丁辛醇装置铑催化剂的失活与活化
- 格式:pdf
- 大小:286.21 KB
- 文档页数:2
25万吨/年丁辛醇工艺分析及优化
丁辛醇是重要基本的有机化工原材料,在化工、石油、医药等方面具有非常广泛的用途。
以惠生(南京)化工有限公司年产25万吨丁辛醇装置研究为对象,通过分析比较不同丁辛醇合成工艺及装置的特点和运行要求,选择了 DAVY/DOW 丙烯铑低压羰基合成-液相循环工艺技术,确定了工艺流程,计算该工艺的生产消耗及物料平衡。
根据年产25万吨丁辛醇生产要求,设计了羰基合成反应器,研究了影响羰基合成反应的因素,包括原料杂质、合成气中氢碳比、温度、压力、三苯基膦浓度及铑催化剂失活对羰基合成反应的影响,并提出了相应改善措施,以保证装置安全、稳定、长周期、满负荷、优化运行。
介绍了羰基合成催化剂失活原因,并简单阐述了本装置催化剂回收方式。

科技成果——烯烃羰基合成铑膦催化剂及废铑
回收成套技术
技术开发单位
中海油天津化工研究设计院有限公司
适用范围丁辛醇装置
成果简介
丁辛醇装置大都采用以油溶性铑膦配合物为催化剂的丙烯低压羰基合成工艺,铑膦络合催化剂(ROPCA)很容易被微量杂质毒害而失活,铑价格昂贵,催化剂失活后,通常送往专业催剂公司回收加工。
废铑回收技术难度大,ROPAC催化剂制备过程复杂,多年来国内装置一直在国外回收加工,受制于人。
中海油天津化工研究设计院针对此问题,开发成功一种具有自主知识产权的废铑催化剂铑回收及铑膦催化剂合成技术。
效益分析
我国现有丁辛醇产能已经超过400万吨/年,铑膦催化剂装填量约16000kg,如果项目按年处理1500吨废铑液、年产5000公斤铑膦催化剂计算,固定资产投资约3000万元,项目达产后,可实现产值1.0亿元/年,利润3000万元/年。
应用情况
天津某化工股份有限公司2号丁辛醇装置已经运行3年,2016年11月,羰基合成二反尾气排放较大,公司补加中海油天津化工研究设计院生产的铑派克催化剂,以维持装置的正常运行,在操作条件
不变的情况下,连续长周期运行180多天醛耗丙烯、醛耗合成气、丁醛正异比(选择性)、催化剂寿命达到预期等催化剂应用指标达到预期,效果与进口催化剂相当,天津院催化剂可以替代进口催化剂使用。
铑催化剂(ROPAC)中氯含量测定方法的优化改进摘要:介绍了铑催化剂(ROPAC)中氯含量的测定,原来采用分光光度法,此方法样品需要进行灼烧、过滤、浓缩、转移,对滤液加入显色剂,进行分光光度检测。
该方法分析过程繁琐,分析误差较大。
现对铑催化剂(ROPAC)中氯含量的测定方法进行优化改进,采用微库仑法,用乙二醇二乙醚溶解铑催化剂(ROPAC)样品,用微库仑仪进行分析测定,读取铑催化剂(ROPAC)中氯含量。
关键词:铑催化剂(ROPAC);氯含量的测定;微库仑法中国石化齐鲁分公司第二化肥厂丁辛醇装置以丙烯、合成气为原料,采用低压羰基合成液相循环法生产丁辛醇。
铑催化剂(ROPAC)是丁辛醇装置羰基合成反应的核心,其中催化剂中的氯含量直接影响催化剂的活性,如果铑催化剂(ROPAC)中氯含量太高,可能会使催化剂中毒,失去活性[1]。
铑催化剂(ROPAC)中氯含量的测定原来采用分光光度法,其分析过程为:称取一定质量的铑催化剂(ROPAC)试样于铂金坩埚内,与碳酸钠、碳酸钾混合,在900℃马弗炉中灼烧;取出冷却,用硝酸溶液溶解、过滤、浓缩后,浓缩液与硫氰酸汞溶液、硫酸铁铵溶液进行显色反应,用分光光度计测定样品的吸光度,进而得出铑催化剂(ROPAC)中氯含量。
