单元设计_丝杠螺距误差补偿及反向间隙补偿调试.
- 格式:docx
- 大小:7.90 KB
- 文档页数:2
项目数控车床丝杠螺距误差的补偿一、工作任务及目标1.本项目的学习任务(1)学习数控车床丝杠螺距误差的测量和计算方法;(2)学习数控车床螺距误差参数的设置方法。
2.通过此项目的学习要达到以下目标(1)了解螺距误差补偿的必要性;(2)掌握螺距误差补偿的测量和计算方法;(3)能够正确设置螺距误差参数。
二、相关知识滚珠丝杠螺母机构数控机床进给传动装置一般是由电机通过联轴器带动滚珠丝杆旋转,由滚珠丝杆螺母机构将回转运动转换为直线运动。
1、滚珠丝杠螺母机构的结构滚珠丝杠螺母机构的工作原理见图1;在丝杠1 和螺母 4 上各加工有圆弧形螺旋槽,将它们套装起来变成螺旋形滚道,在滚道内装满滚珠2。
当丝杠相对螺母旋转时,丝杠的旋转面经滚珠推动螺母轴向移动,同时滚珠沿螺旋形滚道滚动,使丝杠和螺母之间的滑动摩擦转变为滚珠与丝杠、螺母之间的滚动摩擦。
螺母螺旋槽的两端用回珠管 3 连接起来,使滚珠能够从一端重新回到另一端,构成一个闭合的循环回路。
2、进给传动误差螺距误差:丝杠导程的实际值与理论值的偏差。
例如PⅢ级滚珠丝杠副的螺距公差为0.012mm/300mm。
反向间隙:即丝杠和螺母无相对转动时丝杠和螺母之间的最大窜动。
由于螺母结构本身的游隙以及其受轴向载荷后的弹性变形,滚珠丝杠螺母机构存在轴向间隙,该轴向间隙在丝杠反向转动时表现为丝杠转动α角,而螺母未移动,则形成了反向间隙。
为了保证丝杠和螺母之间的灵活运动,必须有一定的反向间隙。
但反向间隙过大将严重影响机床精度。
因此数控机床进给系统所使用的滚珠丝杠副必须有可靠的轴向间隙调节机构。
图2为常用的双螺母螺纹调隙式结构,它用平键限制了螺母在螺母座内的转动,调整时只要扮动圆螺母就能将滚珠螺母沿轴向移动一定距离,在将反向间隙减小到规定的范围后,将其锁紧。
3、电机与丝杠的联接、传动方式直联:用联轴器将电机轴和丝杠沿轴线联接,其传动比为1:1;该联接方式传动时无间隙;同步带传动:同步带轮固定在电机轴和丝杠上,用同步带传递扭矩;该传动方式传动比由同步带轮齿数比确定,传动平稳,但有传动间隙;齿轮传动:电机通过齿轮或齿轮箱将扭矩传到丝杠,传动比可根据需要确定;该方式传递扭矩大,但有传动间隙。
丝杠补偿一般指丝杠的螺距误差补偿.间隙补偿包括所有传动链中的间隙(包括丝杆螺母付)的补偿.由于丝杆螺距的不均匀性,传动链正,反向运动的间隙,都会直接影响数控精度,有些通改进运动付的结构,例如采用滚珠丝杆,使之正反向间隙得以消除,但螺距误差是避免不了的.所以必须进行补偿,以求较高的精度.同样,齿轮啮合需要间隙才能正常运行,这种累计间隙误差也需要通过补偿,才能提高控制精度.丝杆(丝杠)反向间隙又称丝杠背隙、丝杠间隙、丝杠失动量在数控机床的进给传动链中.齿轮传动、滚珠丝杠:螺母副等均存在反向间隙,这种厦向间隙的存在会造成机床丁作台反向运动时,伺服电动机空转而工作台实际不运动。
对于采用半闭环伺服系统的数控机球.反向问隙的存在会影响到机床的定位精度和重复定位精度,从而影响到产品的加工精度这就需要数挫系统提供反向间隙补偿功能,以便在加工过程中自动补偿一些有规律的误差,提高加工零件的精度。
