷凝液系统、循环水、系统等检查、清理、清洗等工作全部结束,都处在正常工作状态。
仪表、空气、氮气、水、电等公用工程具备使用条件。
⑵、润滑油系统油箱油位在正常液位、油质合格。
现场的通讯,照明设施齐全,消防器材配备充足。
吸氨器操作规程(暂行)1.流程说明1.1液氨通过FV2404气动调阀控制流量定量进入吸氨器,软化水通过 FV2410 气动调阀控制流量定量进入吸氨器。
液氨在吸氨器里面首先和氨水以及冷却水换热,生成氨气。
氨气和软化水在反应室吸收反应生成氨水,并放出大量的热,高温的氨水溶液先流入冷却水换热器,大部分热量由冷却水带走。
从冷却水换热器出来的氨水温度约30-45℃左右,再来到氨水过冷器冷却降温,降到合适的温度。
在氨水出口管道上有氨水的温度和密度测量装置,根据测得的氨水温度和密度,来控制液氨和水的流量,从而获得一定浓度的氨水。
从吸氨器出来的氨水可以依靠自身的压力到达氨水储罐。
3.工艺操作3.1开机前检查3.1.1所有管路和吸氨器连接良好,主要有液氨管路、工艺水管路、氨水管路、冷却水管路和仪表风管路。
3.1.2除了两个排空阀(V2425、V2426)应处于关闭状态,其余手动阀都应该处于开启状态。
3.1.3系统中4个气动阀门(V2402、V2404、V2409、V2410)都处于关闭状态(投运前应进行开关测试,并都显示正常)。
3.1.4检查工艺水进水压力是否正常,水压>0.3MPa,同时检测水质是否合格(总硬度小于0.03mmol/L)。
3.1.5检查液氨进口压力是否正常,压力在0.4—2.0MPa。
3.1.6检查氨水储罐液位,确保氨水储罐有足够空间。
3.1.7检查吸氨器出口至氨水储罐管线阀门是否处于打开状态,确保管线畅通。
3.1.8检查仪表气进口压力是否正常,压力在0.5—0.7MPa,气动切断阀执行器压力控制在0.5—0.6MPa,气动调节阀执行器压力控制在0.2MPa左右。
3.1.9开启冷却水循环系统,检查冷却水入口温度小于32℃,入口压力在0.2—0.4MPa之间(冷却水供回水至少有0.2MPa以上的差压)。
3.1.10循环冷却水水质要求:3.2开机:3.2.1系统自检:系统给电,PLC对系统进行自检,如检测正常,PLC显示自检完毕,准备启动。
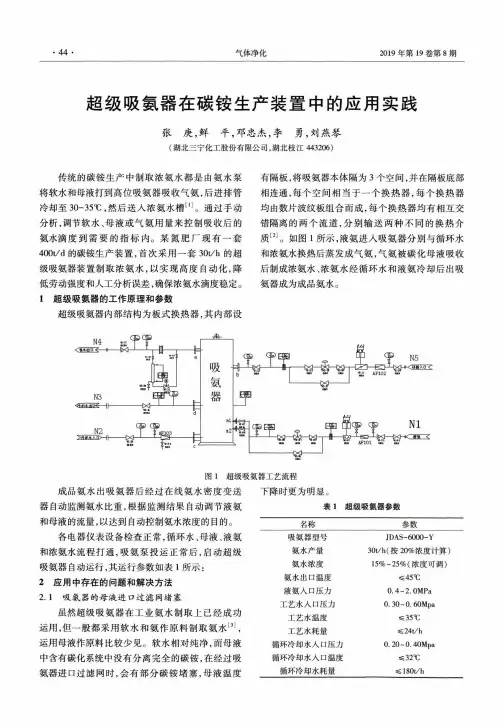
•44•气体净化2019年第19卷第8期超级吸氨器在碳钱生产装置中的应用实践张庚,鲜平,邓忠杰,李勇,刘燕琴(湖北三宁化工股份有限公司,湖北枝江443206)传统的碳钱生产中制取浓氨水都是由氨水泵将软水和母液打到高位吸氨器吸收气氨,后进排管冷却至3O-35T,然后送入浓氨水槽⑷。
通过手动分析,调节软水、母液或气氨用量来控制吸收后的氨水滴度到需要的指标内。
某氮肥厂现有一套400t/d的碳鞍生产装置,首次采用一套30t/h的超级吸氨器装置制取浓氨水,以实现高度自动化,降低劳动强度和人工分析误差,确保浓氨水滴度稳定。
1超级吸氨器的工作原理和参数超级吸氨器内部结构为板式换热器,其内部设有隔板,将吸氨器本体隔为3个空间,并在隔板底部相连通,每个空间相当于一个换热器,每个换热器均由数片波纹板组合而成,每个换热器均有相互交错隔离的两个流道,分别输送两种不同的换热介质⑵。
如图1所示,液氨进入吸氨器分别与循环水和浓氨水换热后蒸发成气氨,气氨被碳化母液吸收后制成浓氨水、浓氨水经循环水和液氨冷却后出吸氨器成为成品氨水。
图1超级吸氨器工艺流程成品氨水出吸氨器后经过在线氨水密度变送器自动监测氨水比重,根据监测结果自动调节液氨和母液的流量,以达到自动控制氨水浓度的目的。
各电器仪表设备检查正常,循环水、母液、液氨和浓氨水流程打通,吸氨泵投运正常后,启动超级吸氨器自动运行,其运行参数如表1所示:2应用中存在的问题和解决方法2.1吸氨器的母液进口过滤网堵塞虽然超级吸氨器在工业氨水制取上已经成功运用,但一般都采用软水和氨作原料制取氨水⑶,运用母液作原料比较少见。
