注塑模具冷却水路设计资料
- 格式:ppt
- 大小:476.00 KB
- 文档页数:15
模具螺旋冷却水路
摘要:
1.模具螺旋冷却水路的概念和原理
2.模具螺旋冷却水路的设计要点
3.模具螺旋冷却水路的优势和应用
4.模具螺旋冷却水路的维护和改进
正文:
一、模具螺旋冷却水路的概念和原理
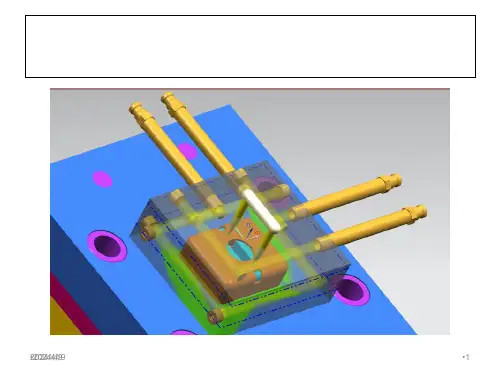
模具螺旋冷却水路是一种应用于模具冷却系统的技术,其主要原理是通过螺旋状的水流将热量快速带走,以达到高效冷却模具的目的。
这种冷却方式能够在保证模具正常工作的同时,提高生产效率和延长模具使用寿命。
二、模具螺旋冷却水路的设计要点
在设计模具螺旋冷却水路时,应考虑以下几个方面:
1.水路设计:需要根据模具的形状和结构,设计出合适的螺旋水路,以确保冷却效果均匀。
2.冷却水流速:水流速度过快或过慢都会影响冷却效果,因此需要合理控制水流速度。
3.冷却水进出口:设计合理的冷却水进出口,能够有效避免水流对模具产生冲击,保护模具。
三、模具螺旋冷却水路的优势和应用
模具螺旋冷却水路具有以下优势:
1.冷却效果佳:螺旋状的水流能够快速将热量带走,提高冷却效果。
2.节省能源:相较于传统冷却方式,模具螺旋冷却水路能够降低能耗,节约成本。
3.延长模具寿命:通过有效的冷却,能够降低模具的工作温度,延长模具使用寿命。
因此,模具螺旋冷却水路广泛应用于各类模具的冷却系统中,如注塑模具、压铸模具等。
四、模具螺旋冷却水路的维护和改进
为了确保模具螺旋冷却水路的正常工作和延长使用寿命,需要进行定期的维护和检查。

注塑模具水路基本知识注塑模具水路是指在注塑模具中设置的一系列冷却水通道,主要用于调控模具温度,以确保注塑成型过程中塑料材料能够在合适的温度范围内凝固,提高注塑成型的质量和效率。
以下是有关注塑模具水路的一些基本知识:1. 冷却水通道设计:冷却水通道的设计是注塑模具中的重要一环。
它通常由一系列的通道组成,这些通道分布在模具的芯、腔等部位,以确保整个模具的均匀冷却。
合理的冷却水通道设计有助于缩短成型周期,提高生产效率。
2. 水路布局:冷却水通道的布局需要考虑到塑料零件的形状、大小以及塑料流动的路径。
通道应该被布置在可能的接近塑件的区域,确保塑料材料能够被迅速冷却。
3. 水路截面:冷却水通道的截面尺寸也需要仔细设计。
截面太小可能导致水流不畅,影响冷却效果;截面太大则会导致水流速度过快,同样影响冷却效果。
合适的截面设计有助于维持水的流速和温度。
4. 冷却效果监控:在注塑生产中,可以通过监控温度传感器或热像仪等设备来实时监测模具的温度分布情况,以及冷却效果。
这有助于及时发现并解决可能的问题,提高生产质量。
5. 材料选择:水路所用的材料需要具备优异的导热性能和耐腐蚀性能,一般选择优质的不锈钢或铜材料。
6. 防止水垢和堵塞:注塑模具水路中的水质问题可能导致水垢的产生,因此需要定期清理水路,确保畅通无阻。
