制造计量器具许可考核通用规范
- 格式:doc
- 大小:122.50 KB
- 文档页数:10
浙江省质量技术监督局关于印发《加强计量器具制造、修理和型式批准行政许可事中事后监督管理的意见》的通知文章属性•【制定机关】浙江省质量技术监督局•【公布日期】2015.01.30•【字号】浙质量发〔2015〕12号•【施行日期】2015.03.01•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】行政许可正文关于印发《加强计量器具制造、修理和型式批准行政许可事中事后监督管理的意见》的通知浙质量发〔2015〕12号各市、各县(市、区)质量技术监督局(市场监督管理局),有关法定计量检定机构:现将《加强计量器具制造、修理和型式批准行政许可事中事后监督管理的意见》印发你们,自2015年3月1日起实施。
请结合实际,认真遵照执行。
浙江省质量技术监督局2015年1月30日关于加强计量器具制造、修理和型式批准行政许可事中事后监督管理的意见根据《关于进一步做好行政审批权下放工作的通知》(浙质法发〔2013〕251号)的要求,为确保行政审批工作质量,现就加强计量器具制造、修理和型式批准行政许可事中事后监督管理工作提出如下意见。
一、强化计量器具制造、修理和型式批准行政许可的事中监督管理(一) 切实提升承接能力。
不断细化和完善制造计量器具行政许可作业指导书,切实提高指导的针对性和可操作性。
各市、有关县(市、区)质量技术监督局(市场监督管理局)(以下简称各市、县局)要加强组织领导,健全相关制度,加大保障力度,全面增强省级委托计量行政许可业务能力,确保符合有关法律法规要求。
加强人员培训和行风廉政建设,严禁一切借行政许可名义搭车乱收费,严禁以任何借口增加企业负担,严禁以行政许可名义签订服务协议,严禁吃拿卡要。
(二)严格遵守受理范围。
各市、县局要按照省质监局(以下简称省局)计量器具制造、修理和型式批准行政许可作业指导书的规定实施许可工作,不得擅自变更或增加受理内容。
对企业主动申请未列入《中华人民共和国依法管理的计量器具目录(型式批准部分)》(国家质检总局2005年145号公告)内计量器具型式批准、制造(修理)计量器具行政许可的,一律不得违规受理。
在制造计量器具许可考核中应注意的事项杜韶斌【期刊名称】《中国计量》【年(卷),期】2011()8【摘要】2010年3月2日由国家质检总局发布的JJF1246-2010《制造计量器具许可考核通用规范》自2010年6月2日起实施。
笔者结合JJF1246-2010的贯彻学习,针对不同类型和规模的企业,就制造计量器具企业许可考核时应关注的重点谈一些做法。
【总页数】2页(P27-28)【关键词】计量器具;考核;制造;国家质检总局;企业【作者】杜韶斌【作者单位】安徽省芜湖市计量测试研究所【正文语种】中文【中图分类】F203【相关文献】1.计量器具许可证取消,制造企业r须自我规范管理r——纪念JJF 1246《制造计量器具许可考核通用规范》 [J], 罗伏隆2.规范计量许可管理, 提高器具制造水平——也谈JJF 1246-2010《制造计量器具许可考核通用规范》解读 [J], 罗伏隆3.关于发布《上海市制造计量器具许可证办理程序》的通知/关于发布"市局发证的计量器具产品目录"的通知/关于发布"简易审批的计量器具目录"/计量器具样机试验合格证公报(2004.6~2004.7)/制造计量器具许可证公报(2004.6~2004.7)/计量认证公报(2004.4~2004.6) [J],4.