软水相对纯净,而母液中含有碳化系统中没有分离完全的碳钱,在经过吸氨器进口过滤网时,会有部分碳钱堵塞,母液温度下降时更为明显。
表1超级吸氨器参数名称参数吸氨器型号JDAS-6000-Y氨水产量30t/h(按20%浓度计算)氨水浓度15%~25%(浓度可调)氨水出口温度W45七液氨入口压力0.4-2.OMPa工艺水入口压力0.30~0.60Mpa 工艺水温度W35七工艺水耗量W24t/h 循环冷却水入口压力0.20~0.40Mpa循环冷却水入口温度W32七循环冷却水耗量W180t/h2019年第19卷8期气体净化•45•为保证氨水长周期稳定制取,除在每次碳化倒塔时安排专人对母液过滤网清洗,还利用计划性检修对母液槽内存肥进行清挖,降低母液中碳镀含量。
超级吸氨器工作原理
超级吸氨器是一种常用于处理含氨废气的装置,其工作原理如下:
1. 氨气吸附:废气通过超级吸氨器时,其中的氨气分子会被吸附剂捕获。
吸附剂通常是一种化学物质,例如活性炭或氧化铝等。
2. 吸附剂再生:当吸附剂饱和后,需要进行再生以恢复其吸附能力。
再生通常采用加热或冷却的方式。
例如,将超级吸氨器内的吸附剂加热至高温,使吸附剂上的氨气释放出来,同时将其从系统中排出。
3. 氨气回收:经过吸附剂再生后,释放出的氨气可被收集和回收利用。
这样可以实现废气处理和资源回收的双重效益。
总的来说,超级吸氨器利用吸附剂对废气中的氨气进行吸附和再生处理,从而达到净化废气和回收氨气的目的。
锅炉氨法烟气脱硫运行规程编制:审核:批准:宁波大榭开发区万华工业园热电有限公司二0一三年六月目录1.1 常用仪表符号及设备位号说明 (8)1.1.1 仪表符号标识 (8)1.2 界区条件 (10)1.2.1 循环冷却水 (10)1.2.2电力特性 (10)1.2.3 仪表空气 (11)1.2.4 氨水、液氨及蒸汽 (11)1.3 工艺系统原理说明 (11)1.4 工艺系统流程说 (12)1.4.1烟气系统 (12)1.4.2吸收循环系统 (13)1.4.3氧化空气系统 (13)1.4.4吸收剂供给系统 (13)1.4.5工艺水系统 (14)1.4.6硫铵后处理系统 (14)1.4.7检修排空系统 (14)1.4.8压滤系统 (15)1.4.9气浮装置系统 (15)2 工艺条件参数 (16)2.1 主要工艺参数指标 (16)2.2 工艺控制回路及报警 (18)2.3 分析项目一览表 (20)3 脱硫装置生产操作法 (21)3.1 装置启动前的检查 (21)3.2 整套系统的启动及停止顺序 (23)3.3 脱硫系统投料试车 (23)3.3.1建立稳定的吸收循环系统 (23)3.3.2启动氧化风机 (24)3.3.3 烟气倒入脱硫塔 (24)3.3.4 投料 (26)3.4 硫铵系统的启动 (26)3.4.1硫铵系统启动准备 (27)3.4.2 启动干燥包装系统 (27)3.4.3 启动硫铵分离系统 (27)3.5装置停车 (28)3.5.1 计划停车 (28)3.5.2 非计划停车 (31)3.6动力设备单体操作法 (33)3.6.1 化工离心泵 (33)3.6.2增压风机产品说明书 (34)3.6.3氧化风机(罗茨风机) (41)3.6.4 干燥引风机 (48)3.6.5 旋流器 (49)3.6.6 离心机 (51)3.6.7 振动流化床干燥机 (55)3.6.8 包装机 (65)4 异常情况的处理 (66)4.1 主要工艺指标异常 (66)4.2 离心机故障 (67)4.2.1离心机油系统故障 (67)4.2.2离心机推料机构故障 (68)4.2.3 离心机电机异常 (68)4.2.4离心机振动异常 (69)4.2.5离心机主机过载,推料停止 (69)4.3 包装机故障 (70)4.3.1包装机启动异常 (70)4.3.2 包装机电磁夹带故障 (70)4.3.3包装机下料故障 (71)4.3.4包装机仪表故障 (71)4.3.5包装机称量故障 (71)4.4 干燥系统故障 (72)4.4.1振动流化床干燥系统堵塞 (72)4.4.2 干燥系统出料故障 (73)4.5 380V电源中断 (73)4.6 其他工艺指标异常时的判断及处理方法 (74)5 脱硫装置安全生产规定 (77)5.1个人防护规定 (77)5.2 防堵、防泄漏规定 (77)5.2.1防堵规定: (77)5.2.2 防泄漏规定 (78)5.3 防冻防凝规定 (79)5.4 挡板门切换规定 (79)5.5 PH计使用及维护规定 (80)5.6 浓缩段底流阀操作规定 (81)5.7检修排空系统操作规定 (82)5.8 氨水卸车和输送操作规定 (84)5.9 包装机称重仪表使用 (85)5.10 CEMS维护规定 (85)5.10.1日常维护 (85)5.10.2定期维护 (86)6 脱硫装置主要设备 (87)6.1脱硫装置设备一览表 (87)6.2 设备维护保养制度 (97)6.3设备巡回检查制度 (98)6.4设备定期切换制度 (100)7 附录 (102)7.1 氨水 (102)7.2 硫酸铵 (108)7.3.5 烟道主保护联锁操作说明 (117)7.4超级吸氨器 (117)1 工艺过程说明本公司3×220t/h(备410t/h)锅炉氨法烟气脱硫工程脱硫工艺采用江南氨—肥法专利技术,结晶方式采用塔内饱和结晶工艺,脱硫系统采用一炉两塔的布置形式,同时要求将3台220t/h锅炉烟气接入两塔中的3#脱硫塔,并预留410t/h锅炉烟气接入口,3#脱硫塔与4#脱硫塔之间实现相互切换,脱硫后净湿烟气脱硫塔直接排放。
吸氨岗位工艺操作指标一、浓氨水中:NH3:冬季190~200tt,夏季:≥200ttCO2:冬季60~75毫升/毫升,夏季:50~65毫升/毫升二、无硫氨水浓度100~120tt吸氨泵出口压力0.3~0.4MPa三、温度:冷排浓氨水出口温度≤40℃有关吸氨生产操作问答1、用母液和稀氨水制备浓氨水的原理是什么?有什么优点?浓氨水的制备一般是用水吸收气氨并伴有化学反应的吸收过程,反应如下:NH3+H2O ===== NH4OH+Q增加压力和降低温度,可以增大氨在水中的溶解度,从而制得高浓度的氨水。
在实际生产中是用母液和稀氨水吸氨来制备浓氨水的。
由于溶液中有一定的二氧化碳和氨,并含有碳酸氢铵,因而,吸收过程和反应除氨与水生成氢氧化铵以外,同时还有一部分氢氧化铵和溶液中的碳酸氢铵作用生成碳酸铵和水,反应式如下:NH4HCO3+NH4OH =====(NH4)2CO3+H2O用母液和稀氨水制备浓氨水有以下优点。
⑴由于溶液中有二氧化碳存在,可以大大降低浓氨水液面上氨的蒸汽平衡分压,所以能降低氨的损失,同时加快了吸收速度。
⑵可以回收利用母液和稀氨水中的氨和二氧化碳,有利于生产中的平衡和水的平衡。
⑶浓氨水中含有碳酸铵可以缩短碳化过程的时间。
2、高位吸氨器的构造和作用是怎样的?高位吸氨器是由不锈钢或铝材制作而成的,主要由吸氨室和中心管喷嘴组成,结构简单。
工作时借助高位位能造成吸气室为负压,使气氨不断地被吸入,并被液体所夹带,在液体往下流动时,气液充分混合,气氨溶解于液体中而成为氨水。
高位吸氨器安装高度一般在10m以上,这样就有0.1MPa压力的静压转化为10m以上液位具的位能,而使液体下降较快,在吸氨器内造成负压抽吸气氨。
由于氨的溶解度大,气氨不断被吸收,而使气氨的压力降低。
因此采用高位吸氨器制备浓氨水,可以降低氨总管的压力,因而降低了合成氨冷的温度和合成塔入口氨含量,从而增加了氨产量。
3、吸收岗位正常开车应注意哪些问题?⑴开车前的准备①检查各设备、管道、阀门,分析取样点及电器、仪表等,必须正常完好。