该方法耗时较长,氯离子转移过程中,容易损失,严重影响了分析速度和分析结果的准确性。
本文采用微库仑法,克服了分光光度法的弱点,可以简便、快速的完成铑催化剂(ROPAC)中氯含量的测定。
1试验内容1.1实验原理[2]一定量的铑催化剂(ROPAC)样品在乙二醇二乙醚中溶解后,随载气进入裂解管,样品中的有机氯在裂解管中与氧气混合并燃烧,转化为氯离子,再由载气带入滴定池同银离子反应:Ag++Cl-→AgCl,滴定池中银离子浓度降低,指示电极对即指示出这一信号的变化,并将这一变化的信号输入库仑放大器,然后由库仑放大器输出一相应的电流加到电解电极对上,电解阳极电生出被Cl-所消耗的Ag+,直至恢复原来的Ag+离子浓度,测出电生Ag+时所消耗的电量,据法拉第电解定律就可求得样品中总氯的含量。
浅析丁辛醇装置的工艺与技术改造摘要:本文介绍了丁辛醇装置的工艺,并以某化工厂丁辛醇车间丁辛醉装置工艺技术为例对其丁辛醇装置的工艺技术改造进行了分析。
关键词:丁辛醇装置;工艺;技术改造1 改进开车时拨基合成反应系统升温工艺路线1.1 工艺介绍丁辛醇装置羰基合成单元停车4小时以上,反应器必须进行降温操作,温度降至50℃以下,所以装置再次开车时,在投入C3H8(丙烷)原料前,需要将羰基合成反应器中物料与羰基合成催化剂的混合物温度升至85℃以上。
原工艺设计操作步骤是:建立羰基合成反应器内ROPAC(铑派克)催化剂及羰基合成液循环,由高、低压蒸发器提供热源,对反应器中物料进行升温,设计升温时间为8-10小时,期间装置所用的合成气全部排放到火炬系统烧掉。
为降低生产成本,保护铑派克(ROPAC)催化剂的活性及最大限度地实现节能减排,某化工厂针对丁辛醇装置开车升温时间过长的问题,通过查阅及核实1#羰基合成反应器冷却器的设计及操作数据,于2012年实施了技术改造,即将1#羰基合成反应器下部的冷却器改为加热器。
1#反应器冷却器设计及操作数据,见表1.l。
表1.11#反应器冷却器设计及操作数据1.2 改造前工艺流程将1#、2#反应器中溶有铑派克催化剂的BAL(丁醛)溶液,通过物料泵及系统压差送入高、低压蒸发器,间接加热到80-125℃,然后返回至l#羰基合成反应器,对l#反应器溶液进行升温,通过该过程的持续循环,直到反应器温度达到工艺要求指标以上。
1.3 改造后工艺流程把装置内的蒸汽冷凝液配置到1#反应器底部冷却器的循环水管线上,在羰基合成单元升温期间,将90-100℃的蒸汽冷凝液引至1#反应器下部冷却器内,把冷却器临时改为加热器,改造后不仅缩短了羰基合成单元的物料升温时间约4小时,而且对溶有铑派克的催化剂活性还起到了很好的保护作用,同时该改造得到了丁辛技术专利商DAVY/DOW公司的高度认可,其在随后的技术转让中得以推广应用。
丁辛醇装置铑催化剂的失活与活化摘要:国内大部分丁辛醇装置采用DAVY/DOW低压法催化剂羰基合成工艺。
该工艺以丙烯、合成气为原料,在铑催化剂作用下反应生成混合丁醛,其中正丁醛经缩合反应后生成辛烯醛(EPA),EPA再通过加氢生成辛醇;混合丁醛加氢生产丁醇。
羰基合成单元是丁辛醇生产装置的核心,反应过程中采用均相络合物铑膦催化体系,以铑原子为活性中心,以三苯基膦为配位体,在一定条件下添加过量的三苯基膦时可使产物的正异构比提高到20∶1以上。