关于颁发2004年度首批计量授权证书的通知/关于公布2004年度上海市省级法定计量检定机构考评员名单的通知/关于印发《国家免检、上海名牌计量器具生产企业座谈会会议纪要》的通知/计量器具样机试验合格证公报(2004.10~2004.11)/制造计量器具许可证公报(2004.10~2004.11)/ 计量认证公报(2004.9~2004.10) [J],5.上海市质量技术监督局关于实施《制造计量器具许可考核通用规范》和《上海市办理制造计量器具许可作业指导书》的通知 [J],因版权原因,仅展示原文概要,查看原文内容请购买。

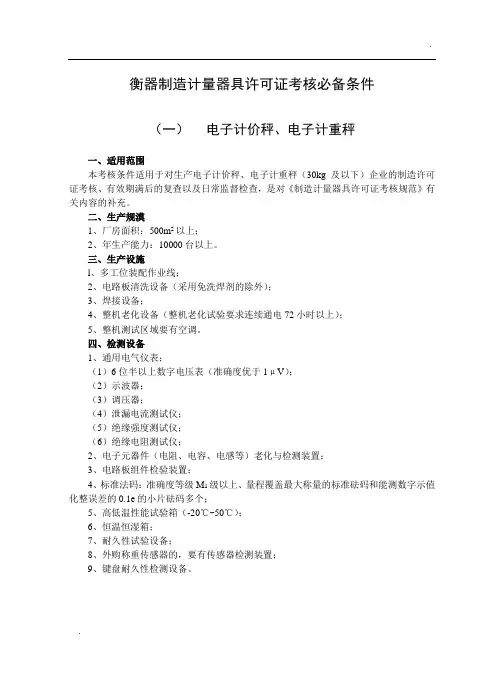
衡器制造计量器具许可证考核必备条件(一)电子计价秤、电子计重秤一、适用范围本考核条件适用于对生产电子计价秤、电子计重秤(30kg及以下)企业的制造许可证考核、有效期满后的复查以及日常监督检查,是对《制造计量器具许可证考核规范》有关内容的补充。
二、生产规漠1、厂房面积:500m2以上;2、年生产能力:10000台以上。
三、生产设施l、多工位装配作业线;2、电路板清洗设备(采用免洗焊剂的除外);3、焊接设备;4、整机老化设备(整机老化试验要求连续通电72小时以上);5、整机测试区域要有空调。
四、检测设备1、通用电气仪表;(1)6位半以上数字电压表(准确度优于1μV);(2)示波器;(3)调压器;(4)泄漏电流测试仪;(5)绝缘强度测试仪;(6)绝缘电阻测试仪;2、电子元器件(电阻、电容、电感等)老化与检测装置;3、电路板组件检验装置;4、标准法码:准确度等级M1级以上、量程覆盖最大称量的标准砝码和能测数字示值化整误差的0.1e的小片砝码多个;5、高低温性能试验箱(-20℃~50℃);6、恒温恒湿箱;7、耐久性试验设备;8、外购称重传感器的,要有传感器检测装置;9、键盘耐久性检测设备。
(二)电子地上衡、地中衡、汽车衡一、适度范围本考核条件适用于对生产电子地上衡、地中衡、汽车衡企业的制造许可证考核、有效期满后的复查以及日常监督检查,是对《制造计量器具许可证考核规范》有关内容的补充。
二、生产规模l、厂房面积:1000m2以上;2、年生产能力:200台以上。
三、生产设施1、焊接设备;2、起吊设备;3、满足工艺需要的机械加工设备;4、整机检验平台(场地);5、剪板机或自动、半自动切割设备;6、表面涂漆场地。
四、检测设备1、通用电气仪表;(l)调压器;(2)6位半以上数字电压表(准确度优于1μV);(3)泄漏电流测试仪;(4)绝缘强度测试仪;(5)绝缘电阻测试仪;(6)标准信号源(准确度优于0.01%);2、标准砝码:最大称量在100t以下的,应具有不少于最大称量的M1级标准法码和能测数字示值化整误差的0.1e的小珐码多个。
计量标准考核规范(JJF 1033-2008)引言为了加强计量标准的管理,进一步规范计量标准的考核工作,保障国家计量单位制的统一和量值传递的一致性、准确性,为国民经济和社会发展以及计量监督管理提供准确的检定、校准数据或结果,根据《中华人民共和国计量法》、《计量标准考核办法》的有关规定,并参照国际法制计量组织(OIML)对计量标准的要求,制定本计量标准考核规范(以下简称“规范”)。
1 范围本规范适用于新建计量标准的考核、已建计量标准的复查考核以及计量标准考核的监督管理。
