西门子PLC操作手册(24个点)
- 格式:doc
- 大小:1.91 MB
- 文档页数:34
PLC控制器使用说明书承德承申自动化计量仪器有限责任公司本套系统适用于定量给料机,固体流量计,皮带秤。
采用了德国西门子S7-200系列PLC,具有运行稳定,精度高,扩展能力强的优点。
采用西门子大屏幕触摸屏,使的操作画面更加清晰直观易于操作。
数据输入全部采用屏幕软键盘,用户更加方便操作。
本系统可完全替代原装申克系列仪表应用的场合,其部分性能已超越原装仪表且价格低廉,扩展性能强。
以下部分是整个系统的操作解释,用户务必连续阅读。
首先是系统上电后的主画面:Array上电后触摸屏有一个自检过程过几十秒后与PLC连接成功,出现主画面。
在主画面中显示了两台给料机的工作画面。
如果此时有报警则在画面的右上角出现报警提示,用手点击报警提示,即可看到具体的报警信息。
主画面介绍:画面分为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们以一号给料机为例进行介绍。
“#1启动”键用于启动给料机。
“#1停车”键用于停止给料机。
“ON/OFF”用于表示当前给料机的运行状态是处于启动状态或者停止状态下。
“G-MODE/V-MODE”用于表示当前给料机的运行模式是处于称量状态或者容积状态下。
“设定流量”表示当前给料机的设定值,用手按“设定流量”后面的数字即可出现一幅由数字和部分字母构成的屏幕键盘,在键盘上按相应的数字键和确认键即可完成对“设定流量”的修改。
(B07中的设定值为“触摸屏”时有效)“实际流量”表示当前给料机的实际流量值。
“皮带负荷”表示当前给料机的称量端负荷值。
“皮带速度”表示当前给料机的皮带速度值。
“累计流量”表示当前给料机的累计流量值。
主画面介绍完了,下面介绍功能画面:“功能键”位于主画面的左上角,点击“功能键”即可出现“功能画面”如下图:主画面介绍:“系统功能画面”分仍为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们仍以一号给料机为例进行介绍。
1、标定功能:根据实际应用参数对程序进行必要的设置,以便精确的应用在实际现场中。
操作手册(西门子系列)精心整理,用心做精品1 西门子802D 数控铣床第一章 数控系统面板1.1数控系统面板按键功能按键功能报警应答键 通道转换键信息键 未使用翻页键光标键 选择/转换键 加工操作区域键程序操作区域键 参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转精心整理,用心做精品2主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区精心整理,用心做精品3显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
精心整理,用心做精品4第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停。
点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
精心整理,用心做精品5精心整理,用心做精品62.2 JOG 运行方式2.2.1JOG 运行1. 按下机床控制面板上的点动键;2. 选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
2.2.2JOG 进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。
用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