但贵重金属铑资源稀少、制作工艺复杂,价格十分昂贵。
在正常生产中,少部分催化剂随产品带走,其活性亦随生产周期的延长及毒物的积累逐渐降低,直至完全失活而无法使用,使用寿命设计约为1.5a。
关键词:丁辛醇装置;铑催化剂;失活;活化;分析引言::2017年之前原料丙烯主要为化工一厂裂解聚合级丙烯和化学级丙烯,随着烯烃裂解工艺改进,化学级丙烯产量越来越少,而聚合级丙烯还要供应异丁醛装置和新上聚丙烯装置,烯烃裂解丙烯产量已不能满足丁辛醇装置生产负荷的要求。
因此,2017年初针对将炼油厂气体分离装置所产丙烯用做丁辛醇装置原料进行了可研分析,并在2017年上半年完成了相应的设计与改造。
炼油厂丙烯应用于丁辛醇生产在之前尚无先例,无经验可借鉴。
目前国内大部分丁辛醇生产装置都是采用英国戴维工艺技术有限公司的低压羰基合成工艺,其中的羰基合成反应是整个工艺的核心。
羰基合成反应的铑催化剂是以铑(Rh)原子为中心,三苯基膦和一氧化碳作为配位体的络合物,为淡黄色结晶体,它的主要特点为:异构化能力弱、加氢活性低、选择性高、反应速度快,几乎为钴催化剂的102-103倍。
其铑催化剂的活性对整个反应至关重要,影响着整个装置的经济效益。
1.试验部分1.1铑膦催化剂失活原理铑膦催化剂是以铑(Rh)原子为中心、三苯基膦(TPP)和一氧化碳作为配位体的络合物,淡黄色结晶体。
其主要特点:异构化能力弱、加氢活性低、选择性高、反应速度快,几乎为钴催化剂的100-1000倍。
羰基合成反应系统铑催化剂中毒原因分析及处理措施摘要:丁辛醇装置羰基合成反应的原料是合成气、丙烯,在铑催化剂、三苯基膦助催化剂作用下完成的,其中铑催化剂为贵金属催化剂,价格昂贵,保护催化剂活性和使用寿命是降本增效的关键。
本文对生产中出现的现场和数据分析,探讨羰基合成反应系统铑催化剂中毒原因分析及处理措施,以便更好地延长铑催化剂的使用寿命,达到降本增效的目的。
关键词:铑催化剂活性中毒羰基合成1 催化剂活性下降原因分析1.1铑催化剂失活现象生产中,丁辛醇装置羰基合成反应器中铑催化剂活性下降,丁醛耗丙烯由596.8千克/吨上升至905千克/吨,经过分析排查,在原料裂解焦油、合成气及羰基合成反应液中均发现毒剂砷。
最终确认铑催化剂中毒的原因是裂解焦油中微量砷在气化炉中生成砷烷即砷化氢,再通过合成气带入羰基合成反应液中,砷在反应液中不断积累导致铑催化剂中毒,经化验分析羰基合成反应液中砷含量高达125ppm。
1.2解决失活的措施合成气装置工艺包无脱砷工艺,为了避免因合成气夹带砷造成铑催化剂中毒,在精脱硫工序后增加脱砷措施。
通过理论研究和装置实际工艺技术改造,彻底解决了制约装置稳定运行的一系列瓶颈问题,为装置经济运行奠定了坚实基础。
2 脱砷工艺的实施2.1脱砷剂的脱砷原理及方案合成气中的砷元素,主要以AsH3的形式存在,合成气中的砷化氢在脱砷剂表面上进行反应,生成砷化铜、单质砷,使其脱除。
其主要化学反应如下:3CuO+2AsH3===Cu3As+As+3H2O3CuO+2AsH3===3Cu+2As+3H2O合成气装置精脱硫单元作用是脱除合成气中的羰基硫及硫化氢。
主要设备有T1601A/B(装填羰基硫水解剂),T1602 A/B(装填氧化锌脱硫剂)。