2 引用文献本规范引用下列文献:JJF 1001-1998 《通用计量术语及定义》JJF 1059-1999 《测量不确定度评定与表示》JJF 1139-2005 《计量器具检定周期确定原则和方法》JJF 1117-2004 《测量仪器比对规范》JJF 1094-2002 《测量仪器特性评定》GB/T 4091 - 2001 idt ISO8258 : 1991 《常规控制图》使用本规范时,应注意使用上述引用文献的现行有效版本。
3 术语3.1 计量标准为了定义、实现、保存或复现量的单位或一个或多个量值,用作参考的实物量具、测量仪器、参考(标准)物质或测量系统。
注:本规范所指计量标准约定由计量标准器及配套设备组成。
3.2 计量标准考核质量技术监督部门对计量标准测量能力的评定和开展量值传递资格的确认。
3.3 计量标准的考评在计量标准考核过程中,计量标准考评员对计量标准测量能力的评价。
3.4 计量标准的不确定度在检定或校准结果的测量不确定度中,由计量标准所引入的不确定度分量。
它包括计量标准器及配套设备所引入的不确定度分量。
注:如果计量标准中的计量标准器或配套设备所提供的标准量值通过检定方式进行溯源,则计量标准的不确定度可以由计量标准的最大允许误差通过B 类评定得到。
如果计量标准中的计量标准器或配套设备所提供的标准量值通过校准方式进行溯源,则计量标准的不确定度由校准证书得到。
制造计量器具许可证通用考核规范(试行)1范围本规范适用于组织申请办理制造计量器具许可证考核。
许可证的日常监督检查和有效期满后的复查参照执行。
2引用文献本规范引用下列文献:JJF 1002—1998《国家计量检定规程编写规则》JJF1001—1998《通用计量术语及概念》《中华人民共和国计量法》《中华人民共和国计量法实施细则》《制造、修理计量器具许可证监督管理办法》《计量器具新产品管理办法》JJF1015—2002《计量器具型式评价和型式批准通用规范》利用本规范时应注意利用上述引用文献的现行有效版本。
3术语组织职责、权限和彼此关系取得安排的一组人员及设施。
计量器具单独地或连同辅助设备一路用以测量的器具。
测量设备测量仪器、测量标准、参考物质、辅助设备和进行测量所必需的资料的总称。
准确度品级符合必然的计量要求,使误差维持在规定极限之内的测量仪器的品级、级别。
注:准确度品级通常按约定注以数字或符号,并称为品级指标。
4总则制造计量器具许可证考核包括计量法制管理要求、产品质量要求和生产条件要求等三个方面。
5计量法制管理要求未经国务院计量行政部门批准,不得制造非法定计量单位的计量器具和国务院计量行政部门禁止利用的计量器具。
法定计量单位产品和与产品有关的技术文件、资料,应按国家有关规定采用法定计量单位。
产品准确度品级产品的准确度品级应符合国家计量检定系统表和检定规程的要求。
许可证标志和编号取得制造许可证的组织,应当在产品明显部位(或铭牌)、利用说明书和外包装上标明制造许可证标志和编号。
许可证的编号要与标志在一路采用,编号标注在标志的下侧或右边。
特殊情况下,难以把许可证标志和编号标明在产品上的,必需经发证的政府计量行政部门批准。
未取得制造计量器具许可证的产品不得利用标志和编号。
许可证标志和编号一概不得转让。
产品合格印证出厂产品必需具有合格证(或合格印)申请许可证条件申请许可证的新产品必需依照《计量器具新产品管理办法》取得型式批准证书。
《制造计量器具许可考核通用规范》自我评价记录表申请单位(公章):申请日期:序号考核条款考核要求考核方法自我评价自我评价记录符合不符合不适用1 ★4.2.1 型式批准申请许可的新产品必须按规定取得相应的型式批准证书。