并且随着数控机床使用时删的增长,反向间隙还会因磨损造成的运动副间隙的增大而逐渐增加,因此需定期对数控机床各坐标轴的反向问隙进行测定和补偿。
1.反向间隙补偿过程在数控系统无补偿的条件下,于机床测量行程范围内,在靠近行程的中点及两端的三个位置上分别进行多次测量,用千分表或百分表测量m各日标点位置P的平均反向间隙B.以所得平均值中的最大值为反向隙值B,并输人到数控系统反向间隙补偿参数中。
CNC系统在控制坐标轴反向运动时,自动先让该标轴反向运动,然后再按指令进行运动.即数控系统会控制伺服电动机多走一段距离,这段距离等等于反向间隙值B.从而补偿反向间隙。
需要指出的是这种方法只适合于半闭环数控系统.对于全闭环数控系统则不能采取以上补偿办法。
2.反向间隙补偿方法可使用激光干涉仪和百分表/千分表百分表/千分表方法:用手脉发生器移动相关轴,(将手脉倍率定为1×100的挡位,即每变化一步,电机进给0.1mm),配合百分表观察相关轴的运动情况。

FAGOR CNC 8055系列8055系列数控系统是FAGOR高档数控系统,可实现7轴联动+主轴+手轮控制。
按其处理速度不同分为8055/A、8055/B、8055/C三种档次。
适用于车床、车削中心、铣床、加工中心、高速冲床、激光加工机床、表面磨床、工具磨床、座标磨等设备,具有连续数字化仿型、RTCP补偿、内部逻辑分析仪、SERCOS接口等许多高级功能。
FAGOR 8055M CNC采用集成式控制面板,使用软功能键在主菜单上选择操作方式,每种操作方式下分列各级子菜单,界面清晰,操作较SIEMENS 、FANUC CNC简单、便捷,用户易掌握。
在设计思路方面,该CNC具备一些独特的功能,对系统调试人员调试机床提供很大便利和帮助。
一.系统采用CNC断电,参考点自动记忆功能,避免了CNC在机床参考点处断电后,机床重新开机回参考点时发生超极限或撞车的危险。
二.PLC程序可在CNC上直接显示、编辑、修改,亦可在个人PC上用纯文本方式编辑,然后传送至PLC。
编程语言采用语句表格式,结构紧凑,免除了梯形图编程占用大量页面带来检索、翻页的麻烦。
所有PLC输入、输出及中间标志均可通过定义变为助记符,在PLC程序中使用,例:I5 伺服正常,通过定义可在编程时使用"SV OK"这段文字来表述,便于使用者理解。
三.CNC提供了强大的诊断功能。
1 通过屏幕显示PLC程序及各输入、输出及所有中间标志的状态,实现实时在线监控。
2带有逻辑分析仪(译名),可同时显示多个时间周期较短信号(如毫秒级的信号)的时序图,并自动计算各信号之间的时间差,以便机床故障时对信号进行分析。
3可绘制帮助图像和文件,当机床出现某个故障时,PLC自动激活相应文件,帮助维修人员快速定位故障点,并提供解决办法。
四.PLC 程序、帮助图像和文件存储在EEPROM中,避免因电池电压跌落引起程序丢失,数据的安全性较高。
五.通过CNC与PLC之间丰富的通信功能实现各种内部状态显示、变量的读取和信息交换,如:读取NC参数、机床坐标值,由PLC控制机床实现坐标运动,远程操作和监控等。
为何使用全闭环系统还要进行螺距误差和反向间隙补偿?
