任务三 在三爪子定心卡盘上车偏心零件解读
- 格式:doc
- 大小:1.47 MB
- 文档页数:14

偏心夹具如何做--加工偏心孔悬赏分:20 - 解决时间:2008-5-24 19:59偏心距离7.5最佳答案用四爪卡盘定位,调偏心距离7.5.用三爪卡盘定位:X=1.5E+R式中:X —垫块厚度E —工件偏心距离R —修正系数=1.5×试车后实测E 的误差值利用专用偏心夹具加工偏心零件的探讨摘要:本文主要介绍在车床上批量生产偏心工件的装夹,设计了一种专用夹具叫偏心轮车夹具,专门用于批量生产偏心零件,该夹具装夹方法简单方便,效果显著,有较好的经济效益。
关键字: 偏心零件, 夹具一、引言 偏心零件在机械设备上应用非常广泛,但是偏心零件的加工工艺是比较复杂的,主要问题是比较难把握好偏心距,难达到相应的公差要求,本文就从偏心件加工的难度出发研究设计了一种有效的偏心零件的加工方法。
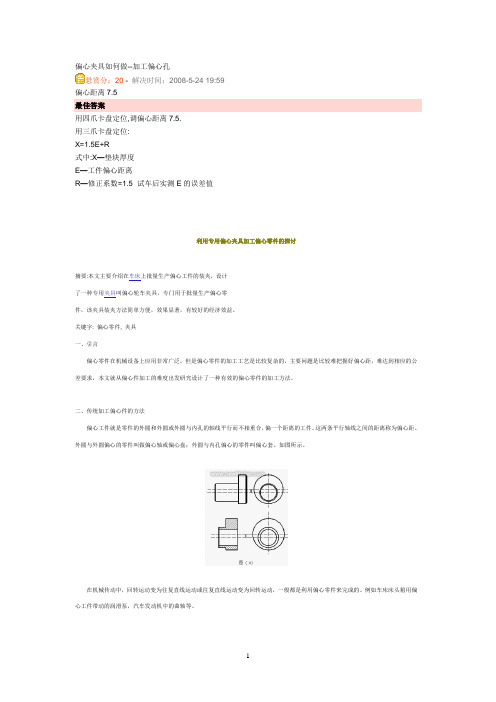
二、传统加工偏心件的方法偏心工件就是零件的外圆和外圆或外圆与内孔的轴线平行而不相重合,偏一个距离的工件。
这两条平行轴线之间的距离称为偏心距。
外圆与外圆偏心的零件叫做偏心轴或偏心盘;外圆与内孔偏心的零件叫偏心套。
如图所示。
在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动,一般都是利用偏心零件来完成的。
例如车床床头箱用偏心工件带动的润滑泵,汽车发动机中的曲轴等。
偏心轴、偏心套一般都是在车床上加工。
它们的加工原理基本相同;主要是在装夹方面采取措施,即把需要加工的偏心部分的轴线找正到与车床主轴旋转轴线相重合。
一般车偏心工件的方法有5种,即在三爪卡盘上车偏心工件,在四爪卡盘上车偏心工件,在两顶尖间车偏心工件,在偏心卡盘上车偏心工件,在专用夹具上车偏心工件。
三、传统车偏心件的工艺分析1、利用三爪卡盘装夹(1)车削方法长度较短的偏心工件,可以在三爪卡盘上进行车削。
先把偏心工件中的非偏心部分的外圆车好,随后在卡盘任意一个卡爪与工件接触面之间,垫上一块预先选好厚度的垫片,经校正母线与偏心距,并把工件夹紧后,即可车削。
垫片厚度可用近似公式计算;垫片厚度X=1.5e(偏心距)。


学情分析(1)本班学生在学习车工技能训练前已经完成半个学期的专业理论学习,包括机械基础、机械制图、车工工艺、金属材料等专业课程,掌握一定的机械结构原理理论基础。
(2)学生对车床的机械结构实物、机械装拆从来没有接触过,缺少动手能力,部份学生对机械装拆油污有一定的抵触心理。
(3)由于教具为三爪自定心卡盘,重量和体积较大,存在一定的安全隐患,课前必须注重学生的规范操作和安全意识教育。
教学过程设计教室布置图附件表附件1:三爪自定心卡盘结构和卡爪的拆装任务书附件2:小组评价表附件3:教师评价表《三爪自定心卡盘结构和卡爪的拆装》教学过程学习活动教师活动学生活动设计意图下达任务(20分钟)一、【组织教学】(4分钟)1.组织学生按之前分组就坐,准备好相关学习书箱笔记本,考勤并填写考勤记录表。
2.检查教学设备、工具等是否正常齐备。
3.检查学生穿着、防护等是否达到要求,并作严格要求。
按照座位就坐,准备好相关书籍、笔记本、检查衣着是否达要求。
调整情绪使学生能更快的进入学习状态。
二、【复习旧课】(5分钟)引导学生观看右图【提问】1.车床溜板箱正面大手轮轴上的刻度第转一格表示车床那个方向移动多大距离?2.车床尾座由那几部份组成?它们分别有什么作用?学生回答 :(略)【点评】:补充纠正学生的回答。