此外,也可以使用防垢剂来减少水垢的生成。
7. 节能环保:合理设计的冷却水通道有助于降低注塑生产中的能耗,提高生产效率,符合节能环保的要求。
以上是有关注塑模具水路的一些基本知识,这些因素共同影响着模具的冷却效果和生产效率。
在模具设计和生产过程中,需要综合考虑这些因素,以达到最佳的注塑成型效果。

注塑模冷却系统设计一、冷却系统原理冷却系统的设计原则包括以下几点:1.均匀冷却:冷却通道应布置得均匀,确保注塑模腔内的温度分布均匀,避免产生缺陷。
2.高效冷却:冷却通道应尽可能靠近模具表面,并减小冷却通道的截面积,以增加冷却介质对模具的冷却效果,提高生产效率。
3.多角度冷却:在模具中设置多个冷却通道,使冷却介质能够从不同的角度覆盖模具表面,提高冷却效果。
4.控制温度:通过合理设置冷却通道的长度、截面积和数量等参数,控制注塑模的冷却速度,确保产品达到理想的尺寸和性能。
二、冷却系统设计流程1.模具结构分析:根据产品的形状和尺寸,对模具进行结构分析,确定冷却通道的位置和数量。
2.冷却通道设计:根据模具结构,设计冷却通道的形状、截面积和长度等参数。
一般来说,冷却通道应尽量靠近模具表面,避免过于接近模腔导致冷却效果不佳。
3.冷却通道布置:根据模具结构和产品的需求,合理布置冷却通道的位置和数量。
通常情况下,冷却通道应均匀分布在模具的各个部位,并且覆盖整个模具表面。
4.冷却介质选型:选择合适的冷却介质,通常是冷水。
冷却介质的选择应考虑到模具材料的热导率、流动性以及生产环境等因素。
5.防止冷却死角:在冷却系统设计中,应尽量避免冷却死角的产生。
冷却死角是指冷却介质在注塑模内积聚,无法很好地冷却模具的局部区域。
为了避免冷却死角,可以设置细小的冷却通道或者采用多角度冷却。
三、冷却系统优化方面为了进一步提高冷却系统的效果,可以从以下几个方面进行优化:1.模腔温度分析:利用模具流动分析软件,对模腔的温度分布进行分析,找出温度较高或较低的区域,并针对性地调整冷却通道的布置。
2.冷却介质控制:通过对冷却介质的输送速度、温度和压力等参数进行控制,进一步提高冷却效果。
3.冷却材料选择:选择具有较好导热性能的冷却材料,如铜合金等,以提高冷却效果。
4.模具表面处理:在模具表面进行特殊处理,如磨削、喷砂等,增加表面的热传导性,提高冷却效果。
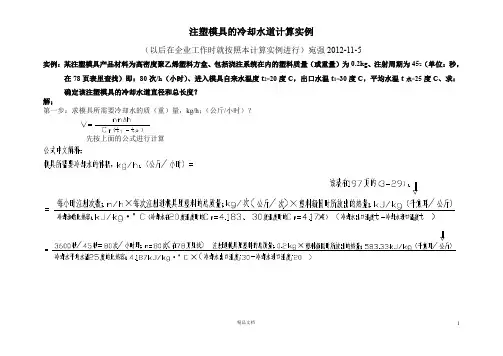
注塑模具的冷却水道计算实例
(以后在企业工作时就按照本计算实例进行)宛强2012-11-5
实例:某注塑模具产品材料为高密度聚乙烯塑料方盒、包括浇注系统在内的塑料质量(或重量)为0.2kg、注射周期为45s(单位:秒,在78页表里查找)即:80次/h(小时)、进入模具自来水温度t2=20度C,出口水温t1=30度C,平均水温t水=25度C、求:
确定该注塑模具的冷却水道直径和总长度?
解;
第一步:求模具所需要冷却水的质(重)量,kg/h;(公斤/小时)?