螺距补偿:意思上丝杠上存在误差通过数控系统功能进行补偿,实际上螺距误差补偿和很多因素都有关系,如机械的调整?机床轴的润滑?机械的热变形等?因此在做螺距误差补偿时候通
常先调整好机械使机械的重复运动时能达到最佳效果,然后机床轴预热(运动一段时间)然后进行螺距定位精度补偿。
这种情况的补偿通常效果比较理想。
闭环的补偿;由于闭环依靠闭环装置来检测,如:光栅尺,通常要做的工作先是拉尺,即校正尺安装后的读数与实际位置的一致,通常的做法采用激光干涉仪做外部检测,通过手动移动轴全程以尺反馈的读数与检测的读数比较,相应调整尺,使之与检测读数一致。
在尺经过调整后由于尺本身的材质原因在调整后其距离存在误差,这时候要通过螺距误差补偿来精确校正,闭环尺是一种闭环检测系统它的主要依靠依然离不开机械良好调整。
机械如果不到位,或存在很大的误差闭环效果也会有很大的影响。
反向间隙这个综合因素包含着丝杠反向间隙丝杠螺母间隙以及其它机械结构存在的反向误差,反向间隙依然和机械的良好调整依然无法分开,即如,某些机床结构中有斜铁也称镶条的调整程度会直接影响方向间隙还有轴运行速度也会直接影响方向间隙的大小,因此很多数控系统中反向间隙补偿大多在机械合理调整后还要分正常速度和快速进给俩种速度俩种速度下的补偿。
摩擦补偿在很多数控系统中很多应用在轴的过象限调整,即加工圆是在上下左右轴换向时候在工件上产生的刀痕,通过摩擦补偿可以一定程度的缓解这种现象,关于此参数在西门子系统的应用,大家有兴趣可以参看以前在论坛中相关的帖子。
有一些应用(个人观点,仅供参考)。
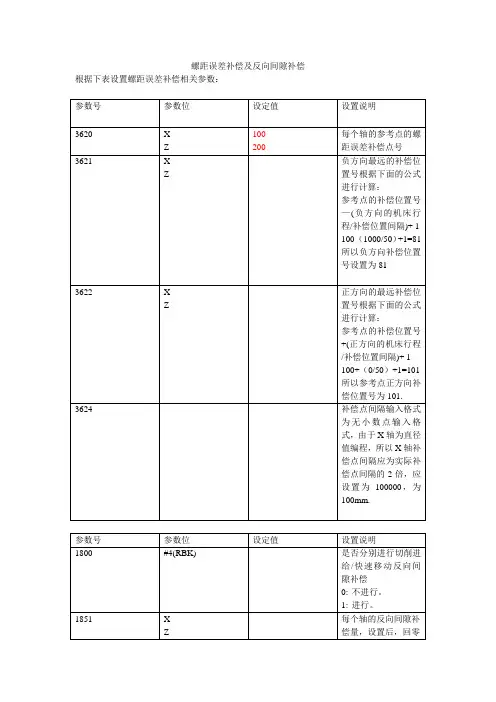
螺距误差补偿及反向间隙补偿根据下表设置螺距误差补偿相关参数:参数号参数位设定值设置说明3620 XZ 100200每个轴的参考点的螺距误差补偿点号3621 XZ 负方向最远的补偿位置号根据下面的公式进行计算:参考点的补偿位置号—(负方向的机床行程/补偿位置间隔)+ 1 100-(1000/50)+1=81 所以负方向补偿位置号设置为813622 XZ 正方向的最远补偿位置号根据下面的公式进行计算:参考点的补偿位置号+(正方向的机床行程/补偿位置间隔)+ 1 100+(0/50)+1=101 所以参考点正方向补偿位置号为101.3624 补偿点间隔输入格式为无小数点输入格式,由于X轴为直径值编程,所以X轴补偿点间隔应为实际补偿点间隔的2倍,应设置为100000,为100mm.参数号参数位设定值设置说明1800 #4(RBK) 是否分别进行切削进给/快速移动反向间隙补偿0: 不进行。
1: 进行。
1851 XZ 每个轴的反向间隙补偿量,设置后,回零生效1852 XZ 每个轴的快速移动时的反向间隙补偿量,回零生效由于FANUC系统螺距误差补偿采用增量式的补偿方式,所以在进行螺距误差补偿时,需根据补偿数据进行补偿数据的设定个。
下表为螺距误差补偿表由于每个补偿点的最大补偿值只能到7,在上表中可以看到,在-400mm测量位置处出现了一次22的值,此点是所有补偿点误差的最大值,所以补偿倍率按此点进行计算,而且考虑其它点的误差值,将补偿倍率设置为3倍。
补偿倍率设置为3倍,所有的补偿值都放大了三倍,所以在补偿数据处看到的是计算值的1/3,如果测量人员给出的是补偿值,那么补偿数据就按上图中的数据进行输入,如果给出的是误差值,则需将上图中的补偿数据取反。
螺距误差补偿在回零后即可生效。
项目数控车床丝杠螺距误差的补偿一、工作任务及目标1.本项目的学习任务(1)学习数控车床丝杠螺距误差的测量和计算方法;(2)学习数控车床螺距误差参数的设置方法。