706单元羰基硫水解槽T1601A/B(并联)脱除羰基硫,然后经过T1602A/B(现串联,也可并联)脱除硫。
根据脱砷剂的性质,将T1602B内氧化锌脱硫剂卸出,装入脱砷剂。
铑催化剂在丁腈橡胶加氢中的研究进展目录1. 内容概括 (2)1.1 研究背景与意义 (3)1.2 研究目的与内容概述 (4)2. 铑催化剂概述 (5)2.1 铑的物理化学性质 (6)2.2 铑催化剂的制备方法 (7)2.3 铑催化剂的应用领域 (8)3. 丁腈橡胶加氢反应简介 (8)3.1 丁腈橡胶的结构与性能 (10)3.2 加氢反应的基本原理 (11)3.3 加氢反应在丁腈橡胶工业中的应用 (12)4. 铑催化剂在丁腈橡胶加氢中的研究进展 (13)4.1 催化剂配方优化 (15)4.1.1 催化剂活性组分的选择 (16)4.1.2 助剂与载体的选择与优化 (17)4.1.3 催化剂制备工艺的改进 (18)4.2 催化剂性能评价方法 (19)4.2.1 催化剂活性测试方法 (20)4.2.2 催化剂选择性测试方法 (21)4.2.3 催化剂稳定性和寿命评估 (21)4.3 反应条件优化 (23)4.3.1 温度对加氢反应的影响 (24)4.3.2 压力对加氢反应的影响 (24)4.3.3 溶剂对加氢反应的影响 (26)4.4 催化剂再生与循环利用 (27)4.4.1 催化剂失活的原因分析 (28)4.4.2 催化剂的再生方法 (29)4.4.3 催化剂的循环利用性能研究 (30)5. 研究挑战与前景展望 (32)5.1 当前研究中存在的挑战 (34)5.2 未来研究方向与趋势 (35)5.3 对丁腈橡胶加氢工业的影响与贡献 (36)1. 内容概括本课题旨在探索铑催化剂在丁腈橡胶加氢反应中的应用,以提高加氢效率并减少环境污染。
丁腈橡胶是一种生物降解的合成橡胶,广泛应用于制造业和医疗行业,但其稳定性受到外界因素的限制。
通过加氢处理能够提高其化学稳定性和耐热性,优化加氢过程对NBR的结构和性能改善至关重要。
铑催化剂的合成与优化:研究不同配体和金属前体的组合对催化剂活性的影响,以及对丁腈橡胶结构的特定加氢反应优选条件的发现。
提高铑磷比对丁辛醇羰基合成提产及催化剂性能的影响分析作者:庞栓林李亚斌侯强来源:《中国化工贸易·下旬刊》2018年第04期摘要:通过国产与进口两种铑派克催化剂为期500h的侧线提产实验,分别对两种催化剂催化性能,产品中各组分变化,原料消耗以及产量进行了研究,实验结果表明:经500h提产实验后,催化剂中Rh均有损失,国产催化剂Rh浓度降低了13.7%,远高于进口的7%,两种催化剂活性均有降低,进口催化剂活性降低至88.3%,国产催化剂活性下降明显,降至78.7%,进口催化剂丁醛正异比高于国产催化剂稳定维持在6.0左右,两种催化剂产物中二、三聚物,TPPO的含量均波动不大,国产催化剂与进口催化剂的醛耗丙烯分别为0.616、0.572。
关键词:铑派克;提产实验;Rh浓度;活性;醛耗丙烯1 前言目前,我公司研究所与丁辛醇分厂已经合作,并分别完成了国产与进口铑派克催化剂500h的羰基合成侧线提产实验,该实验主要工艺内容是丙烯与合成气羰基合成反应生成正、异丁醛,通过提高铑派克催化剂浓度,提高铑派克与三苯基磷配比实现单位时间内正、异丁醛产量的增加。
本文通过提产30%实验中的各项数据进行整理,对国产与进口铑派克催化剂的各项性能进行分析对比,并探讨了该提产工艺的可行性。