(1)检查新产品是否取得型式批准证书;(2)如果原依据的型式评价大纲发生变化的,检查申请单位是否按照新的大纲要求取得了型式批准。
□□□2 4.2.2 计量单位与产品有关的技术文件、资料,应按国家有关规定采用法定计量单位。
检查与产品有关的技术文件、资料,是否全部采用法定计量单位。
□□□3 ★许可标志取得制造许可证的单位,应当在产品明显部位(或者铭牌)、使用说明书和外包装上标明制造许可标志和编号。
委托加工的计量器具,应有被委托方的制造计量器具许可证标志和编号。
对许可证到期复查的企业,检查许可证标志和编号使用的正确性。
□□□4 4.2.4产品标识计量器具铭牌标识应包括: 计量器具名称、规格(型号)、出厂编号;计量器具的生产厂名、准确度等级或最大允许误差、许可证标志和编号等信息。
检查是否有产品标识;标识的信息是否正确、齐全。
□□□5 ★产品合格证出厂产品必须经检验合格,并具有合格证。
(1)抽样检查出厂产品是否具有合格印证;(2)检查合格印证的信息是否真实、内容是否齐全。
□□□6 4.2.6 调整控制如果有要求,应在产品相应位置进行铅封、封印或其他保护措施。
(1)检查是否按要求采取了铅封、封印或其他保护措施;(2)检查保护措施的有效性。
□□□1序号考核条款考核要求考核方法自我评价自我评价记录符合不符合不适用7 4.3.1单位负责人单位负责人应熟悉《计量法》等有关法律法规,重视计量和质量工作,并管理或指定管理者代表负责单位计量和质量管理工作。
(1)查阅有关人员名册和任命书、聘用合同等相关证明材料;(2)采取与单位负责人面谈方式,检查其熟悉《计量法》等有关法律法规,重视计量和质量工作的情况;(3)检查质量和计量管理人员的配置是否满足要求,并通过面谈或笔试方式,检查其是否能独立行使职权,熟悉和掌握本岗位的质量和计量管理工作。
(4)通过与技术人员面谈、笔试或现场操作方式,检查其是否具有相应的专业知识和一定工作经验,能解决技术和质量问题。
(5)检查计量检定人员实际掌握计量专业知识和操作技能的情况。
□□□8 4.3.2 质量管理人员申请单位应设置足够的质量管理人员,各岗位职责明确,并能独立行使职权,熟悉和掌握本岗位的质量管理工作。
□□□9 4.3.3 技术人员申请单位应根据生产规模配备相适应技术人员,并且有相应的专业知识和一定工作经验,能解决技术和质量问题。
□□□10 4.3.4 计量人员申请单位应根据需要设置足够的计量人员,各岗位职责明确,熟悉和掌握本岗位的计量工作。
计量检定人员应经考核合格,取得相应的计量检定员证。
□□□11 4.3.5 操作人员操作人员能够胜任本职岗位工作,经培训考核符合,国家规定实施职业资格的岗位必须持证上岗。
□□□12 4.3.6 能力和培训申请单位应确保上述有关人员具有可证明的能力,以执行分配的任务。
应规定所要求的专门技能,制定教育培训计划。
单位应该确保提供培训以满足已识别的需要,保存培训活动的记录,评价培训的有效性并予以记录。
(1)查看是否有培训计划,计划的内容是否满足单位生产和管理的需要;(2)检查培训计划的落实情况和培训的有效性,并查阅有关培训的档案资料。
□□□2生产场所序号考核条款考核要求考核方法自我评价自我评价记录符合不符合不适用13 ★固定生产场所具有与所制造的计量器具相适应的固定生产场所,明确区分生产、检验、包装和储存等区域,并符合该项目许可考核必备条件所规定的要求。