强调:床鞍纵向移动1mm。
由底座主体、手轮、尾座固定手柄、套筒锁紧手柄、套筒等组成,其中底座主体主要是与床身导轨联接,起到支撑与坚固作用;手轮作是是将旋转运动通过丝杆变为套筒的直线运动,从而顶住零件加工;尾座固定手柄是实现床向与尾座坚固作用;套筒锁紧手柄是实现套筒与尾座坚固作用。
观察、思考、积极回答问题。
以问题引入,复习巩固上节课知识,为进入本课堂学习做准备。
三、【情境分析】(5分钟)【提问】回忆之前我们学习过的钳工实习,在装夹零件是所使用的台虎钳工作原理及优缺点?学生回答 :(略)【讲解】台虎钳在装夹零件时的优点是操作方便快捷、夹紧力大,缺点是夹紧重复精度底低、夹紧圆柱类的零件不方便。

附加课题在三爪卡盘上装夹车制偏心工件一、偏心原理
在三爪卡盘的任意一个卡爪与工件基准外圆柱面(事前已加工好)的接触部位之间垫上一块预先选好厚度的垫片,使工件轴线相对于主轴轴线产生一个等于偏心距e的位移,夹紧工件后即可车削。
二、垫片厚度计算
垫片厚度X可按下列公式计算:X=1.5e K(K≈1.5Δe)
式中X——垫片厚度;e——偏心距;K——偏心距修正值,正负值应按实测结果确定;Δe——试切后实测偏心距误差。
三、例题
用三爪卡盘装夹车削偏心距e=4mm的偏心工件,试确定垫片厚度。
分析:先不考虑修正值,按公式计算得X=1.5e=6mm,垫上厚度为6mm的垫片,进行试切削,然后检查其实际偏心距,,测得e实=4.05mm,则其偏心距误差
Δe=|e-e实|=|4-4.05|=0.05mm
K≈1.5Δe=1.5×0.05=0.075mm
由于实测偏心距大于工件要求的偏心距,所以垫片厚度应减去修正值。
垫片厚度正确的是X=1.5e-K=1.5×4-0.075=5.925mm。
三爪卡盘装夹工件的定位分析
如图所示车光轴零件以固定顶尖和活动顶尖进行定位,试分析各定位元件限制了哪些自由度?(在相应方框里,用小黑点标明限制的自由度数量,一个小黑点表示一个自由度,并在方框的右方写出限制的具体自由度),并判定该定位方案是否合理?不合理应如何改进?(10分)
参考答案:
(1) 各定位元件所限制的自由度如下图:属于不完全定位,合理。
(2)各定位元件所限制的自由度如下图:
绕着Y、Z轴转动的自由度被重复限制,属于过定位,不合理。
改进意见:三爪卡盘夹持短点,则三爪卡盘限制的自由度为2个,只限制了沿着Y、Z轴移动的自由度,取消了绕着Y、Z轴转动的自由度的限制。
也可以取消右端的活顶尖,只采用夹持长的三爪卡盘装夹。
讲授新课
a)偏向盘b)偏向套
c)偏心轴
图1 偏心工件
一、偏心的概念
外圆和外圆轴线或内孔与外圆的轴线平行而不重合(偏一个距离)的零件叫偏心工件。
这两条平行轴线之间的距离称为偏心距e。
外圆与外圆偏心的零件称为偏心轴,如图17-1(a)所示。
外圆与内孔偏心的零件称为偏心套,如图17-1(b)所示。
偏心轴、偏心套一般都在车床上加工。
它们的加工原理基本相同,无论采用什么样的装夹方式,只要把它们需要加工偏心部分的回转轴线校正到跟主轴旋转中心重合就可以。
在三爪自定心卡盘上车偏心工件就是在某一个卡爪上垫上一定厚度的垫片,使工件产生偏心,然后进行车削,如图17-2 所示。
这种方法适用于长度较短,数量较多,偏心距较小的偏心工件。
二、在三爪自定心卡盘上安装偏心工件的方法和步骤
1.计算垫片厚度x(图17-2)
x=1.5 e±K K ≈1.5Δe
2.制作偏心垫片
为防止在装夹时产生挤压变形的现象,应选择硬度较高的材料做垫片。
3.装夹工件