2 实验部分本提产实验,国产与进口铑派克催化剂中铑浓度初始投料量均由正常250ppm提高到370ppm左右,相应的三苯基膦配体质量浓度由12%提高到15%左右。
在此基础上,将丙烯投料量由正常的30kg/h提高30%,维持在39kg/h,合成气由正常38000L/h提高30%左右,维持在50000L/h左右。
在该工艺條件下进行为期500h的羰基合成侧线实验,且实验过程中1#、2#反应器的温度维持在85℃左右,压力分别维持在1.8MPa、1.7MPa左右。
2.1 提产工艺对催化剂组分及催化活性的影响2.1.1 提产工艺对催化剂组分的影响提产实验过程中随着时间的推移,催化剂母液中的Rh浓度及TPP含量均有不同程度降低,国产催化剂Rh浓度在提产实验结束后降低了13.7%,远高于进口的7%,而TPP浓度国产催化剂降低了28.8%,高于进口催化剂的12.4%。
羰基合成反应ROPAC催化剂中毒分析及对策作者:许长明来源:《科学导报·科学工程与电力》2019年第42期【摘;要】丁辛醇装置铑催化剂中毒后,反应器放空会增大,有效组分丙烯、合成气反应不完全,造成装置能耗、物耗升高。
因此,要及时判断查找中毒原因,从原料丙烯、合成气,及催化剂本身、助理=催化剂三苯基膦逐一进行排查,分析中毒物质,制定对策,保证羰基合成反应系统良好运行。
【关键词】羰基合成;ROPAC催化剂;中毒;对策1 羰基合成ROPAC催化剂反应机理丁辛醇装置羰基合成生产工艺为原料合成气、丙烯经过净化脱除硫、氯、氧、铁、镍等杂质后进入反应器,在铑催化剂和三苯基膦助催化剂的作用下发生羰基合成反应生成混合丁醛。
催化剂中的活性组分是铑,三苯基膦作为配体,用来调节混合丁醛的正异比。
铑催化剂是以铑(Rh)原子为中心,三苯基膦和一氧化碳作为配位体的络合物,为淡黄色结晶体,它的主要特点为:异构化能力弱、加氢活性低、选择性高、反应速度快,是钴催化剂的102~103倍。
在反应过程中起活性作用的是一族催化剂的复合物,这是催化母体(ROPAC)在含有过量的三苯基膦(TPP)的溶剂中,与一氧化碳及氢接触时形成的一族复合物,它的组成是TPP 浓度及CO分压的函数,TPP浓度增大下面反应向左移,生成更多的HRh(CO)(TPP)3;CO 分压增大,反应向右移,生成更多的HRh(CO)3(TPP),但下面三种复合物都以不同的量同时平衡存在。
TPP具有保护铑的功能,反应中TPP主要起立体化学作用,因为它的分子体积较大有利于正构醛的生成,从而提高正异比(n/i)。
如果催化剂复合物中主要是HRh(CO)2(TPP)2,那么反应主要生成正构醛;如果复合物中主要是HRh(CO)3(TPP),则反应主要生成异构醛。
当CO分压增高,n/i会下降,但反应速度加大;如果TPP浓度增高,则n/i会增大,但这对反应速度有抑制作用。
一般保持TPP大量过量,TPP/Rh(mol)比在200以上,使复合物中HRh(CO)2(TPP)2为主要成份,以保证高n/i比。
丁辛醇装置铑催化剂的失活与活化
发表时间:2019-05-24T11:07:53.627Z 来源:《防护工程》2019年第3期作者:张金骥[导读] 国内大部分丁辛醇装置采用DA VY/DOW低压法催化剂羰基合成工艺。
大庆石化公司化工二厂丁辛醇造气车间黑龙江省大庆市 163714摘要:国内大部分丁辛醇装置采用DA VY/DOW低压法催化剂羰基合成工艺。