异地组织生产的,须提交生产地在工商管理部门备案的证明材料。
(1)查看办公地、生产地是否与工商注册或备案地点相符:(2)查看固定生产场所的产权证明或租赁合同的原始文件;(3)对照许可考核必备条件检查固定生产场所是否符合规定的要求;(4)检查生产场所是否明确区分生产、检验、包装和储存等区域;(5)异地组织生产的,是否具有相关证明材料。
□□□14 4.4.2生产环境条件1、各加工、装配和试验生产线工作环境清洁,物料放置整齐,标识清晰。
2、零部件工序流转应有必要的工位器具,防止磕、碰、划伤。
3、应满足相应标准及工艺技术文件所规定的环境温度、湿度以及防尘、防震、防锈蚀、抗干扰、防静电等设施的要求,并应有相应的监测设备和监控记录。
(1)检查生产环境是否清洁,物品堆放是否整齐;(2)检查零部件工序流转是否有必要的工位器具;(3)检查防尘、防潮、防振、防腐蚀、防干扰等设施及环境温度是否满足保护人身健康安全的要求,是否符合生产工艺和生产设备的要求。
□□□3生产设施序号考核条款考核要求考核方法自我评价自我评价记录符合不符合不适用15 ★生产设备用于生产的各种设备的种类、数量、准确度和性能等应能满足所制造的计量器具的生产和工艺的要求,并符合该项目的“许可考核必备条件”所规定的要求。
(1)将许可考核必备条件中规定的要求与单位提供的生产设备配备一览表相对照,检查生产设备配备是否齐全;设备性能是否满足生产和工艺的要求;(2)现场检查生产设备的配备情况,与一览表的一致性;(3)根据一览表随机抽样若干种主要设备,检查性能、状态的符合性。
□□□见考核规范附录B表:主要生产设备确认记录表16 4.5.2 工艺装备各类工艺装备的数量、准确度、种类等应满足所制造计量器具的生产、加工、装配的要求,并符合该项目的“许可证考核必备条件”所规定的要求。
(1)根据许可考核必备条件中规定的要求,对照单位的工艺装备一览表,检查工艺装备配备的是否齐全,性能是否符合要求;(2)现场检查工艺装备的配备情况与一览表的一致性;(3)根据工艺文件或者工艺装备一览表随机抽样若干种关键工艺装备,检查性能、状态的符合性。
□□□17 4.5.3 检测设备根据原材料验收、关键零部件检验和整机装配、调试的需要,应配备相应种类、数量和准确度等级的测量设备,并符合该项目的“许可证考核必备条件”所规定的要求。
(1)根据许可考核必备条件和加工、装配、调试工艺文件中规定的要求,对照单位的检测设备配备一览表,检查检测设备的配备是否齐全;检测设备的准确度是否满足要求;(2)现场检查检测设备配备的情况与一览表的一致性;(3)随机抽样若干台检测设备,检查性能和状态的符合性;□□□见考核规范附录B表:关键零部件检验情况确认记录表18 设施管理1 各类加工、试验和特种设备应处于完好的状态,并有有效的合格证明;2、测量设备应取得有效的检定证书或经校准确认满足要求,并有检定或确认状态标识;3 对生产中使用的各类加工、试验和测量设备应有专人使用和定期维护,主要设备的使用和维修要有记录。
(1)检查各类加工和试验设备是否都处于完好的状态,并具有有效的合格证明。
(2)检查特种设备的管理是否符合国家有关的规定。
(3)检查测量设备是否取得有效的检定证书或经校准确认满足要求,并有检定或确认状态标识;(4)检查生产中使用的各类加工、试验和测量设备是否有专人使用和定期维护,主要设备的使用和维修是否有记录。
□□□4检验条件序号考核条款考核要求考核方法自我评价自我评价记录符合不符合不适用19 4.6.2 环境条件应有固定的能满足出厂检验要求的场所,其环境条件必须满足相应产品标准、检定规程或校准规范的规定。