2.通过此项目的学习要达到以下目标(1)了解螺距误差补偿的必要性;(2)掌握螺距误差补偿的测量和计算方法;(3)能够正确设置螺距误差参数。
二、相关知识滚珠丝杠螺母机构数控机床进给传动装置一般是由电机通过联轴器带动滚珠丝杆旋转,由滚珠丝杆螺母机构将回转运动转换为直线运动。
1、滚珠丝杠螺母机构的结构滚珠丝杠螺母机构的工作原理见图1;在丝杠1 和螺母 4 上各加工有圆弧形螺旋槽,将它们套装起来变成螺旋形滚道,在滚道内装满滚珠2。
当丝杠相对螺母旋转时,丝杠的旋转面经滚珠推动螺母轴向移动,同时滚珠沿螺旋形滚道滚动,使丝杠和螺母之间的滑动摩擦转变为滚珠与丝杠、螺母之间的滚动摩擦。
螺母螺旋槽的两端用回珠管 3 连接起来,使滚珠能够从一端重新回到另一端,构成一个闭合的循环回路。
2、进给传动误差螺距误差:丝杠导程的实际值与理论值的偏差。
例如PⅢ级滚珠丝杠副的螺距公差为0.012mm/300mm。
反向间隙:即丝杠和螺母无相对转动时丝杠和螺母之间的最大窜动。
由于螺母结构本身的游隙以及其受轴向载荷后的弹性变形,滚珠丝杠螺母机构存在轴向间隙,该轴向间隙在丝杠反向转动时表现为丝杠转动α角,而螺母未移动,则形成了反向间隙。
为了保证丝杠和螺母之间的灵活运动,必须有一定的反向间隙。
但反向间隙过大将严重影响机床精度。
因此数控机床进给系统所使用的滚珠丝杠副必须有可靠的轴向间隙调节机构。
图2为常用的双螺母螺纹调隙式结构,它用平键限制了螺母在螺母座内的转动,调整时只要扮动圆螺母就能将滚珠螺母沿轴向移动一定距离,在将反向间隙减小到规定的范围后,将其锁紧。
3、电机与丝杠的联接、传动方式直联:用联轴器将电机轴和丝杠沿轴线联接,其传动比为1:1;该联接方式传动时无间隙;同步带传动:同步带轮固定在电机轴和丝杠上,用同步带传递扭矩;该传动方式传动比由同步带轮齿数比确定,传动平稳,但有传动间隙;齿轮传动:电机通过齿轮或齿轮箱将扭矩传到丝杠,传动比可根据需要确定;该方式传递扭矩大,但有传动间隙。
丝杠反向间隙的调整
丝杠反向间隙是指丝杠在反向转动时产生的间隙或游隙。
这种间隙会
导致丝杠与螺母之间的相对运动不连续或不稳定,影响机械设备的精
度和性能。
调整丝杠反向间隙的方法如下:
1. 首先,确定丝杠的反向间隙大小。
可以通过实验或测量来获得准确
的数值。
2. 对于一些较小的反向间隙,可以通过 tightening the nut(紧固
螺母)的方法来进行调整。
即通过适当地调整螺母的紧固程度来减小
或消除间隙。
但需要注意,过度紧固可能会导致其他问题,如摩擦增
加或螺杆弯曲等。
3. 对于较大的反向间隙,可以采用添加垫片或嵌套组件的方法来进行
调整。
通过增加垫片或安装合适的嵌套组件,可以减小螺栓和螺母之
间的间隙,从而提高反向间隙的精度。
4. 可以通过更换更精密的丝杠或螺母来解决丝杠反向间隙过大的问题。
使用高精度的丝杠和螺母,可以减小反向间隙的大小,提高机械设备
的精度和稳定性。
总之,调整丝杠反向间隙需要根据具体情况来确定适当的解决方法。
通过紧固螺母、添加垫片、更换更精密的丝杠等方法,可以有效地减
小或消除丝杠反向间隙,提高机械设备的性能和精度。

丝杆反向间隙调整方法
丝杆反向间隙调整方法有:用百分表测量的方法、间隙补偿的方法。
用百分表测量的方法如下:
1.找到机械间隙补偿的参数,将参数值清零。
2.假设是检查X向机械间隙,将百分表座吸在大拖板上,测量头接触中拖板,压表0.5~1圈。
3.在手轮状态,将中拖板向负方向移动,百分表有变化的时候停止移动,将百分表对零。
4.将中拖板向正方向移动,用手轮最慢的档位,慢慢旋转手轮,默记手轮转过的刻度,当百分表指针发生变化的时候,立刻停止手轮。
5.按照此时手轮转过的刻度,计算机械间隙值。
