识别与消除浪费案例
- 格式:ppt
- 大小:2.49 MB
- 文档页数:47



七大浪费案例【篇一:七大浪费案例】序言在精益生产中,我们把“客户愿意为之付钱的活动”,称之为有价值的活动,反过来就是浪费,这样看来,在我们的工厂,举目望去遍地都是浪费,这些浪费注定了我们的成本居高不下。
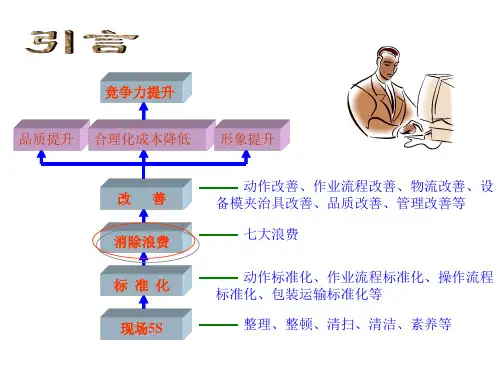
精益生产实际上就是一个持续消除浪费的过程,七大浪费就是一个很好的现场改善工具,通过消除浪费帮助企业提高效率。
那么,什么是浪费?我们如何去识别浪费?我们又如何来消除浪费?智尊精益在多年的客户服务中积累了不少在企业中推动精益生产消除浪费的经验,相信对企业管理者和同行们能有所帮助。
我们知道,工厂是根据客户的需求来生产产品的,因此我们定义“任何不能给客户带来价值的活动都是浪费”,生产线上堆积如山的物料和在制品,流水线上的作业员离线寻找物料,不合格产品,产品返工等都是常见的浪费现象。
我们把企业中最典型的浪费归纳为七大浪费,用几个英文字母来总结就是 timwoods: inventory---库存的浪费m---motion--- 动作的浪费 w---waiting---等待的浪费 o---over production---过量生产的浪费 o---over process---重复处理的浪费 d---dfects---不良品的浪费transportation 搬运的浪费指流程中因两点间距离远而造成的搬运、走动等浪费包括人的浪费和机器的浪费。
搬运本身是一种无附加价值的动作,若分解开来又分为:放置,堆积,移动,整列等动作浪费。
我们在企业中经常看到这样的搬运动作:从机械化车间到操作工位以上搬运需要我们用人或者机器来完成,它们带给企业怎样的浪费呢?显而易见,拿起、放下会造成取放过程中时间的浪费,在反复搬运中会造成我们等待和在制品库存的浪费,堆积物料和在制品会造成我们面积和空间的浪费 transportation 要消除搬运的浪费,我们必须知道是什么原因导致搬运的发生:设计的兼容性:业务扩充新增工序或设备,设备或物料变换不适合,前景不明未作整体规划。

生产线精益管理案例在一家制造业公司,为了提高生产效率和质量控制,决定引入精益管理。
他们选择了生产线作为试点项目。
首先,该公司通过分析生产线的工作流程,发现了一些浪费和瓶颈。
在此基础上,他们开始对整个生产线进行重新设计,优化各个环节的流程。
通过使用价值流映射工具,他们识别了不必要的物料和工人移动以及无效的等待时间,进一步减少了浪费。
接下来,该公司引入了标准化工作和一体化的工作站,以减少变动和改进交流。
每个工作站都配备了标准化的工具和设备,员工只需按照规定的程序进行操作。
这种标准化的工作方式有助于提高生产线的稳定性和质量一致性。
此外,该公司实施了持续改进的文化。
每周,他们组织了固定的团队会议,讨论生产线上的问题和改进措施。
员工们被鼓励提出自己的观点和改善建议,并与团队一起制定解决方案。
这种开放和协作的工作环境激发了员工的创造力和积极性。
通过引入精益管理,该公司取得了显著的成果。
首先,生产线的工作效率明显提高,生产周期缩短了25%,产量增加了20%。
其次,产品质量得到了很大改善,缺陷率降低了30%以上。
这不仅提高了客户的满意度,也减少了售后服务和退货的成本。
除此之外,该公司还实现了员工参与和团队合作的增强。
员工们更加积极主动地参与到生产过程中,提出了很多有益的改进建议。
他们之间的协作和团队精神大大增强,为公司创造了更好的工作环境和员工满意度。
综上所述,精益管理在该制造业公司的生产线上取得了显著的效果。
通过分析工作流程,优化流程和引入标准化工作,公司提高了生产效率和产品质量。
持续改进的文化和员工参与进一步增强了团队合作和员工满意度。
这个成功案例向其他制造型企业展示了引入精益管理的巨大潜力。
随着全球竞争的加剧,制造业公司面临着提高效率、降低成本、保证质量和提升客户满意度的压力。
精益管理作为一种被广泛应用的管理方法,被许多公司认可为改善生产线效率和质量控制的有效手段。
在这家制造业公司的生产线中,精益管理的实施有助于优化生产流程、减少浪费、提高生产效率和产品质量。