先按上面的公式进行计算
第二步:根据223.4公斤/小时,查下表1,
选出模具所需要冷却水的孔直径为d=0.015m即直径φ15mm的孔,同时查得:d0.13=0.579,为保证获得湍流(湍tuān,急流的水)从而得到良好的传热效果,取ひ0.87=0.49。
将以上参数代入下面的公式:
高密度聚乙烯注射成型时模具温度t模=60度,(该数据在194页的表3-26里面)那么,冷却水的传热面积为:
布置冷却水路举例:(注意本举例只是说明如何布置多少根的意思,并非是上面例题的实际设计尺寸)
1、如果是这个方向布置冷却水路的话,就800÷200=4根,至少取4根。
2、如果是这个方向布置冷却水路的话,就800÷280=2.85根,至少取3根。
需要注意的是:
1、在布置冷却水回路的时侯,应该是冷却水道的实际长度大于上面的有效长度,取整数。
2、在布置冷却水回路的时侯,应该是型腔占60%,型芯占40%。
3、在布置冷却水回路的时侯,应该是冷却水道尽量多,以备用。
塑胶模具冷却系统设计一、背景介绍塑胶模具冷却系统是塑胶加工过程中非常重要的一部分,它直接影响到产品的质量和生产效率。
冷却系统的设计需要考虑多个因素,例如冷却介质的选择、冷却管道的布局、冷却器的尺寸和数量等。
本文将详细介绍塑胶模具冷却系统的设计原则和注意事项。
二、设计原则和注意事项1.冷却介质的选择:冷却介质常用的有水、油和空气等。
水是最常用的冷却介质,因为其传热效果好且成本低廉。
同时,水的导热性好,容易控制温度。
油和空气则适用于一些特殊的加工需求,如高温或高速冷却。
2.冷却管道的布局:冷却管道的布局应尽可能均匀地分布在模具的各个部位,确保每个产品的冷却效果一致。
同时,冷却管道的直径也需要根据冷却介质的流量和速度来确定。
3.冷却器的尺寸和数量:冷却器的尺寸和数量应根据模具的尺寸和冷却需求来确定。
一般来说,冷却器的数量越多,冷却效果越好。
另外,冷却器的尺寸也需要考虑冷却介质的流量和温度。
4.管道和冷却器的材质选择:管道和冷却器的材质应具有良好的导热性和抗腐蚀性。
常用的材质有铜、铝和不锈钢等。
同时,材质的选择也需要考虑成本和耐用性等方面。
5.控制冷却温度:冷却温度的控制对产品的成型质量有直接影响。
应根据具体产品的要求来确定冷却温度。
一般来说,温度过低会导致产品收缩过大,而温度过高则会导致产品变形。
6.检测和维护:冷却系统应配备温度传感器和压力传感器等装置,对冷却效果进行实时监测。
同时,冷却系统还需要进行定期的清洗和维护,确保其正常运行和延长使用寿命。
三、冷却系统设计实例以注塑模具为例,冷却系统的设计可以按照以下步骤进行:1.确定冷却介质的选择:一般使用水作为冷却介质,因为其成本低廉且传热效果好。
2.根据模具的尺寸和形状设计冷却管道的布局:确保冷却管道能够均匀地覆盖整个模具,并避免冷却死角。
3.根据冷却需求选择冷却器的尺寸和数量:根据模具的尺寸和冷却需求,选择合适的冷却器尺寸和数量。
4.选择合适的管道和冷却器材质:选择具有良好导热性和抗腐蚀性的材质,如不锈钢。
塑胶模具冷却水路设计标准
塑胶模具冷却水路设计标准可以参考以下几点:
1. 冷却水路的设计应根据模具的结构、材料和加工工艺要求进行,确保塑胶模具在注塑过程中能够获得适当的冷却效果。
2. 冷却水路应尽可能地覆盖模具的整个表面,以确保模具能够均匀冷却,避免产生热应力和变形。
3. 冷却水路的布置应合理,避免水路交叉或拥挤,以确保冷却水能够顺畅地流动,提高冷却效果。
4. 冷却水路的宽度和深度应根据模具的尺寸和注塑工艺的要求进行确定,以确保冷却水能够充分接触到模具表面并带走热量。
5. 冷却水路的进出口应设计合理,以确保冷却水能够顺畅地流入和流出模具,避免产生积水和死角。
6. 冷却水路的材料应选择具有较好抗腐蚀性和热传导性的材料,如不锈钢或铜等。
7. 冷却水路的连接方式应可靠,防止漏水和渗漏现象的发生。
8. 冷却水路的冷却剂应根据模具材料的要求进行选择,以确保冷却效果和模具寿命的提高。