(1)检查是否具有固定的出厂检验场所;(2)检查场所的面积是否适应检定工作需要;(3)检定场所的环境条件是否满足规定要求。
□□□20 4.6.3检验人员应配备能满足生产和出厂检验要求的检验人员(至少两名)。
检验人员应具有相应的专业知识和实际操作经验,并取得相应的检验资格。
(1)检查人员数量是否满足生产和检验要求;(2)查阅检验原始记录,检查实际检验人员与检验人员名单的一致性;(3)采用现场试验的方法对检验人员进行知识和操作的考核□□□21 ★检验依据出厂检验必须依据现行有效的产品标准、计量检定规程或校准规范,检验项目必须覆盖标准和规程规定的内容。
(1)检查现场使用的产品标准、检定规程或校准规范是否是现行有效的文件;(2)查阅出厂检验原始记录,检查现场检验项目是否覆盖标准和规程规定的内容。
□□□22 ★测量设备出厂检验设备的数量及准确度等级或最大允许误差应满足其生产规模和许可考核必备条件以及产品标准、检定规程或校准规范所规定的要求。
(1)根据许可考核必备条件和产品标准、计量检定规程或校准规范要求,对照单位的出厂检验计量器具一览表,检查出厂检验计量器具配备的是否齐全,性能是否符合要求;(2)采用现场试验的方法对出厂检验条件进行综合能力考核。
□□□见考核规范附录B表::出厂检验项目与测量设备现场确认记录表23 4.6.6 量值溯源所有出厂检验用的计量标准器具及主要配套设备应满足量值溯源要求,具有有效的检定证书或经校准确认其满足要求,并有表明其检定或确认状态的标识。
如果申请单位建立最高计量标准的,必须经考核符合,取得相应的计量标准考核证书。
(1)检查出厂检验用的计量器具及主要配套设备是否全部具有有效期内的检定或经校准确认其满足要求;(2)检查计量器具是否有检定或确认状态标识,标识的信息是否真实;(3)如果建立最高计量标准的,是否经考核合格,并取得相应的计量标准证书。
□□□5技术文件序号考核条款考核要求考核方法自我评价自我评价记录符合不符合不适用24 ★产品标准应具备与所制造计量器具相关的国家或行业产品标准。
如果没有上述产品标准的,应有企业产品标准并履行备案手续。
(1)检查是否具备现行有效的国家或行业产品标准;(2)企业制定的产品标准是否履行备案手续。
□□□25 4.7.3 产品图样产品图样应有图样目录、标准件、外购件、零部件明细表、总装图、电路图、零部件图等。
生产中使用的产品图样应与型式批准的图样保持一致。
(1)检查生产中使用的产品图样与型式批准的图样的一致性;(2)检查一套具有代表性的图样,检查有无缺图现象,图样的内容是否完整、正确;(3)随机抽查几个部门的一套同类产品的图纸中的若干张图纸,检查是否完全一致,与目录、明细表和实物对照是否相符。
□□□26 4.7. 4 工艺文件产品的加工、装配、检验和试验的工艺规程或作业指导书,应满足产品设计的技术要求。
工艺文件的技术要求和数据应符合有关标准和规范的要求。
(1)随机抽取一种代表性产品的工艺文件,检查其是否具备生产必须的各种文件;(2)抽查其中若干种工艺卡,检查其内容的完整性和正确性,文件的审批、更改签署手续是否符合有关规定的要求;(3)抽查若干个部门的上述工艺卡,检查其是否统一;并检查各种工艺文件之间是否一致。
□□□27 4.7. 5 使用说明书说明书中应有技术指标、许可证标志、执行产品标准以及关键零部件采用等信息,并正确使用法定计量单位。