工、量、刃具准备:
切削用量选取:
解读评分表:
加工步骤:
课题总结
1.本次课主要学习了偏心的概念、偏心工件的划线方法、在三爪自定心卡盘安装和车削偏心工件和车偏心的注意事项。
播放了车
偏心的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,
布置作业补充材料使学生进一步增强对重点内容的认识和理解。
更加深了对车偏心的感性认识。
进而激发学生练习的浓厚兴趣。
希望同学们多动手、多练习,以提高车偏心的熟练程度。
2.偏心距的测量归纳成表1 ,以便学生记忆。
表1 偏心距的测量
测量方法适应范围工件类别夹具在两顶尖间测量偏心距较小
偏心轴(有中心孔)顶尖
偏心套小锥度心轴在V形架上测量偏心距较大偏心轴或偏心套V形架
1.简述偏心工件的概念。
2.简述偏心轴与偏心套的区别。
3.简述在三爪自定心卡盘上车偏心工件的适用场合。
4.简述如何检测具有不同精度要求的偏心距。
5.简述用划线找出偏心工件轴线的适用场合。
6.简述打样冲眼的要求。
7.在三爪自定心卡盘上车偏心工件,如教材图6所示。
零件材料为45钢,毛坯规格为φ45mm×100mm。
1.垫片厚度计算
长度较短的偏心工件,可在三爪自定心卡盘的一个卡爪上增加一块垫片,使工件产生偏心来车削(图2 )。
图2 在三爪自定心卡盘上车偏心垫片的厚度,除了用教材中所讲的方法计算外,还可用下列公式进行较精确计算:
χ=)
3
3(
2
1
2
2d
e
d
e-
-
+
式中χ-垫片厚度(mm)
e-工件偏心距(mm)
d-三爪自定心卡盘夹住的工件部位直径(mm)2.偏心工件的划线方法
表3偏心工件的划线步骤内
容
图例说明
偏心工件的划线步骤
零
件
图
样
将
工
件
车
削
成
光
轴
将工件毛坯车削成一根直径为D、长度为L的光轴,
光轴两端面应与轴线垂直,表面粗糙度R a值不大于
3.2µm,如图所示
划
线
步
骤
1.外圆和两端面上涂一层蓝色显示剂,待干后将其
放置在平板上的V形架中
2.用光标高度尺测量光轴的最高点,并记下其读数,
然后按实测的光轴直径的1/2将光标高度尺的光标下
移,并在光轴的端面A上轻划一条水平线,接着将光
轴转过180°,在同样的高度下,在端面A上再轻划一
条水平线,检查前、后两条线是否重合。
若重合此直
线则为光轴的水平轴线;若不重合,则须调整高度尺,
调整的高度为两并行线距离的一半(上移或下移),再
重新划一条线,如此反复进行,直至两线重合为止,
如图所示
划偏心
1.找出工件的轴线后,在工件的端面和四周划圈线2.将工件转动90°,用90°角尺对齐已划好的端面线,然后用调整好的光标高度尺再划一道圈线,工件上就得到两道互相垂直的圈线
3.将光标高度尺的光标上移一个偏心距e,在光轴端面和四周再划一道圈线
4.在光轴两端面上,分别打出偏心中心的样冲眼,样冲眼的中心位置要准确,眼坑直浅,且小而圆
1)若采用两顶尖装夹车削偏心轴,则以此样冲眼先钻出中心孔
2)若采用四爪单动卡盘装夹车削偏心轴,则要以样冲眼为中心先划出一个偏心圆(在端面允许的情形下,偏心圆直径宜取大值),并在此偏心圆上均匀、准确地打上几个样冲眼,以便于找正,如图所示
5.偏心工件的检测方法
偏心工件加工完后应对其进行全面检测,在检测的诸多项目中,主要是对偏心距的检测,根据偏心距大小的不同,可采用相应的检测方法进行检测(表6)。
表6偏心工件的检测方法内
容
图例说明
在车床上检测偏心距
用四爪单动卡盘和三爪自定心卡盘装夹的方法。