高级技师西门子PLC操作说明1、双击桌面上的“SIMATIC……..”西门子编程软件的图标;2、在软件打开后,单击操作页面左上角的“新建”按钮;3、在弹出的对话框中,填入项目名称(对于需要更改存储位置的,可以更改下面的存储路径),单击“确定”;4、在弹出的对话框中,点击上面的“插入”→“站点”→“SIMATIC 300站点”→双击确定;5、在对话框的右侧会出现“SIMATIC 300(1)”的图标,双击该图标;6、在对话框的右侧会出现“硬件”图标,双击该图标;7、在弹出的“硬件配置”对话框中,选择右侧“SIMATIC 300”→“RACK-300”→双击“Rail”;8、在对话框左侧会出现一个“(0)UR”的小框;9、单击该小框的第二行,选择右侧“SIMATIC 300”→“CPU 300”→“CPU 31-2 DP”→此时会出现四个选项,查看CPU模块上的订货号,选择对应的模块(在选择版本号时,若出现版本号,在给出的几个版本号选项之间时,选择最靠近该版本号的,低一位版本号);10、双击选中的版本号,会弹出“属性”对话框,单击“新建”→确定;11、此时对话框中出现“PROFBUS(1) 1.5Mbps”,单击“属性”→“网络设置”→“传输率选择19.2Kbps/9.6Kbps”→确定;12、按照题目的要求(输入/输出地址分配),修改对应的DI/DO地址(双击第三行2.2);13、在“属性”对话框中,选择“地址”→修改地址(若修改地址时,需将“系统默认”前面的“钩”去除);14、CPU模块添加完成后,单击“(0) UR”小框内的第四行;15、选择右侧“SIMATIC 300”→“CP-300”→“Industrial Ethernet”→“CP 343-1”→此时在下拉行内选择以太网卡上相同的订货号(若遇到版本号的问题,同上);16、双击对应的版本号,弹出“属性”对话框,点击“新建”→确定;17、出现“Ethernet(1)”,修改上方的“IP 地址”为“10.163.227.XX”(其中XX为电脑网络地址的“位数+10”。
PLC通信网络的配置通过下面的方法测试通讯网络:1. 在STEP 7-Micro/WIN32中,单击浏览条中的“通讯”图标,或用菜单命令“检视”→“元件”→“通讯”。
2. 从“通讯”对话框(如图3-20所示)的右侧窗格,单击显示“双击刷新”的蓝色文字。
如果建立了个人计算机与PLC之间的通讯,则会显示一个设备列表。
STEP 7-Micro/WIN32在同一时间仅与一个PLC通讯,会在PLC周围显示一个红色方框,说明该PLC目前正在与STEP 7-Micro/WIN32通讯。
PLC的上载、下载1. 下载如果已经成功地在运行STEP 7-Micro/WIN32的个人计算机和PLC之间建立了通讯,就可以将编译好的程序下载至该PLC。
如果PLC中已经有内容将被覆盖。
下载步骤如下:(1)下载之前,PLC必须位于“停止”的工作方式。
检查PLC上的工作方式指示灯,如果PLC没有在“停止”,单击工具条中的“停止”按钮,将PLC至于停止方式。
(2)单击工具条中的“下载”按钮,或用菜单命令“文件”→“下载”。
出现“下载”对话框。
(3)根据默认值,在初次发出下载命令时,“程序代码块”、“数据块”和“CPU配置”(系统块)复选框都被选中。
如果不需要下载某个块,可以清除该复选框。
(4)单击“确定”,开始下载程序。
如果下载成功,将出现一个确认框会显示以下信息:下载成功。
(5)如果STEP 7-Micro/WIN 32中的CPU类型与实际的PLC不匹配,会显示以下警告信息:“为项目所选的PLC类型与远程PLC类型不匹配。
继续下载吗?”(6)此时应纠正PLC类型选项,选择“否”,终止下载程序。
(7)用菜单命令“PLC”→“类型”,调出“PLC类型”对话框。
单击“读取PLC”按钮,由STEP 7-Micro/WIN32自动读取正确的数值。
单击“确定”,确认PLC类型。
(8)单击工具条中的“下载”按钮,重新开始下载程序,或用菜单命令“文件”→“下载”。
1、安装S7-200编程软件2、打开PLC.rar文件3、执行:Setup.exe文件4、安装英文,按提示,选择:确定、同意、是5、使用V4。
0 STUP76、将编程软件转成中文点TOOLS—Option-General-Chinese-OK-确定-否自动关闭软件,重启软件,就转成中文。