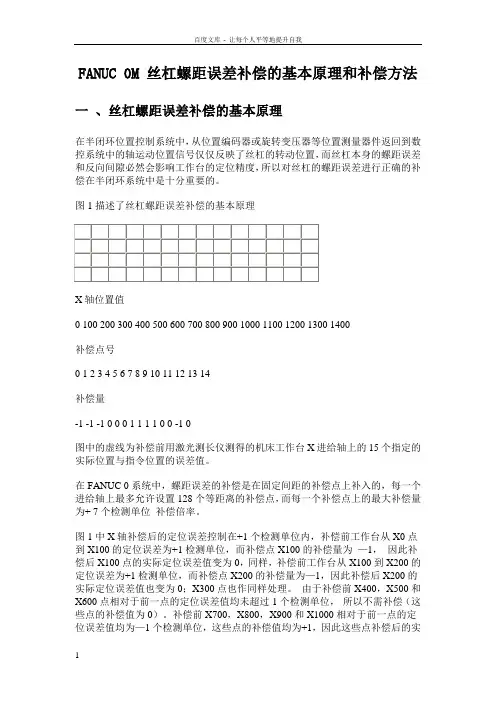
FANUC 0M 丝杠螺距误差补偿的基本原理和补偿方法一、丝杠螺距误差补偿的基本原理在半闭环位置控制系统中,从位置编码器或旋转变压器等位置测量器件返回到数控系统中的轴运动位置信号仅仅反映了丝杠的转动位置,而丝杠本身的螺距误差和反向间隙必然会影响工作台的定位精度,所以对丝杠的螺距误差进行正确的补偿在半闭环系统中是十分重要的。
图1描述了丝杠螺距误差补偿的基本原理X轴位置值0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400补偿点号0 1 2 3 4 5 6 7 8 9 10 11 12 13 14补偿量-1 -1 -1 0 0 0 1 1 1 1 0 0 -1 0图中的虚线为补偿前用激光测长仪测得的机床工作台X进给轴上的15个指定的实际位置与指令位置的误差值。
在FANUC 0系统中,螺距误差的补偿是在固定间距的补偿点上补入的,每一个进给轴上最多允许设置128个等距离的补偿点,而每一个补偿点上的最大补偿量为+ 7个检测单位补偿倍率。
图1中X轴补偿后的定位误差控制在+1个检测单位内,补偿前工作台从X0点到X100的定位误差为+1检测单位,而补偿点X100的补偿量为—1,因此补偿后X100点的实际定位误差值变为0,同样,补偿前工作台从X100到X200的定位误差为+1检测单位,而补偿点X200的补偿量为—1,因此补偿后X200的实际定位误差值也变为0;X300点也作同样处理。
由于补偿前X400,X500和X600点相对于前一点的定位误差值均未超过1个检测单位,所以不需补偿(这些点的补偿值为0)。
补偿前X700,X800,X900和X1000相对于前一点的定位误差值均为—1个检测单位,这些点的补偿值均为+1,因此这些点补偿后的实际定位误差值也变为0;由于补偿前X1100和X1200相对于前一点的定位误差值也均未超过1个检测单位,所以也不需补偿(这些点的补偿值也为0)。
《机械制造工艺学》丝杠运动误差的数据补偿一.实验目的和要求通过本实验掌握丝杠运动误差数字补偿的基本原理和方法。
二.基本原理和方法误差补偿的原理是采用数字的方法对误差进行补偿,其原理过程如下:首先,驱动步进电机在丝杠上预走一段距离(由用户设定),然后,将这段距离与理论值进行比较,从而可得出其误差值;接着,在下一次采用的过程中,对其前一次采样中的误差进行补偿,其补偿是通过对步进电机的速度进行控制来达到的,使最终在滑动工作台上表现出标准丝杠的运动情况,即在整个误差补偿的过程中,通过不断调整步进电机的速度来实现误差的补偿控制。
具体补偿过程如下:在第一次采样中,步进电机按设定速度V1驱动丝杠运动,假设其总共走的时间为T1,实际走的距离为D1,理论应当走的距离为R1,从而得出第一次采样中存在的误差E1,将这段误差计入第二次采样中进行补偿。
在第二次采样中,此时步进电机速度的设定要将第一次采样中存在的误差考虑进来,其速度需根据上一次的误差值进行调整,假设其速度为V2,总共走的时间为T2,在消除第一次误差后实际走的距离为D2,理论应当走的距离为R2,从而得出第二次采样中存在的误差E2,将这段误差计入第三次采样中进行补偿。
依此类推,通过不断地调整步进电机的速度实现误差的数字补偿控制。
三.实验步骤1.构建本实验的测控试验平台。
按照表0-1选择相应的功能模块重组本实验的测控试验平台,重构后的实验平台与图0-9中误差分析实验平台相同。
2.从菜单或工具栏中进入实验九,显示实验九主界面,如图3-1所示。
用右下角操作工具栏中的按钮调好工作台的分度起点。
