旭化成尼龙树脂注塑工艺表
- 格式:doc
- 大小:34.00 KB
- 文档页数:1


第1篇一、引言尼龙注塑工艺是一种广泛应用于塑料制品生产的工艺方法。
它具有生产效率高、成本低、质量稳定等优点,在汽车、电子、家电、日用品等领域有着广泛的应用。
本文将从尼龙注塑工艺的原理、工艺流程、设备、模具、材料选择、质量控制等方面进行详细介绍。
二、尼龙注塑工艺原理尼龙注塑工艺是利用高温、高压将尼龙熔体注入模具腔内,在模具腔内冷却、固化,从而获得所需形状和尺寸的塑料制品。
尼龙注塑工艺主要包括以下步骤:1. 加热:将尼龙颗粒放入注塑机料斗中,通过加热使其熔化。
2. 注塑:将熔化的尼龙熔体注入模具腔内,填充模具型腔。
3. 冷却:注塑完成后,模具在冷却水或冷却介质中冷却,使熔体固化。
4. 开模:冷却固化后,打开模具取出制品。
5. 后处理:对制品进行去毛刺、抛光、组装等后续处理。
三、尼龙注塑工艺流程1. 模具设计:根据产品形状、尺寸、结构等要求,设计合理的模具结构。
2. 材料选择:根据产品性能、成本等因素,选择合适的尼龙材料。
3. 注塑机选型:根据产品尺寸、重量、生产速度等要求,选择合适的注塑机。
4. 模具加工:按照模具设计图纸,加工出符合要求的模具。
5. 熔融尼龙制备:将尼龙颗粒加热熔化,制备成熔融尼龙。
6. 注塑:将熔融尼龙注入模具腔内,填充模具型腔。
7. 冷却、固化:在模具中冷却、固化,形成所需形状和尺寸的制品。
8. 开模、取出制品:冷却固化后,打开模具取出制品。
9. 后处理:对制品进行去毛刺、抛光、组装等后续处理。
四、尼龙注塑工艺设备1. 注塑机:用于将尼龙熔体注入模具腔内,主要包括加热系统、注射系统、冷却系统等。
2. 模具:用于成型尼龙制品,包括动模、定模、浇注系统、冷却系统等。
3. 辅助设备:包括送料系统、干燥设备、温度控制器、液压系统等。
五、尼龙注塑工艺模具1. 模具材料:常用的模具材料有铝合金、钢、铜等。
2. 模具结构:包括动模、定模、浇注系统、冷却系统等。
3. 模具设计:根据产品形状、尺寸、结构等要求,设计合理的模具结构。

尼龙镜片注塑工艺流程
尼龙镜片注塑工艺流程
尼龙镜片作为一种常用的光学材料,具有优异的透光性和抗冲击性能,在眼镜制造中被广泛使用。
其制造工艺主要包括材料准备、注塑成型、后处理和质量检验四个步骤。
首先是材料准备。
尼龙镜片所需的原料主要有尼龙颗粒、色母和阻燃剂。
工作人员需要根据产品的要求精确地称量各种原材料,并将其混合均匀,以确保成品的质量。
接下来是注塑成型。
首先,将混合好的原料倒入注塑机的料斗中,并启动机器。
注塑机会将原料加热融化,然后通过螺杆的旋转和注射筒的移动将熔融的尼龙注入模具中。
模具通过高温高压使尼龙材料快速硬化,最终形成尼龙镜片的预定形状。
第三步是后处理。
尼龙镜片成型后需要进行切割、修整和抛光等后处理工序。
首先使用专业切割机将成型的尼龙镜片切割成所需要的尺寸,然后通过修整机修整表面不平整的部分。
最后,使用抛光机对尼龙镜片进行精细抛光,以提高其光洁度和透明度。
最后是质量检验。
在商品化生产之前,需要对成品进行严格的质量检验,以确保其符合相关的标准和要求。
常规的质量检验包括外观检查、尺寸测量和透光度测试。
同时还需要检查尼龙镜片的物理性能,如抗冲击性能、耐热性能和耐化学物质性能等。
总的来说,尼龙镜片注塑工艺包括材料准备、注塑成型、后处理和质量检验四个步骤。
通过精确地控制每一个环节,可以确保尼龙镜片的制造质量,生产出高品质的眼镜产品。

注塑工艺参数表1. 引言注塑工艺在制造领域中扮演着重要的角色。
注塑过程是将熔融状态的塑料材料注入模具中,通过冷却固化后形成所需的塑料制品。
注塑工艺参数是指影响注塑过程和最终产品质量的相关参数,包括注射压力、注射速度、熔融温度、模具温度等。
合理调整和控制这些参数,可以确保产品的质量稳定和生产效率的提高。