7、通信设置打开软件:点左边通信图标出现通信界面设置PG/PC接口选择PC/PPI点属性在PPI 超时(timeout)设成10S在本地连接:选择通信口确定刷新:会找到安装的PLC8、上载、下载程序上载:从PLC读程序到计算机,上载到计算机后,可另存,相当对程序做了备份。
下载:将计算机上编好的程序装入到PLC内。
不要将空白程序装入!9、下载后,将PLC运行,进行状态监控(用仿真软件完成)编个简单程序,做测试编完程序后,全部编译,检查有无编程错误。
无错误后,点文件选择导出操作,选择保存地,取文件名仿真软件的使用:1\打开压缩文件,S7-200仿真4.rar,执行仿真软件文件中的S7-200.exe文件点一下图标输入6596 点:OK2\点Configuration…. 选择:Cpu type 选择:CPU224 点Accept 这时显示出CPU2243\ 点(Load plc)的图标,选择Logic Block 点Accept 打开需要仿真的文件(导出的文件),4\将KOP图(显示出的梯形图)放到合适宾位置,关闭其它图框;5\点运行(绿色三角),点:是,6\进行程序状态监测(点DB1边带黑三角的图标)7\给信号仿真10、编程软件的使用会使用帮助文件11、CPU224地址分配(24点PLC,14输入,10输出)输入:I 表示按字节分配I0.0 I0.1 ….. I0.7I1.0 I1.1……I1.5输出:Q 表示按字节分配Q0.0 Q0.1 ….. Q0.7Q1.0 Q1.1中间继电器(软点):M 表示按字节分配M0.0 M0.1 ….. M0.7M1.0 ………M1.7 计时器T 表示T0------T25512、系统块的加密及清除清除密码:clearplcPLC编程:初级编程(S7-200)程序1:当CPU224有任意一个输入点工作时,输出Q0.0工作;程序2:当CPU224,的I0.0-I0.4, 5个点全工作时,输出全部工作;程序3:当输入点I0.0工作时,Q0.0—Q0.3输出点每隔20秒工作一个点;上一个点保持;当最后一个点工作20秒后,全部断开后,重新开始循环。
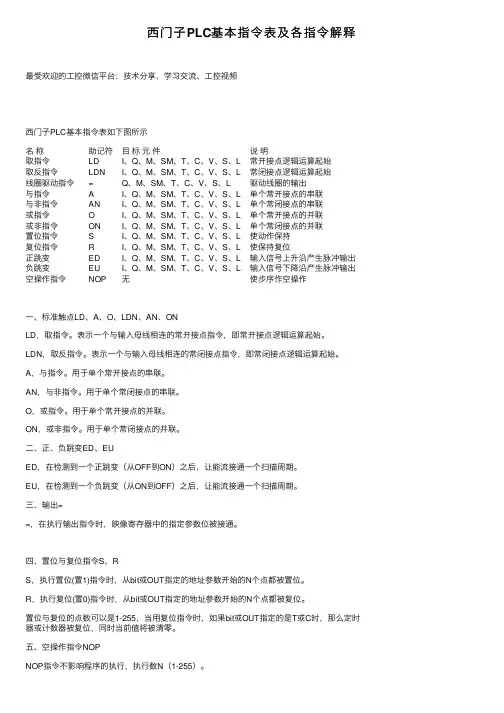
西门⼦PLC基本指令表及各指令解释最受欢迎的⼯控微信平台:技术分享、学习交流、⼯控视频西门⼦PLC基本指令表如下图所⽰名称助记符⽬标元件说明取指令LD I、Q、M、SM、T、C、V、S、L常开接点逻辑运算起始取反指令LDN I、Q、M、SM、T、C、V、S、L常闭接点逻辑运算起始线圈驱动指令=Q、M、SM、T、C、V、S、L驱动线圈的输出与指令A I、Q、M、SM、T、C、V、S、L单个常开接点的串联与⾮指令AN I、Q、M、SM、T、C、V、S、L单个常闭接点的串联或指令O I、Q、M、SM、T、C、V、S、L单个常开接点的并联或⾮指令ON I、Q、M、SM、T、C、V、S、L单个常闭接点的并联置位指令S I、Q、M、SM、T、C、V、S、L使动作保持复位指令R I、Q、M、SM、T、C、V、S、L使保持复位正跳变ED I、Q、M、SM、T、C、V、S、L输⼊信号上升沿产⽣脉冲输出负跳变EU I、Q、M、SM、T、C、V、S、L输⼊信号下降沿产⽣脉冲输出空操作指令NOP⽆使步序作空操作⼀、标准触点LD、A、O、LDN、AN、ONLD,取指令。
表⽰⼀个与输⼊母线相连的常开接点指令,即常开接点逻辑运算起始。
LDN,取反指令。
表⽰⼀个与输⼊母线相连的常闭接点指令,即常闭接点逻辑运算起始。
A,与指令。
⽤于单个常开接点的串联。
AN,与⾮指令。
⽤于单个常闭接点的串联。
O,或指令。
⽤于单个常开接点的并联。
ON,或⾮指令。
⽤于单个常闭接点的并联。
⼆、正、负跳变ED、EUED,在检测到⼀个正跳变(从OFF到ON)之后,让能流接通⼀个扫描周期。
EU,在检测到⼀个负跳变(从ON到OFF)之后,让能流接通⼀个扫描周期。
三、输出==,在执⾏输出指令时,映像寄存器中的指定参数位被接通。
四、置位与复位指令S、RS,执⾏置位(置1)指令时,从bit或OUT指定的地址参数开始的N个点都被置位。