车偏心工件时,在加工过程中或加工完毕(工件不必卸下)可直接在车床上检测偏心距,(图)检测时,将百分表百的测量头垂直于被测卡爪夹紧的外圆表面上,用手转动卡盘,百分表指示出的最大值与最小值之差的1/2,即为偏心距e
在两顶尖间检测偏心距
两端有中心孔、偏心距较小,不易放在V形架上测量的偏心轴,可以在两顶尖间检测偏心距,如图所示
检测时,将百分表测量杆触头与被测偏心外圆表面垂直接触,用手均匀、缓慢转动工件一周,百分表指示出的最大值与最小值之差的1/2,即为偏心距e
将偏心套工件套在心轴上,再用两顶尖支撑,也可用同样的方法,检测偏心套工件的偏心距e
在V 形架上检测偏心距
无中心孔或长度较短、偏心距e<5mm的偏心工件,可在V形架上检测偏心距,如图所示
检测时,将工件基准圆柱置放在V形架上,使百分表测量杆触头与被测偏心外圆表面垂直接触,均匀缓慢转动工件一周,百分表指示最大值与最小值之差的1/2,即为偏心距e
偏心距较大工件的检测
偏心距(e≥5mm)较大的偏心工件,受百分表测量范围的限制,不能用百分表直接检测其偏心距值,可用下列间接测量方法
在
两
顶
尖
间
间
接
测
量
偏
心
距
a)
b)
将偏心轴的基准中心孔支顶在两顶尖之间,缓
慢转动工件,用百分表找出偏心圆柱的最低点,
如图b所示,调整可调量规平面,使与偏心圆柱
最低点处于同一水平位置(用百分表测定),然后
固定,再转动偏心工件,找出偏心圆柱的最高点,
并在可调量规平面上放置量块(组),用百分表测
定,使量块的高度与偏心圆柱的最高点等高,如
图a、b所示,则量块高度的1/2即为偏心距e
在
V
形
架
上
接
测
量
偏
心
距
1-偏心工件
2-量块
3-可调量规平面
4-可调量规
5-V形架
将V形架置于测量平板上,工件放在V形架中,
转动工件,用百分表找出偏心圆柱的最点,将工
件固定,然后把可调量规平面调整到与偏心圆柱
最高点等高,如图所示,再按下式计算出偏心圆
柱面到基准圆柱面之间的最小距离a
e=
2
D
-
2
d
-a
式中D——基准轴直径,(mm)
d——偏心轴直径,(mm)
a——基准轴外圆到偏心轴外圆之间的
最小距离,(mm)
用上述方法,必须把基准轴直径D和偏心轴直
径d用千分尺测量出准确的实际值,否则计算时
会产生误差
选择一组量块,组成尺寸a,将量块组置于可调
量规平面上,水平移动百分表,分别测量基准圆
柱面最高点(读数A)和量块组上表面(读数B),
比较读数差值,是否在偏心距误差允许范围内,
以判定此偏心工件的偏心距是否满足图样要求
读书的好处
1、行万里路,读万卷书。
2、书山有路勤为径,学海无涯苦作舟。
3、读书破万卷,下笔如有神。
4、我所学到的任何有价值的知识都是由自学中得来的。
——达尔文
5、少壮不努力,老大徒悲伤。
6、黑发不知勤学早,白首方悔读书迟。
——颜真卿
7、宝剑锋从磨砺出,梅花香自苦寒来。
8、读书要三到:心到、眼到、口到
9、玉不琢、不成器,人不学、不知义。
10、一日无书,百事荒废。
——陈寿
11、书是人类进步的阶梯。
12、一日不读口生,一日不写手生。
13、我扑在书上,就像饥饿的人扑在面包上。
——高尔基
14、书到用时方恨少、事非经过不知难。
——陆游
15、读一本好书,就如同和一个高尚的人在交谈——歌德
16、读一切好书,就是和许多高尚的人谈话。
——笛卡儿
17、学习永远不晚。
——高尔基
18、少而好学,如日出之阳;壮而好学,如日中之光;志而好学,如炳烛之光。
——刘向
19、学而不思则惘,思而不学则殆。
——孔子
20、读书给人以快乐、给人以光彩、给人以才干。
——培根。