本文将介绍注塑工艺参数表的编写方法和常用参数的解释,以便生产人员在注塑过程中能够准确设置和调整工艺参数。
2. 注塑工艺参数表的编写方法注塑工艺参数表用于记录和管理注塑过程中的各项参数,以便在生产过程中进行参考和调整。
编写注塑工艺参数表通常遵循以下步骤:2.1 确定表格格式注塑工艺参数表通常采用表格的形式进行组织和展示。
可使用Markdown或其他表格编辑工具进行编写。
表格的列可以包括参数名称、参数值、参数单位等。
2.2 确定参数名称根据具体的注塑过程和要生产的产品,确定需要监控和调整的工艺参数。
常见的注塑工艺参数包括注射压力、注射速度、熔融温度、模具温度、冷却时间等。
2.3 设置参数值和单位根据注塑机的型号和产品的要求,设置每个参数的取值范围和单位。
参数的取值范围通常需要根据实际生产条件和试验结果进行确定。
2.4 填写参数值在实际生产过程中,根据产品要求和工艺要求,填写每个参数的具体取值。
在设置参数值时,需要根据实际情况进行调整和优化,以确保产品质量和生产效率。
3. 常用注塑工艺参数解释本节将介绍常用的注塑工艺参数及其解释,以便生产人员在设定和调整参数时能够更好地理解其作用和影响。
3.1 注射压力注射压力是指在注塑过程中,注塑机向模具中注射塑料材料时施加的压力。
适当的注射压力可以确保塑料材料充分填充模具腔体,并产生所需的制品形状。
3.2 注射速度注射速度是指注塑机在注塑过程中将塑料材料注入模具的速度。
合适的注射速度可以控制塑料材料的流动性,避免产生气泡和翘曲等缺陷。
3.3 熔融温度熔融温度是指塑料材料在注塑过程中达到的熔融状态的温度。
尼龙6注塑工艺参数一、材料准备1. 尼龙6颗粒2. 碳酸钙3. 硬脂酸锌4. 抗氧剂二、注塑机调试1. 清洁注塑机,确保无杂质。
2. 调整注射速度和压力,根据产品要求确定合适的参数。
3. 调整模具温度,确保温度均匀。
4. 根据产品要求设置冷却时间和保压时间。
三、模具准备1. 清洁模具,确保无杂质。
2. 计算出合适的射出量和射出压力。
3. 调整模具温度,根据产品要求确定合适的温度。
4. 安装好模具并进行试模。
四、生产工艺流程1. 开始生产前,将所有材料称量并混合均匀。
2. 将混合后的材料放入注塑机中,并调整好参数。
3. 开始注塑生产,确保产品质量符合要求。
4. 每隔一段时间清洁模具和注塑机,并检查产品质量是否受到影响。
五、工艺参数设置1. 注射速度:一般为每秒5~10毫米。
2. 射出压力:一般为50~100MPa。
3. 模具温度:一般为220~250℃。
4. 冷却时间:根据产品要求确定。
5. 保压时间:一般为5~20秒。
六、工艺注意事项1. 材料混合均匀,避免杂质进入注塑机和模具中。
2. 注塑机和模具要定期清洁,确保无杂质。
3. 调整好参数后进行试模,确保产品质量符合要求。
4. 生产过程中要及时检查产品质量,并进行调整和改进。
七、工艺优化建议1. 适当增加注射速度和射出压力,可以提高生产效率。
2. 增加碳酸钙的添加量可以降低成本并提高产品硬度。
3. 增加硬脂酸锌的添加量可以提高产品的耐热性能。
4. 在材料中添加抗氧剂可以提高产品的耐候性能。
尼龙制品生产工艺
尼龙制品生产工艺可分为以下几个步骤:
1. 原料准备:首先需要准备合适的尼龙原料,一般为尼龙树脂粒料。
根据具体产品的要求,选择合适的尼龙树脂类型和配方。
2. 高温熔融:将尼龙树脂粒料放入注塑机的料斗中,通过加热和搅拌,将尼龙树脂熔化成熔融状态。
注塑机通过加热元件和螺杆的旋转,将熔融的尼龙树脂推送到注射腔中。
3. 注射成型:注塑机中的注射腔由模具打开后,通过压力将熔融的尼龙树脂注入到模具中的空腔中,此过程为注射成型。
注射腔的形状和尺寸根据产品的要求进行设计。
4. 冷却固化:模具中的熔融尼龙树脂在注射成型后需要进行冷却固化,过程中需要控制冷却时间和温度,以确保尼龙制品的质量。