R,执⾏复位(置0)指令时,从bit或OUT指定的地址参数开始的N个点都被复位。
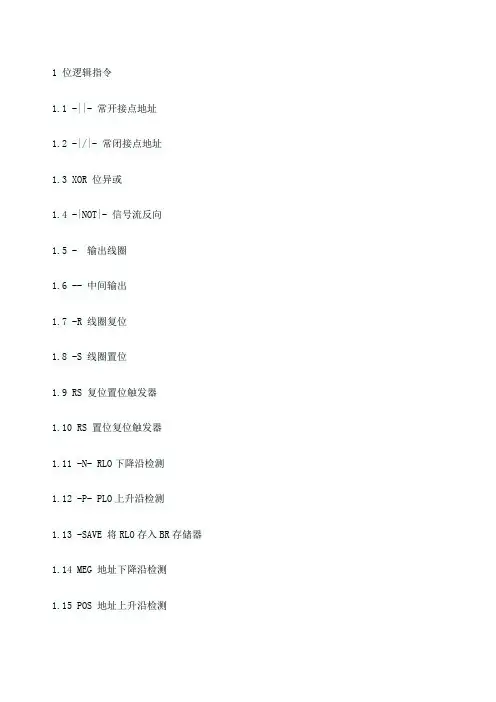
1.1 -||- 常开接点地址1.2 -|/|- 常闭接点地址1.3 XOR 位异或1.4 -|NOT|- 信号流反向1.5 - 输出线圈1.6 -- 中间输出1.7 -R 线圈复位1.8 -S 线圈置位1.9 RS 复位置位触发器1.10 RS 置位复位触发器1.11 -N- RLO下降沿检测1.12 -P- PLO上升沿检测1.13 -SAVE 将RLO存入BR存储器1.14 MEG 地址下降沿检测1.15 POS 地址上升沿检测2.1 CMP I 整数比较2.2 CMP D 双整数比较2.3 CMP R 实数比较3 转换指令3.1 BCD_IBCD码转换为整数3.2 I_BCD 整数转换为BCD码3.3 I_DINT 整数转换为双整数3.4 BCD_DIBCD码转换为双整数3.5 DI_BCD 双整数转换为BCD码3.6 DI_REAL 双整数转换为浮点数3.7 INV_I 整数的二进制反码3.8 INV_DI 双整数的二进制反码3.9 NEG_I 整数的二进制补码3.10 NEG_DI 双整数的二进制补码3.11 NEG_R 浮点数求反3.12 ROUND 舍入为双整数3.13 TRUNC 舍去小数取整为双整数3.14 CEIL 上取整3.15 FLOOR 下取整4 计数器指令4.1 S_CUD 加减计数4.2 S_CU 加计数器4.3 S_CD 减计数器4.4 -SC 计数器置初值4.5 -CU 加计数器线圈4.6 -CD 减计数器线圈5 数据块指令5.1 -OPN 打开数据块:DB或DI6 逻辑控制指令6.1 -JMP 无条件跳转6.2 -JMP 条件跳转6.3 -JMPN 若非则跳转6.4 LABEL 标号7 整数算术运算指令7.1 ADD_I 整数加法7.2 SUB_I 整数减法7.3 MUL_I 整数乘法7.4 DIV_I 整数除法7.5 ADD_DI 双整数加法7.6 SUB_DI 双整数减法7.7 MUL_DI 双整数乘法7.8 DIV_DI 双整数除法7.9 MOD_DI 回送余数的双整数8 浮点算术运算指令8.1 基础指令8.1.1 ADD_R 实数加法8.1.2 SUB_R 实数减法8.1.3 MUL_R 实数乘法8.1.4 DIV_R 实数除法8.1.5 ABS 浮点数绝对值运算8.2 扩展指令8.2.1 SQR 浮点数平方8.2.2 SQRT 浮点数平方根8.2.3 EXP 浮点数指数运算8.2.4 LN 浮点数自然对数运算8.2.5 SIN 浮点数正弦运算8.4.6 COS 浮点数余弦运算8.2.7 TAN 浮点数正切运算8.2.8 ASIN 浮点数反正弦运算8.2.9 ACOS 浮点数反余弦运算8.2.10ATAN 浮点数反正切运算9 赋值指令9.1 MOVE 赋值10 程序控制指令10.1 -Call 从线圈调用FC/SFC无参数10.2 CALL_FB 从方块调用FB10.3 CALL_FC 从方块调用FC10.4 CALL_SFB 从方块调用SFB10.5 CALL_SFC 从方块调用SFC10.6 -MCR< 主控继电器接通10.7 -MCR> 主控继电器断开10.8 -MCRA 主控继电器启动10.9 -MCRD 主控继电器停止10.10 -RET 返回11 移位和循环指令11.1 移位指令11.1.1 SHR_I 整数右移11.1.2 SHR_DI 双整数右移11.1.3 SHL_W 字左移11.1.4 SHR_W 字右移11.1.5 SHL_DW 双字左移11.1.6 SHR_DW 双字右移11.2 循环指令11.2.1 ROL_DW 双字左循环11.2.2 ROR_DW 双字右循环12 状态位指令12.1 OV -||- 溢出异常位12.2 OS -||- 存储溢出异常位12.3 UO -||- 无序异常位12.4 BR -||- 异常位二进制结果12.5 ==0-||- 结果位等于"0" 