该工艺以丙烯、合成气为原料,在铑催化剂作用下反应生成混合丁醛,其中正丁醛经缩合反应后生成辛烯醛(EPA),EPA再通过加氢生成辛醇;混合丁醛加氢生产丁醇。
羰基合成单元是丁辛醇生产装置的核心,反应过程中采用均相络合物铑膦催化体系,以铑原子为活性中心,以三苯基膦为配位体,在一定条件下添加过量的三苯基膦时
可使产物的正异构比提高到20∶1以上。
但贵重金属铑资源稀少、制作工艺复杂,价格十分昂贵。
在正常生产中,少部分催化剂随产品带走,其活性亦随生产周期的延长及毒物的积累逐渐降低,直至完全失活而无法使用,使用寿命设计约为1.5a。
关键词:丁辛醇装置;铑催化剂;失活;活化;分析
引言::2017年之前原料丙烯主要为化工一厂裂解聚合级丙烯和化学级丙烯,随着烯烃裂解工艺改进,化学级丙烯产量越来越少,而聚合级丙烯还要供应异丁醛装置和新上聚丙烯装置,烯烃裂解丙烯产量已不能满足丁辛醇装置生产负荷的要求。
因此,2017年初针对将炼油厂气体分离装置所产丙烯用做丁辛醇装置原料进行了可研分析,并在2017年上半年完成了相应的设计与改造。
炼油厂丙烯应用于丁辛醇生产在之前尚无先例,无经验可借鉴。
目前国内大部分丁辛醇生产装置都是采用英国戴维工艺技术有限公司的低压羰基合成工艺,其中的羰基合成反应是整个工艺的核心。
羰基合成反应的铑催化剂是以铑(Rh)原子为中心,三苯基膦和一氧化碳作为配位体的络合物,为淡黄色结晶体,它的主要特点为:异构化能力弱、加氢活性低、选择性高、反应速度快,几乎为钴催化剂的102-103倍。
其铑催化剂的活性对整个反应至关重要,影响着整个装置的经济效益。
1.试验部分
1.1铑膦催化剂失活原理
铑膦催化剂是以铑(Rh)原子为中心、三苯基膦(TPP)和一氧化碳作为配位体的络合物,淡黄色结晶体。
其主要特点:异构化能力弱、加氢活性低、选择性高、反应速度快,几乎为钴催化剂的100-1000倍。
铑膦催化剂母体为乙酰丙酮三苯基膦羰基铑[Rh(CO)(C5H7O2) (TPP)],简称ROPAC,在反应过程中起活性作用的是一组催化剂的复合物,下面3种复合物都以不同的量同时平衡存在。
HRh(CO)(TPP)幑幐帯3HRh(CO)2(TPP)幑帯幐2HRh(CO)3(TPP)催化剂复合物中如果主要是HRh(CO)2(TPP)2,那么反应主要生成正构醛,如果催化剂复合物主要是HRh(CO)3(TPP),则反应主要生成异构醛。
正常操作中一般保持TPP大量过量,使复合物中HRh(CO)2(TPP)2为主要成分,以保持高的正异比。
1.2化学试验方法
按一定配比将失活铑膦催化剂反应液、羧酸、化学再生试剂加入到反应器中,用氮气置换3次,然后加热升温,在一定温度下反应一定时间。
反应结束后,在一定温度下加入适量的碱性溶液,充分搅拌后静置分层,下层为分水层,上层为有机层。
再向有机层中加入一定量的蒸馏水,搅拌洗涤,静止分层。
上层液即为再生铑膦催化剂反应液。
取少量再生样品,按一定配比加入TPP和无铁丁醛溶剂,使反应液中铑含量在300mg/L左右,加入到微型反应器进行羰基化反应,与新鲜催化剂对比,对反应液样品进行活性评价。
在微型反应器中,样品活性以样品在同样压力变化条件下进行羰基化反应所用时间来表征,时间越短,则样品活性越高。
1.3分析方法
一是元素分析。
