电极设计方法及原则讲解92页PPT
- 格式:ppt
- 大小:5.97 MB
- 文档页数:92
目录关于电极的介绍ELECTRODES INTRODUCTION (3)附录ATTACHMENT (4)快速智能向导Wizard (4)输出电极文件1 (5)输出电极文件2 Extract 2 (7)电极项目树Electrode Tree (8)电极毛坯BLANK和电极坐标系 BURN UCS (9)尺寸 (9)电极坐标系 Burn UCS (10)轮廓CONTOUR (12)轮廓Contour (12)曲面的延伸EXTENSION (13)按2个方向延伸 2 Directions (13)延伸到电极毛坯To Blank (14)模板TEMPLATE (15)模板Template (15)产生更多的电极 FURTHER ELECTRODES (16)调入一个模板文件Load Template (16)电极的旋转 Right Angle (18)圆柱状的电极Cylindrical (19)添加一个电极ADD ELECTRODE (20)连接Connect (20)电极图DRAFTING (23)参数选择Preferences (23)产生电极图纸Create (26)电极图Draft (28)最好的适合BEST FIT (30)构造Construct (30)包容轮廓Bounding box (31)实现Implement (33)关于电极的介绍Electrodes Introduction欢迎进入Cimatron E3的电极练习。
在这次练习中,我们将跟随着Cimatron E的电极向导非常简便的产生所需的电极。
Welcome to the Cimatron E3 Electrodes Tutorial. In this tutorial, electrodes will be created using Cimatron's easy to follow Electrode Guide.电极将用来进行下图所示的型腔零件的凹槽的成形。



电极设计的原理及电极的基本知识1:为什么要做电极电极可加工出数控机无法加工的形状能达到特殊的表面纹理2:电火花加工的原理,基于工具(电极)和工件(模型)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。
如图一所示。
3:电极由电蚀区域(放电面)、延伸区域(延伸面)、避空区域、底座及坐标系组成。
如图二所示。
电蚀区域,根据电火花加工原理,电蚀加工区域比实际形状要小,在加工时应该对电极进行过切切削(预留火花位)。
延长区域,由于电极在加工时是过切切削,所以在电极在最外沿小于实际形状,为了避免有些放电区域加工不完全,所以在某些位置应该对加工区域的曲面进行延长。
避空区域,为了避免底座与模型进行接触而产生过切,在延长区域至底座之间通常会拉伸一段距离。
而通常电蚀加工区域都由球刀或者刀尖圆角端铣刀来进行加工,所以这个拉伸高度应该大于球刀半径。
底座,通常底座是一个长方体或者是圆柱体,其作用是对电极与模型定位(碰数)。
拆电极之前的准备工作开启Cimatron E8.5软件,开启已经存在的图档demo_el.elt。
如图三所示,坐标系的位置及Z轴方向都不对。
选择Datum-----UCS----center of geometry 来创建一个新的坐标。
选择所有的曲面,按鼠标中键,将坐标点定义在表面正中心的点上。
如图四所示。
按确定创建坐标系。
激活坐标系,选中新创建的坐标系,按右键,选Activate UCS(激活坐标系)。
如图五所示。
保存图档,关闭文件。
进入电极模块点击快捷菜单区的电极设计向导。
弹出电极设计向导对话框,如图六所示。
选择要进行拆电极的模型。
Cimatro提供了二种方法,打开已存在的ELT (CimatronE格式)文档或者输入其他格式的图档。
当前教程选择打开刚才的图档demo_el.elt。
修改装配名。
拆分电极是建立在装配图档的基础上,需要有个总的装配。
通常装配名在这选择不修改(按默认)。
第一章电极设计部分自放电加工在工业生产中应用以来﹐首先获得大量使用的就是模具制造行业。
近来﹐随着模具要求的提高﹐模具材料愈来愈多地使用超硬合金﹐放电加工得到了更为广泛的应用。
其中﹐放电加工又分为雕形放电加工及线切割放电加工。
本书主要介绍雕形放电加工的有关内容。
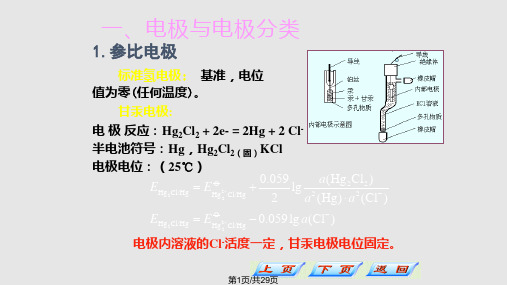
第一节放电加工原理及其工艺特点及规律放电加工是基于电火花腐蚀原理而工作的。
如图所示﹐电源提供的电流通过R给电容C充电。
随着由充电的进行,电容上的电压逐渐升高至一固定的电压﹐我们称该电压其为空载电压。
同时﹐伺服马达驱动着电极逐渐接近工件﹐电极与工件的电压将在二极面”相对最靠近点”使电介液电离击穿而形成火花放电﹐并在火花通道上瞬时产生大量热能﹐使金属局部熔化﹐甚至气化蒸发﹐而将工件蚀除下来。
在放电后﹐随着电容C上的电压的降低﹐电介质的绝缘性又会恢复﹐从而阻断电流。
电火花加工时﹐电极与工件间通过放电而使二者都被蚀除﹐蚀除物有固相(碳渣)和气相的﹐并且伴有声波(电磁波)的幅射。
在加工中﹐工具电极的蚀除我们称为电极消耗。
另外﹐放电后电极表面往往覆有涂层(特别在消耗小的时候)﹐工件的被加工面则会产生与原材料性能不同的变质层﹐对后加工有一定影响。
t时间t VA电火花放电电压与电流的波形如上图所示﹐其放电电压一般在25~45伏之间﹐其大小与电极与工件材料的性质﹑工作液﹑脉冲电流等因素均有关系。
正常放电过程一般认为是”充电------介质电离------放电-----放电结束-----介质绝缘恢复”的重复过程。
一般:U1>U2>U3>U4<表1-1>放电加工的产物可分为固相﹑气相和辐射波三部分。
它们的产生与放电的强弱有很大的关系。
固相电加工产物的形状﹐产生场合以及对加工的影响见表1-2﹕气相产物主要为CO﹑CO2﹐其中有一部分是有毒气体。
<表1-2>放电加工的工艺特点﹕放电加工时﹐工件材料的去除不是靠刀具的机械刀﹐加工时无机械切削力的作用﹐因此就没有因为切削力而产生的一系列设备﹑工艺问题。