12.6 <>0-||- 结果位不等于"0"12.7 >0-||- 结果位大于"0"12.8 <0-||- 结果位小于"0"12.9 >=0-||- 结果位大于等于"0"12.10 <=0-||- 结果位小于等于"0"13 定时器指令13.1 S_PULSE 脉冲S5定时器13.2 S_PEXT 扩展脉冲S5定时器13.3 S_ODT 接通延时S5定时器13.4 S_ODTS 保持型接通延时S5定时器13.5 S_OFFDT 断电延时S5定时器13.6 -SP 脉冲定时器线圈13.7 -SE 扩展脉冲定时器线圈13.8 -SD 接通延时定时器线圈13.9 -SS 保持型接通延时定时器线圈13.10 -SF 断开延时定时器线圈14 字逻辑指令14.1 WAND_W 字和字相"与"14.2 WOR_W 字和字相"或"14.3 WAND_DW 双字和双字相"与"14.4 WOR_DW 双字和双字相"或"14.5 WXOR_W 字和字相"异或" 14.6 WXOR_DW 双字和双字相"异或。
使用入门STEP7--Micro/WIN软件使您能够很容易地对S7--200进行编程。
通过一个简单例子程序的几个简短步骤,您将学会如何在S7--200中连接、编程和运行程序。
为了完成这个例子程序,您需要PPI多主站电缆、S7--200CPU和能运行STEP7--Micro/WIN软件的编程设备。
本章内容:................................................................连接S7--200CPU8................................................................创建一个例子程序10 ...................................................................下载例子程序14...........................................................将S7--200转入运行模式14S7-200可编程控制器系统手册连接S7--200CPU连接S7--200十分容易。
在本例中,您只需要给S7--200CPU供电,然后在编程设备与S7--200CPU 之间连上通讯电缆即可。
给S7--200CPU供电第一个步骤就是要给S7--200的CPU供电。
图2-1给出了直流供电和交流供电两种CPU模块的接线方式。
在安装和拆除任何电气设备之前,必须确认该设备的电源已断开。
在安装或拆除S7--200之前,必须遵守相应的安全防护规范,并务必将其电源断开。
警告在带电情况下对S7--200及相关设备进行安装或接线有可能造成电击或者操作设备误动作。
在安装或拆卸过程中,如果没有切断S7--200及相关设备的供电,有可能导致死亡或者严重的人身伤害和设备损坏。
必须遵循适当的安全防护规范,并确认S7--200的电源已断开。
西门子802D数控铣床第一章数控系统面板1.1数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键加工操作区域程序操作区域键键参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停。
点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
2.2 JOG运行方式2.2.1JOG运行1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
2.2.2JOG进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。
用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
2.2.4增量进给1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式。