反应液中铑、铁等金属元素的分析,采用原子吸收法,参照GB/T 15337—2008,废液(包括废碱液和废水)中的铑含量,采用ICP法分析。
其他元素分析采用荧光光谱仪分析。
硫、氯定量分析,采用库仑法分析,参照GB/T 6324.4—2008执行。
二是有机物分析。
采用气相色谱—质谱联用和色谱—红外联用定性,HP6890气相色谱定量分析。
2.铑催化剂失活的原因
导致铑催化剂失活的主要原因是催化剂的中毒和铑催化剂的形式改变。
2.1铑催化剂的毒剂和抑制剂
影响催化剂的物质可以分为抑制剂和毒剂,但二者无严格的界限,一般认为当杂质去掉后催化剂的活性可以恢复的为抑制剂,而不能使催化剂活性恢复的则称为毒剂。
2.1.1催化剂的抑制剂
催化剂的抑制剂与丙烯相互竞争,争取占有催化剂的活性中心达到一动态平衡,而使催化剂活性减退:由于抑制剂的存在,使铑的醛化反应活性降低;当抑制剂从反应液中除去后,铑催化剂的活性可以恢复。
2.1.2催化剂的毒剂
催化剂的毒剂与铑催化剂的活性中心紧密结合,严重影响了醛化反应速度。
2.2铑催化剂的形式改变
随着时间的推移,铑络合物之间相互作用形成了没有催化活性的多核铑簇类化合物Rh3-4(CO)12-n(TPP)n(n=1-4)。
若铑原子之间“搭桥”形成螯合物,铑配合物催化剂的颜色将由最初的淡黄色变为深棕色。
3.铑催化剂活化过程
3.1铑催化剂活化步骤
低压羰基合成催化剂的活化即是将聚合态的催化剂分裂成铑催化剂单体形式,从而使催化剂的活性得到再生。
活化过程中主要使用的试剂有三乙醇胺、炔丙醇和冰醋酸。
加入三乙醇胺、炔丙醇和冰醋酸的目的是破坏催化剂聚合态。
将这些药剂加入催化剂溶液中混合搅拌,然后用脱盐水清洗催化剂溶液,清洗后的废水排掉后进行统一处理。
被抑制活性的催化剂活化需要一定的时间,这个时间一般为2-7天,即可以让催化剂的活性得到充分再生。
在这期间,催化剂溶液会含有比平时多的水分,因此需要花时间将其送丁醇单元的丁醛异构物塔和汽提塔去除多余的水分。
3.2某厂铑催化剂活化前后数据分析
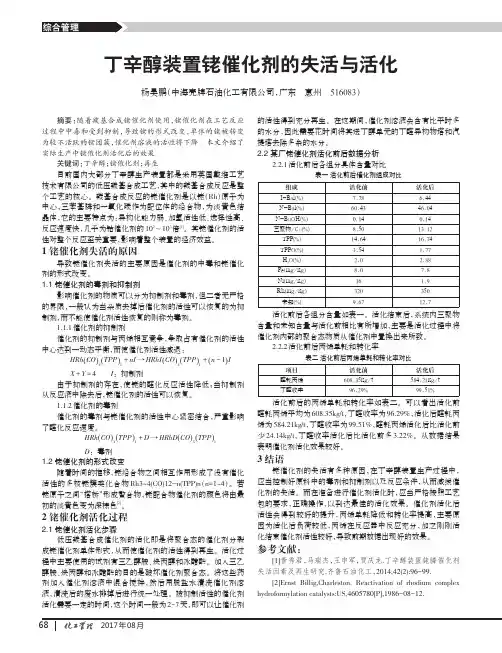
3.2.1活化前后各组分具体含量对比
表一活化前后催化剂组成对比
活化前后各组分含量如表一。
活化结束后,系统内三聚物含量和未知含量与活化前相比有所增加,主要是活化过程中将催化剂内部的聚合态物质从催化剂中置换出来所致。
3.2.2活化前后丙烯单耗和转化率
可以看出活化前醛耗丙烯平均为608.35kg/t,丁醛收率为96.29%,活化后醛耗丙烯为584.21kg/t,丁醛收率为99.51%,醛耗丙烯活化后比活化前少24.14kg/t,丁醛收率活化后比活化前多3.22%。
从数据结果表明催化剂活化效果较好。
总结:铑催化剂的失活有多种原因,在丁辛醇装置生产过程中,应当控制好原料中的毒剂和抑制剂以及反应条件,从而减缓催化剂的失活。
而在准备进行催化剂活化时,应当严格按照工艺包的要求,正确操作,以到达最佳的活化效果。
催化剂活化后活性会得到较好的提升,丙烯单耗降低和转化率提高,主要原因为活化后负荷较低,丙烯在反应器中反应充分,加之刚刚活化结束催化剂活性较好,导致前期数据出现好的效果。
参考文献:
[1]陆睿.丁辛醇装置羰基合成系统异常反应工况分析及对策研究[J].化工管理,2018(30):147-148.。