图3-1 丝杠运动误差控制用户界面3.实时测量:点击“实时测量”按钮,仅驱动丝杠前进并检测出丝杠导程误差数据,形成误差数据文件,实时显示误差曲线。
4.点击“误差补偿”位图按钮,进行误差测量补偿。
5.点击“补偿结果”“测量数据”“补偿数据”其它位图按钮,显示补偿结果。
6.点击“测量数据”和“补偿数据”位图按钮,显示丝杠误差的测量和补偿数据。
丝杆间隙补偿
丝杆间隙是指丝杆与母杆之间的间隔距离,是影响加工中心精度和稳定性的重要因素。
补偿丝杆间隙可以提高加工精度和稳定性,主要涉及以下几种方法:
1. 反向间隙补偿:滚珠丝杠副存在反向间隙,虽然间隙不大,但在高速运动状态下,会对运动精度造成影响。
因此,数控系统需要提供间隙补偿功能。
随着机器运转,磨损增加会导致运动副间隙增大,进而导致反向间隙逐渐增大。
因此,需要定期测量和补偿数控机床各坐标轴的反向间隙。
2. 螺距误差补偿:由于加工条件和加工精度的不同,丝杠可能存在螺距误差。
对于数控机床,螺距误差补偿可以有效提高其定位精度。
早期螺距误差的补偿方法主要是采用人工补偿控制,这种方法难实施、容易出错且效率低。
激光干涉仪可以准确地测量被测物的位置精度和定位精度且不受移动距离的限制,因此在螺距测量与补偿中应用广泛。
3. 热误差补偿:热误差是由于温度变化引起的机床各部分的热变形。
在加工过程中,热误差可以导致工件加工精度下降。
因此,需要采取措施对热误差进行补偿。
4. 丝杆间隙补偿参数的计算和调整:通过计算丝杆间隙补偿参数,如补偿量、系数等,可以有效地降低加工误差和提高加工质量。
在加工中心使用过程中,
需要根据不同零件的加工要求,合理设置丝杆间隙补偿参数,以达到最佳的加工效果和加工质量。
综上所述,丝杆间隙补偿是一个复杂的过程,涉及到多种方法的综合运用。
在实际操作中,需要根据具体情况选择合适的方法进行补偿,以达到提高加工精度和稳定性的目的。
螺距误差补偿及反向间隙补偿根据下表设置螺距误差补偿相关参数:参数号参数位设定值设置说明3620 XZ 100200每个轴的参考点的螺距误差补偿点号3621 XZ 负方向最远的补偿位置号根据下面的公式进行计算:参考点的补偿位置号—(负方向的机床行程/补偿位置间隔)+ 1 100-(1000/50)+1=81 所以负方向补偿位置号设置为813622 XZ 正方向的最远补偿位置号根据下面的公式进行计算:参考点的补偿位置号+(正方向的机床行程/补偿位置间隔)+ 1 100+(0/50)+1=101 所以参考点正方向补偿位置号为101.3624 补偿点间隔输入格式为无小数点输入格式,由于X轴为直径值编程,所以X轴补偿点间隔应为实际补偿点间隔的2倍,应设置为100000,为100mm.参数号参数位设定值设置说明1800 #4(RBK) 是否分别进行切削进给/快速移动反向间隙补偿0: 不进行。
1: 进行。
1851 XZ 每个轴的反向间隙补偿量,设置后,回零生效1852 XZ 每个轴的快速移动时的反向间隙补偿量,回零生效由于FANUC系统螺距误差补偿采用增量式的补偿方式,所以在进行螺距误差补偿时,需根据补偿数据进行补偿数据的设定个。
下表为螺距误差补偿表由于每个补偿点的最大补偿值只能到7,在上表中可以看到,在-400mm测量位置处出现了一次22的值,此点是所有补偿点误差的最大值,所以补偿倍率按此点进行计算,而且考虑其它点的误差值,将补偿倍率设置为3倍。
补偿倍率设置为3倍,所有的补偿值都放大了三倍,所以在补偿数据处看到的是计算值的1/3,如果测量人员给出的是补偿值,那么补偿数据就按上图中的数据进行输入,如果给出的是误差值,则需将上图中的补偿数据取反。
螺距误差补偿在回零后即可生效。