动力车间20T/h循环流化床锅炉脱硝系统减排成果总结莫海发布时间:2021-09-18T03:47:22.928Z 来源:《防护工程》2021年17期作者:莫海[导读] 我国是一个能源结构以燃煤为主的国家,随着工业化进程及城镇化的加剧,燃煤引起的大气污染问题日益严峻,其中燃煤电厂产生的 NOx、SO2及烟尘等污染物对大气环境的恶化有重要贡献。
NOx是燃煤电厂主要大气污染物之一,不但会造成臭氧层破坏、温室效应、酸雨和光化学污染等一系列环境问题,还对人体健康构成严重威胁。
基于此,文章就结合具体实际分析动力车间20T/h循环流化床锅炉脱硝系统减排。
莫海广西梧州制药(集团)股份有限公司广西梧州 543000摘要:我国是一个能源结构以燃煤为主的国家,随着工业化进程及城镇化的加剧,燃煤引起的大气污染问题日益严峻,其中燃煤电厂产生的 NOx、SO2及烟尘等污染物对大气环境的恶化有重要贡献。
NOx是燃煤电厂主要大气污染物之一,不但会造成臭氧层破坏、温室效应、酸雨和光化学污染等一系列环境问题,还对人体健康构成严重威胁。
基于此,文章就结合具体实际分析动力车间20T/h循环流化床锅炉脱硝系统减排。
关键词:动力车间;循环流化床;锅炉脱硝;系统减排一、安装背景2019年6月14日,自治区环科院来我司对锅炉烟气进行监测时发现氮氧化物折算浓度超标。
市生态环境局非常重视此事,于6月26日到我司召开紧急会议,要求我司各级领导重视该问题,认真检查、分析和整改,积极寻求最快、最有效的解决方式,争取能在最短时间内有效降低氮氧化物的排放浓度,以达到稳定达标排放的目标和要求。
根据历史数据分析,我司的氮氧化物实测浓度值基本都在200-260mg/m3。
燃烧的原料主要是煤,多年来数值相对稳定,并未出现实测浓度值超标的情况。
燃煤锅炉的氧含量基准值是9,燃煤锅炉燃烧时氧含量数值较高,故而氧含量较高导致氮氧化物折算值较高。
我司锅炉投入年限已有十一年,锅炉配套尾气处理设施已使用超过七年。
氨分解制氢与气体纯化设备(AQ-80/FC-160)一.前言1.1 适用范围本手册的主要内容是指导使用者如何正确地使用本设备及做一般性保养工作。
其目的在确保设备正确和安全的使用,延长设备使用寿命,减少设备故障。
本手册同时提供设备之相关资料,以备参考查询。
在使用设备前必须先熟读本手册,并严格按照指示操作及保养,以免造成设备故障。
如果发生本手册没有明确包括的修改或变更,其后果应有变更方负责。
用户要想对本系统的某些部分或部件进行本说明书没有直接叙述的变更或修改时,可与本公司技术部联系,求得帮助。
1.2 保密性本手册包含本公司的技术资料。
没有本公司的书面允许,手册其中的资料,不论是全部还是部分,均不得复制或传播。
二、基本原理AQ系列氨分解制氢炉以液氨为原料,在催化剂的作用下,加热分解得到含氢75%、含氮25%的氢氮混合气体。
FC系列气体纯化装置与AQ系列氨分解制氢炉配套使用,可以脱除分解后混合气体中的残余氨和微量水份等气体杂质。
用该系列装置制取氢氮混合气体,具有结构简单、操作方便、投资少、效率高等特点,容易获得较满意的纯净的保护气体。
可以广泛地应用于半导体工业、玻璃工业、冶金工业以及其它需要保护气氛的生产和科研部门中。
2.1利用液氨分解来制取保护气体,在工业上较容易实现,这是因为:2.1.1氨易分解。
氨在催化剂存在的情况下,常压加热至300℃以上即能分解并且随着温度的升高,分解速度加快,分解也就越完全。
反应式如下:2.1.2 气体精制容易。
作为原料的液氨纯度是很高的,其中挥发性杂质只有少量的惰性气体和水份,特别是含氧量极少。
因此,氨分解后的混合气体只需通过简单的净化就可获得比较满意的保护气体。
2.1.3原料液氨容易得到,价格低廉,原料消耗量比较少(每公斤液氨可产生2.6m3混合气体)。
2.2 氨分解制氢系统流程图(见附图)2.3 氨分解制氢及气体纯化系统流程介绍2.3.1 液态氨从氨储罐经汽化器水浴加热和自身汽化后成气态,经减压阀减压,压力降至0.1Mpa (表压),然后经套管换热器预热进入分解炉。