数控加工程序编制_加工中心_孔类零件程序编制
- 格式:ppt
- 大小:669.00 KB
- 文档页数:40
数控车床零件程序编制及模拟加工实训数控技术是近年来发展最为迅猛的高新技术之一,数控机床作为数控技术的重要应用领域,已经成为工业化生产中不可或缺的先进设备。
而数控车床作为数控机床的重要代表之一,除了为企业带来高效率的生产外,还为人们提供了更加精准、稳定、高质量的生产工具。
在学习数控车床的时候,程序编制及模拟加工实训是非常重要的环节,下面就来详细介绍一下。
一、数控车床零件程序编制1.确定数控车床工艺路线和加工方法数控车床零件编程前,需要根据零件的特点、工件材料和要求等因素,确定加工工艺路线和加工方法。
比如,确定零件需要进行的工艺流程,以及每道加工工序所使用的刀具和刀具的选用规则等等。
2.确定工件坐标系和基准点位置确定好加工的工艺路线之后,需要确定的就是工件坐标系和基准点位置。
在编写数控程序时,必须精确地规定工件坐标系及各工件表面的位置、形状、尺寸和位置关系。
3.确定切削参数根据零件的特点和工件材料确定切削参数,包括切削速度、切削深度、进给速度等。
4.建立加工刀具库数控车床零件编程,涉及到很多种刀具的选用,因此建立加工刀具库非常重要。
建立加工刀具库包括确定刀具的外形、长度、直径、刀头半径等。
5.编写加工程序这是最重要的一步,也是整个数控车床零件编程最为重要的环节。
在编写数控程序的时候,需要对加工坐标系、切削参数、工件坐标系、刀具库等方面进行设置。
二、数控车床模拟加工实训数控车床模拟加工实训是数控车床零件程序编制的一个重要环节,既可以前期预先评估程序的正确性,又可以及时调整程序,精调程序,同时也为后期工件的成功加工提供了把握。
数控车床模拟加工实训的步骤如下:1.安装模拟加工软件首先需要安装适合自己使用的模拟加工软件,一般选择的软件有VERICUT、UG等,然后根据需求进行设置。
2.加载数控程序在软件中加载零件数控程序,并且导入刀具库和工件坐标系。
软件会给出程序的加工路径,以便进行模拟加工。
3.进行模拟加工进行模拟加工的同时需要监控加工过程中的切削力、切削温度等情况。
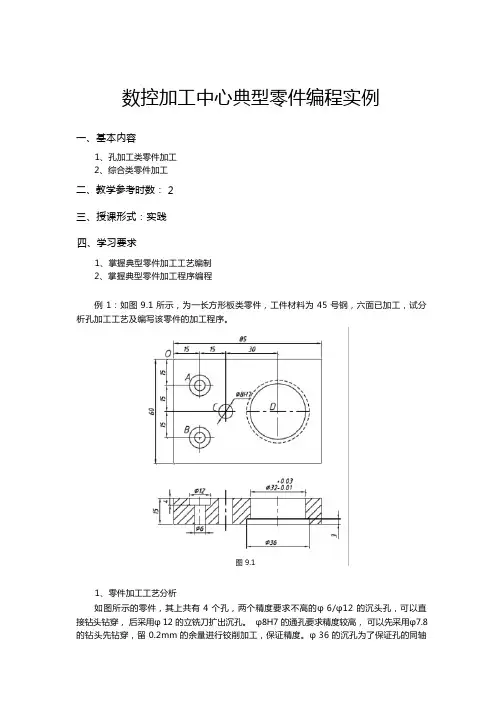
数控加工中心典型零件编程实例一、基本内容1、孔加工类零件加工2、综合类零件加工二、教学参考时数:2三、授课形式:实践四、学习要求1、掌握典型零件加工工艺编制2、掌握典型零件加工程序编程例 1:如图 9.1 所示,为一长方形板类零件,工件材料为 45 号钢,六面已加工,试分析孔加工工艺及编写该零件的加工程序。
图 9.11、零件加工工艺分析如图所示的零件,其上共有 4 个孔,两个精度要求不高的φ 6/φ12 的沉头孔,可以直接钻头钻穿,后采用φ 12 的立铣刀扩出沉孔。
φ8H7 的通孔要求精度较高,可以先采用φ7.8的钻头先钻穿,留 0.2mm 的余量进行铰削加工,保证精度。
φ 36 的沉孔为了保证孔的同轴度和表面的垂直度可以采用背镗工艺,因此该零件安排的加工工艺过程如下:(1)为保证孔间距精度,先采用中心钻点孔。
(2)采用φ 6 的钻头钻削两个φ6 孔。
(3)采用φ7.8 钻头钻削φ8 孔留余量0.2mm 。