以上仅为一般性建议,具体的冷却水路设计标准还需根据实际情况和工艺要求进行确定。
注塑模具冷却水路设计一、冷却系统的设计原则1.均匀性原则:冷却水应能均匀地覆盖整个模具表面,保证模具各部位的冷却效果一致,避免出现局部过热或过冷的现象。
2.高效性原则:冷却水应尽可能快速地吸收模具上的热量,提高冷却速度,并迅速排出,以提高生产效率。
3.经济性原则:冷却系统的设计应尽量减少冷却水的流量和能耗,降低生产成本。
4.安全性原则:冷却系统的设计应考虑防止冷却水泄漏、烫伤操作人员等安全问题。
二、冷却水路的布置方式1.双水路布置:常用的冷却水路设计方式是双水路布置,即将进水和出水管道分开设置。
进水管道和出水管道应相对布置,使冷却水能够充分覆盖模具的表面,使冷却效果更好。
2.直线布置:冷却水路一般采用直线布置,以迅速传递模具表面的热量,提高冷却效果。
直线布置的冷却水路应尽量减少弯头和弯管,以降低水流阻力。
3.弯头布置:当模具的形状不规则或空间有限时,可以采用弯头布置的冷却水路,使冷却水能够覆盖到模具的各个部位。
但是,弯头布置会增加水流阻力,影响冷却效果,所以应尽量减少弯头的数量。
4.分级布置:对于大型模具或需要长时间注塑的产品,可以采用分级布置的冷却水路,将冷却水路分为多段,以提高冷却效果。
三、冷却水路的设计步骤1.根据产品的形状和结构,确定冷却水路的布置方式,包括进水管道和出水管道的位置和数量。
2.根据模具的尺寸和材料,计算冷却水路的长度和直径,并确定冷却水的流量和压力。
3.选择合适的冷却水路元件,如水管、弯头、分流装置等,并计算和确定它们的尺寸和数量。
4.验算冷却水路的设计是否符合要求,包括冷却水的流速、流量、冷却时间等。
5.根据模具的具体情况,设计冷却水路的进水和出水管道的接口,确保冷却水能够顺利流入和排出。
6.绘制冷却水路的详细图纸,包括冷却水路的布置、元件的尺寸和位置等。
四、注意事项1.冷却水路的布置应尽量远离模具的加热部位,避免冷却水的温度受到影响。
2.冷却水路的材料应选择耐腐蚀的材料,如不锈钢、铜等,以防止冷却水对模具的腐蚀。
注塑模具水路设计指南注塑模具水路设计指南注塑模具水路设计指南是在注塑模具制造过程中非常重要的一环。
水路设计的好坏直接影响着注塑模具的冷却效果,进而影响着产品质量和生产效率。
因此,合理的水路设计对于提高注塑模具的生产效率、降低能耗和延长模具使用寿命具有重要意义。
首先,注塑模具的水路设计应考虑到冷却水的流动性和均匀性。
冷却水应能够以均匀的速度流过模具的每个部位,确保模具的温度分布均匀。
通常情况下,水路设计应遵循“先热后冷”的原则,即首先保证模具的热流向冷却系统,然后再将冷却水排出。
这样可以最大程度地提高冷却效果,加快产品的冷却速度。
其次,注塑模具的水路设计还应考虑到冷却水的温度控制。
冷却水的温度对于注塑过程中的产品质量和生产效率有着直接的影响。
设计时应充分考虑冷却水的温度变化,选择合适的冷却水温度和冷却时间,以确保产品在注塑过程中的冷却速度和质量。
此外,注塑模具的水路设计还应注意冷却水的流量和压力。
流量和压力的大小直接影响着冷却水的流动速度和冷却效果。
设计时应根据注塑模具的具体情况,合理确定冷却水的流量和压力,以达到最佳的冷却效果。
最后,注塑模具的水路设计还应考虑到冷却水的循环方式。
常见的循环方式有直接冷却循环和间接冷却循环。
直接冷却循环是将冷却水直接流过模具,然后将冷却水排出;间接冷却循环是通过换热器将冷却水与模具分开,以免污染模具。
设计时应根据注塑模具的具体情况和要求选择合适的冷却水循环方式。
总之,注塑模具水路设计指南是注塑模具制造过程中的重要参考依据。
合理的水路设计可以提高模具的冷却效果,提高生产效率,降低能耗,延长模具的使用寿命。
因此,在注塑模具制造过程中,我们必须充分重视水路设计的重要性,并根据具体情况和要求进行科学合理的设计。
这样才能生产出高质量的注塑产品,提高企业竞争力。