FMEA中严重度频度探测度风险序数评价准则
- 格式:doc
- 大小:82.50 KB
- 文档页数:4
5
中等
加工后问题探测
由自动化控制进行后加工失效模式探测。这种自动化控制能探测不符合零件并锁定零件以防止进一步的操作
4
中上
从源头进行的问题探测
由自动化控制进行工位上失效模式探测。这种自动化控制能探测不符合零件,并自动锁定工位上的零件以防止进一步的操作
3
高
错误探测和/或问题预防
由自动化控制进行工位上错误(起因)探测,这种自动化控制能探测错误和预防不符合零件的制造
7
非常低
加工后问题探测
操作人员通过使用各种测量进行后加工失效模式探测或操作人员通过使用各种特性测量(通/止,手工扭转检查/点击扳手等)进行工位上的失效模式探测
6
低
从源头进行的问题探测
由操作人员通过使用各种测量进行后加工失效模式或错误(起因)探测或由工位上的由自动化的控制设备探测不符合零件并通过(指示灯,鸣声)通知操作人员。在作业前准备和首件检查时进行测量(仅用于探测作业前准备的起因)
2
很高
探测不可行错误预防
错误(起因)预防是通过固定设施设计,机械设计或零件设计而产生的。通过过程或产品设计进行防错而避免制造不符合零件
1
几乎肯定
•风险顺序数RPN =严重度(S)×频度数(O)×探测度(D)
是一項过程风险的指标。
•RPN值很高,过程设计人员必须采取纠正措施;
•不管RPN多大,只要S高时,就要引起特别注意.
·RPN≤100
10
几乎不可能
在任何阶段不太可能探测
失效模式和/或错误(原因)不容易被探测到(如,随机的审核)
9
很微小
后加工问题探测
操作人员通过视觉/触觉/听觉在后加工进行失效模式探测
8
微小
从源头进行的问题探测
操作人员通过视觉/触觉/听觉的方式进行工位上的失效模式探测或通过使用特性测量(通/止,手工扭转检查/点击扳手等)进行后加工时的失效模式探测
5
0.1件/每千件每10,000件中有1件
4
低
0.01件/每千件每100,000件中有1件
3
≤0.001件/每千件每1,000,000件中有1件
2
很低
通过预防控制消除失效
1
探测度(D):推荐的PFMEA探测度评价准则
可探测的机率
准则:过程控制探测可能性
等级
探测可能性
没有探测的可能
没有现行的过程控制,不能探测或不可分析
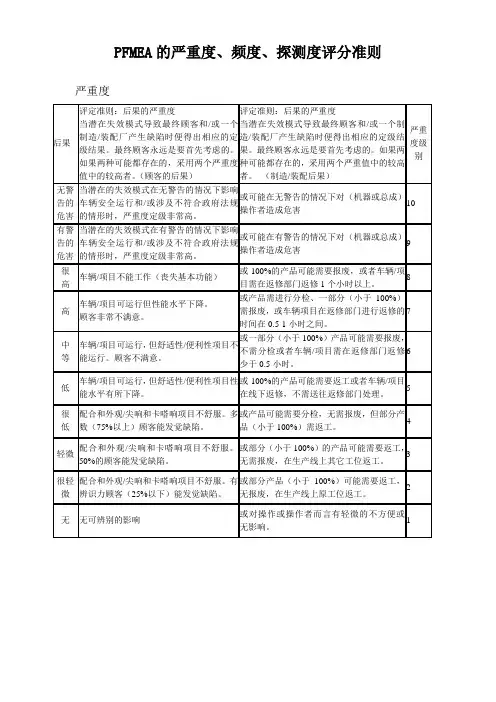
推荐的PFMEA严重度评价准则
后果
顾客后果
等级
后果
制造/组装后果
不符合安全
或法规要求
潜在失效模式影响车辆安全运行和
/或包含不符合政府法规情形。
失效发生时无警告
10
不符合安全
或法规要求
可能危及作业员
(机器或组装)而无警告
潜在失效模式影响车辆安全运行和/或包含
不符合政府法规情形。失效发生时有警告
9
可能危及作业员(机器或组装)
但是舒适度/便利等功能失效)
6
中等破坏
生产运行的100%需要进行下生
产线返工,然后可被接受
次要功能降低(汽车可运行
但是舒适度/便利等功能降低)
5
生产运行的一部分需要进行
下生产线返工,然后可被接受
烦扰的小问题
汽车可运行,但是外观或噪音等项目不合
格,并且大多数(>75%)顾客会发现这些
缺陷。
4
中等破坏
生产运行100%需要在其运行
前进行生产线的工站上返工
汽车可运行,但是外观或噪音等项目不合
格,并且许多(50%)顾客会发现这些缺陷
3
生产运行的一部分需要在其运行
前进行生产线的工站上返工
汽车可运行,但是外观或噪音等项目不合
格,并且少数(<25%)有辨识能力的顾客
会发现这些缺陷
2
次要破坏
对过程,作业或作业员带来
轻微的不便
没有影响
没有可识别的后果
但有警告
主要功能丧
失或降级
丧失基本功能(汽车不能运行
不影响汽车安全运行)
8
严重破坏
产品可能必须要100%丢弃,
生产线停止并停止装运
主要功能降级(汽车可运行
但是性能层次降低)
7
重大破坏
生产运行一部分(少于100%)
需被丢弃。主要过程中出现
的偏差(生产线速度降低或需增加人力)
次要功能丧
失或降级
次要功能丧失(汽车可运行
1
没有影响
没有可识别的影响
频度数(O):推荐的PFMEA频度数评价准则
失效可能性
起因发生可能性
等级
很高
≥100件/每千件≥每10件中有1件
10
高
50件/每千件每20件10件/每千件每100件中有1件