(4)采用φ30 钻头钻留余量2mm 。
(5)扩φ 12 沉孔。
(6) 粗镗φ32 孔留余量 0.03mm 。
(7)背镗φ36 孔至尺寸。
(8)铰φ 8H7。
(9) 精镗φ 32 孔。
2、刀具及切削用量的选择加工零件所需的刀具及其切削用量选择见表。
表 加工刀具及切削用量3、确定编程原点位置及相关的数值计算根据工艺分析, 为方便计算与编程, 如图10.1所示, 选左上角的O 点为工件坐标系原点。
4个点位的坐标如下:A (X = 15.00 Y = -15.00)B (X = 15.00 Y = -45.00)C (X = 30.00 Y = -30.00)D (X = 60.00 Y = -30.00) 4、参考程序程序段O100 程序名号G40 G80 G49; 安全设定。
G28 G91 Z0; 经当前点,返回换刀点。
G28 X0 Y0;返回机床原点。
G54; 坐标系设定。
N1 M06 T01; 换1号刀 ( φ3mm中心钻), 适用无机械手盘式刀库。
数控加工程序编制的步骤及标准
一、程序编制的内容与步骤
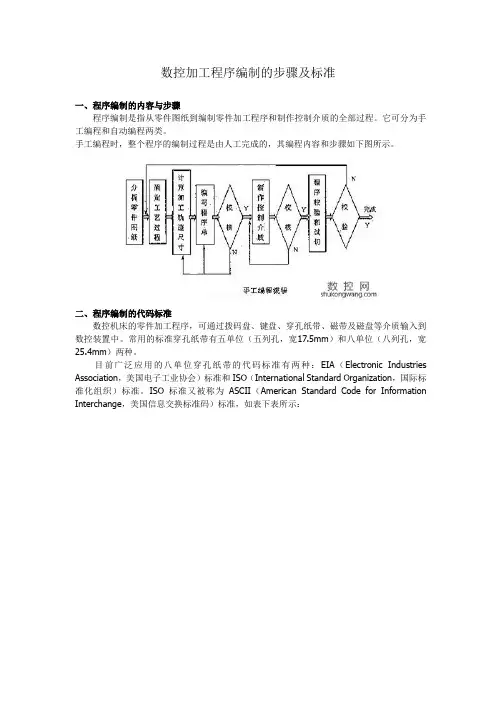
程序编制是指从零件图纸到编制零件加工程序和制作控制介质的全部过程。
它可分为手工编程和自动编程两类。
手工编程时,整个程序的编制过程是由人工完成的,其编程内容和步骤如下图所示。
二、程序编制的代码标准
数控机床的零件加工程序,可通过拨码盘、键盘、穿孔纸带、磁带及磁盘等介质输入到数控装置中。
常用的标准穿孔纸带有五单位(五列孔,宽17.5mm)和八单位(八列孔,宽25.4mm)两种。
目前广泛应用的八单位穿孔纸带的代码标准有两种:EIA(Electronic Industries Association,美国电子工业协会)标准和ISO(International Standard Organization,国际标准化组织)标准。
ISO标准又被称为ASCII(American Standard Code for Information Interchange,美国信息交换标准码)标准,如表下表所示:
ISO标准又被称为ASCII
八单位穿孔纸带。
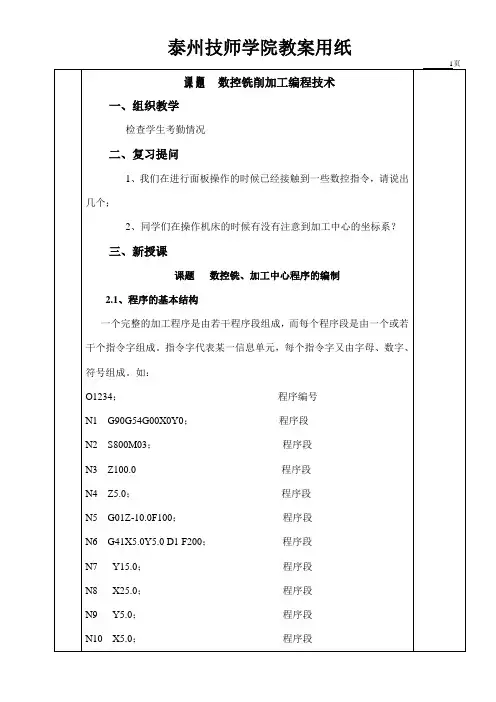
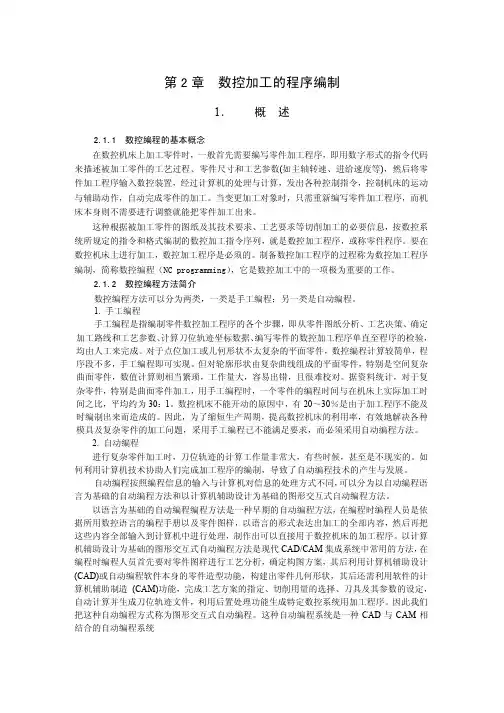
第2章 数控加工的程序编制1.概述2.1.1 数控编程的基本概念在数控机床上加工零件时,一般首先需要编写零件加工程序,即用数字形式的指令代码来描述被加工零件的工艺过程、零件尺寸和工艺参数(如主轴转速、进给速度等),然后将零件加工程序输入数控装置,经过计算机的处理与计算,发出各种控制指令,控制机床的运动与辅助动作,自动完成零件的加工。
当变更加工对象时,只需重新编写零件加工程序,而机床本身则不需要进行调整就能把零件加工出来。
这种根据被加工零件的图纸及其技术要求、工艺要求等切削加工的必要信息,按数控系统所规定的指令和格式编制的数控加工指令序列,就是数控加工程序,或称零件程序。
要在数控机床上进行加工,数控加工程序是必须的。
制备数控加工程序的过程称为数控加工程序编制,简称数控编程(NC programming),它是数控加工中的一项极为重要的工作。