一般采用水冷却或空气冷却的方式进行冷却。
5. 脱模:当尼龙制品冷却固化后,模具打开,将成型后的尼龙制品取下,此过程为脱模。
脱模时需要注意操作的安全和避免产品损坏。
6. 修整加工:成型后的尼龙制品可能存在一些毛刺或不完整的地方,需要进行修整加工。
这一步主要包括去除毛刺、打磨、切割等操作。
7. 检验包装:经过修整加工后,对尼龙制品进行检验,确保产
品符合质量标准。
合格的尼龙制品进行包装,以便运输和销售。
总结:尼龙制品的生产工艺主要包括原料准备、高温熔融、注射成型、冷却固化、脱模、修整加工和检验包装等步骤。
这些步骤相互关联,需要进行精确控制,以确保尼龙制品的质量和性能。
华侨大学课程名称:增强增韧尼龙66汽车专用料姓名:彭儒学号:9专业:08高分子二班任课教师:钱浩前言:尼龙是结晶型塑料,品种颇多,已达到130多种,应用于注塑加工的有尼龙6、尼龙66、尼龙610、尼龙1010以及共聚性尼龙、超韧性尼龙、玻璃纤维增强尼龙、矿物增强尼龙等等。
世界市场中,应用量最大的是尼龙66。
尼龙最早在1889年首先由Gabriel和Maass 两人合成制得,但系统的研究并最终实现工业化实在1929年,由美国杜邦公司的Carothers着手进行的。
1931年Carothers申请了第一篇尼龙专利,1935年首先制得尼龙66,1939年实现工业化。
尼龙66的应用领域一般在汽车、电子电器、化工设备、机械设备等方面。
从最终用途看,汽车行业消耗的尼龙66占第一位,电子电器占第二位。
大约有88%的尼龙66通过注射成型加工成各种制件,约12%的尼龙66则通过挤出、吹塑等成型加工成相应的制品。
由于尼龙66优良的耐热性、耐化学药品性、强度和加工方便等,因而在汽车工业得到了大量应用,目前几乎已能用于汽车的所有部位,如发动机部位,电器部位和车体部位。
发动机部位包括进气系统和燃油系统,如发动机气缸盖罩、节气门、空气滤清器机器外壳,车用空气喇叭、车用空调软管、冷却风扇及其外壳、进水管、刹车油罐及灌盖,等等。
车体部位零部件有:汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭、车内各种装饰件等等。
车内电器方面如电控门窗、连接器、保鲜盒、电缆扎线等。
工艺特点:⑴吸水性尼龙66较易吸湿,如果长时间暴露在空气下,会吸收大气中的水分。
吸水后会发生体积膨胀,影响制品的尺寸精度,如在注塑前吸收过量的水分时,其制作的外国外观和力学性质都会受损。
⑵结晶性尼龙66为结晶性高聚物,一般在20%~30%之间。
结晶度的高低与性能有关,结晶度高,拉伸强度、耐磨性、硬度、润滑性等性能有所提高,热膨胀系数和吸水性趋于下降。
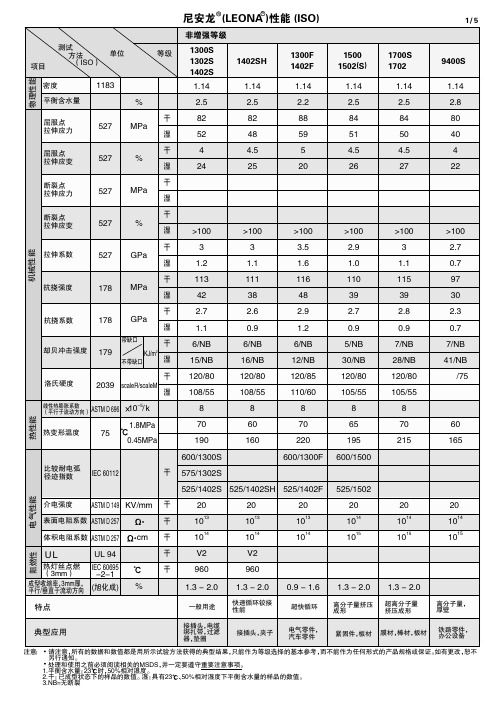
*Leona™(尼胺龙)颗粒采用密封袋装形式提供,如果在开封后立即使用,则不需要预干燥。
但如果开封后不赶快使用,Leona™(尼胺龙)颗粒就会从空气中吸收大量的水分。
为了避免因水分吸收而引起的银斑和其他缺陷,开封后的Leona™(尼胺龙)颗粒必须储存在密封的金属容器中,或者在注塑之前进行预干燥。
为了防止吸收水分,应当等到使用前才能打开袋子的密封。
要避免袋子破裂及使产品远离水分,洒出的颗粒不可放回袋子中。
处理Leona™时一定要在指定的温度范围内。
温度过低可能会因塑化不均匀而造成局部降解;而如果温度过高的话,则可能引起银斑、其他外观问题以及树脂的分解。
最佳的温度范围是因等级的不同而有所变化的,因此请阅读每个级别的指南(可从旭化成处获得)。
在整个的注塑操作中,都应当保证充分的局部或总体通风。
如果材料滞留在未运行的热机筒中,就可能会造成树脂分解。
在长时间中断注塑过程之前,应当用无色的聚乙烯或专门用于聚酰胺树脂的清洗材料清洗和填充机筒。
如果工作区域中有洒落的颗粒,应当及时清除和丢弃,以免滑倒。