7
中等
2件/每千件每500件中有1件
6
0.5件/每千件每2,000件中有1件
中等
加工后问题探测
由自动化控制进行后加工失效模式探测。这种自动化控制能探测不符合零件并锁定零件以防止进一步的操作
4
中上
从源头进行的问题探测
由自动化控制进行工位上失效模式探测。这种自动化控制能探测不符合零件,并自动锁定工位上的零件以防止进一步的操作
3
高
错误探测和/或问题预防
由自动化控制进行工位上错误(起因)探测,这种自动化控制能探测错误和预防不符合零件的制造
7
非常低
加工后问题探测
操作人员通过使用各种测量进行后加工失效模式探测或操作人员通过使用各种特性测量(通/止,手工扭转检查/点击扳手等)进行工位上的失效模式探测
6
低
从源头进行的问题探测
由操作人员通过使用各种测量进行后加工失效模式或错误(起因)探测或由工位上的由自动化的控制设备探测不符合零件并通过(指示灯,鸣声)通知操作人员。在作业前准备和首件检查时进行测量(仅用于探测作业前准备的起因)
2
很高
探测不可行错误预防
错误(起因)预防是通过固定设施设计,机械设计或零件设计而产生的。通过过程或产品设计进行防错而避免制造不符合零件
1
几乎肯定
•风险顺序数RPN =严重度(S)×频度数(O)×探测度(D)
是一項过程风险的指标。
•RPN值很高,过程设计人员必须采取纠正措施;
•不管RPN多大,只要S高时,就要引起特别注意.
·RPN≤100
10
几乎不可能
在任何阶段不太可能探测
失效模式和/或错误(原因)不容易被探测到(如,随机的审核)
9
很微小
后加工问题探测
操作人员通过视觉/触觉/听觉在后加工进行失效模式探测
8
微小
从源头进行的问题探测
操作人员通过视觉/触觉/听觉的方式进行工位上的失效模式探测或通过使用特性测量(通/止,手工扭转检查/点击扳手等)进行后加工时的失效模式探测
5
0.1件/每千件每10,000件中有1件
4
低
0.01件/每千件每100,000件中有1件
3
≤0.001件/每千件每1,000,000件中有1件
2
很低
通过预防控制消除失效
1
探测度(D):推荐的PFMEA探测度评价准则
可探测的机率
准则:过程控制探测可能性
等级
探测可能性
没有探测的可能
没有现行的过程控制,不能探测或不可分析
推荐的PFMEA严重度评价准则
后果
顾客后果
等级
后果
制造/组装后果
不符合安全
或法规要求
潜在失效模式影响车辆安全运行和
/或包含不符合政府法规情形。
失效发生时无警告
10
不符合安全
或法规要求
可能危及作业员
(机器或组装)而无警告
潜在失效模式影响车辆安全运行和/或包含
不符合政府法规情形。失效发生时有警告
9
可能危及作业员(机器或组装)
但是舒适度/便利等功能失效)
6
中等破坏
生产运行的100%需要进行下生
产线返工,然后可被接受
次要功能降低(汽车可运行
但是舒适度/便利等功能降低)
5
生产运行的一部分需要进行
下生产线返工,然后可被接受
烦扰的小问题
汽车可运行,但是外观或噪音等项目不合
格,并且大多数(>75%)顾客会发现这些
缺陷。
4
中等破坏
生产运行100%需要在其运行
前进行生产线的工站上返工
汽车可运行,但是外观或噪音等项目不合
格,并且许多(50%)顾客会发现这些缺陷
3
生产运行的一部分需要在其运行
前进行生产线的工站上返工
汽车可运行,但是外观或噪音等项目不合
格,并且少数(<25%)有辨识能力的顾客
会发现这些缺陷
2
次要破坏
对过程,作业或作业员带来
轻微的不便
没有影响
没有可识别的后果
但有警告
主要功能丧
失或降级
丧失基本功能(汽车不能运行
不影响汽车安全运行)
8
严重破坏
产品可能必须要100%丢弃,
生产线停止并停止装运
主要功能降级(汽车可运行
但是性能层次降低)
7
重大破坏
生产运行一部分(少于100%)
需被丢弃。主要过程中出现
的偏差(生产线速度降低或需增加人力)
次要功能丧
失或降级
次要功能丧失(汽车可运行
1
没有影响
没有可识别的影响
频度数(O):推荐的PFMEA频度数评价准则
失效可能性
起因发生可能性
等级
很高
≥100件/每千件≥每10件中有1件
10
高
50件/每千件每20件10件/每千件每100件中有1件
7
中等
2件/每千件每500件中有1件
6
0.5件/每千件每2,000件中有1件