2.1.2 数控编程方法简介数控编程方法可以分为两类,一类是手工编程;另一类是自动编程。
手工编程1.手工编程是指编制零件数控加工程序的各个步骤,即从零件图纸分析、工艺决策、确定加工路线和工艺参数、计算刀位轨迹坐标数据、编写零件的数控加工程序单直至程序的检验,均由人工来完成。
对于点位加工或几何形状不太复杂的平面零件,数控编程计算较简单,程序段不多,手工编程即可实现。
但对轮廓形状由复杂曲线组成的平面零件,特别是空间复杂曲面零件,数值计算则相当繁琐,工作量大,容易出错,且很难校对。
据资料统计,对于复杂零件,特别是曲面零件加工,用手工编程时,一个零件的编程时间与在机床上实际加工时间之比,平均约为30:1。
数控机床不能开动的原因中,有20~30%是由于加工程序不能及时编制出来而造成的。
因此,为了缩短生产周期,提高数控机床的利用率,有效地解决各种模具及复杂零件的加工问题,采用手工编程已不能满足要求,而必须采用自动编程方法。
2. 自动编程进行复杂零件加工时,刀位轨迹的计算工作量非常大,有些时候,甚至是不现实的。

《加工中心的孔加工编程及技巧》2005年5月25日加工中心的孔加工编程及技巧摘要:孔加工在数控加工中一直占有重要的地位,如何在加工过程中按照合理的工艺编制出正确的加工程序是非常关键的因素。
关键词:孔加工固定循环子程序极坐标一、引言孔加工在数控加工中一直占有重要的地位。
在合理的加工工艺编制好以后如何编制出正确的程序将直接影响到工件是否加工合格。
复杂的孔加工将用到数控系统中的许多功能。
诸如:孔加工固定循环、子程序、极坐标、坐标旋转等。
因此,如何将这些指令灵活应用在加工的程序中将直接关系到程序的合理性。
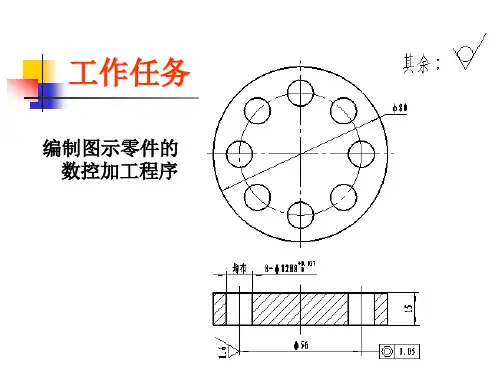
二、应用实例下面就以一个定位连接板(图1)作为实例,介绍该类程序的编制及技巧。
1、技术要求:1)零件材料:灰铸铁HT2002)加工部位:加粗部分(φ110,2-φ70H7),8-M12深15,18-φ13深20。
3)加工说明:φ70H7预孔为铸造,余量5mm。
基准面A、B、C、D前工序已完成。
夹具形式不用考虑,φ110孔用铣削方式。
4)数控机床:立式加工中心VMC800;数控系统:FANUC 0iM5)按数控工序卡片编制加工中心程序。
6)程序编制方法:固定循环、子程序、坐标系旋转、极坐标指令等图1 定位连接板2、加工工艺3、加工程序主程序O0001;第0001号程序,加工主程序;建立工件坐标系,并运动到φ70H7孔的中心位置N10T02M6;调用02号刀具(粗镗φ);刀具长度正补偿,并运动到安全高度M03S380;主轴正转M08;打开冷却液;调用粗加工固定循环加工φ70H7孔至φ;在位置继续加工G80;取消固定循环N20T03M6;调用03号刀具(φ40立铣刀铣φ110孔);快速定位到φ110孔的中心位置;刀具长度正补偿,并运动到安全高度M3S420;主轴正转;下刀至第一次的深度位置(粗加工)M98P0501;调用0501号子程序S560;下刀至第二次的深度位置(半精加工)M98P0501;调用0501号子程序M01;检查尺寸。