0.02游标卡尺读数方法图解
- 格式:docx
- 大小:435.11 KB
- 文档页数:2
【游标卡尺】游标卡尺读数及测量方法的简介关键词:游标卡尺游标卡尺,作为常用的度量工具,以其精度为名,一般可以精确到0.01cm,但是其结构比起卷尺直尺相对要复杂很多,刚刚接触的人,很可能不能一下子摸到门路。
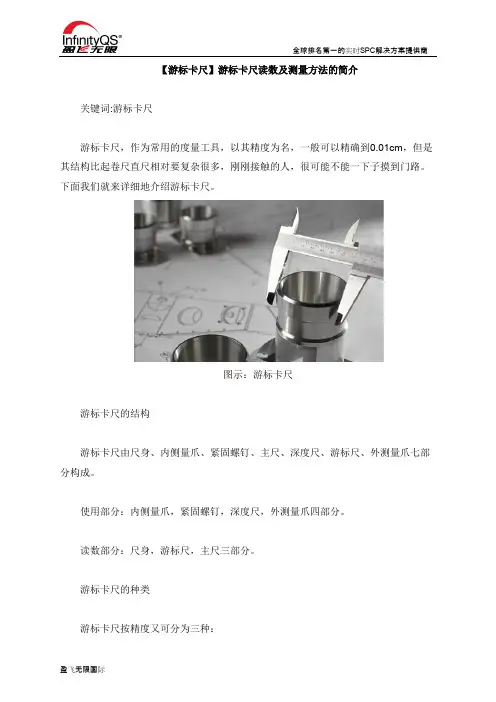
下面我们就来详细地介绍游标卡尺。
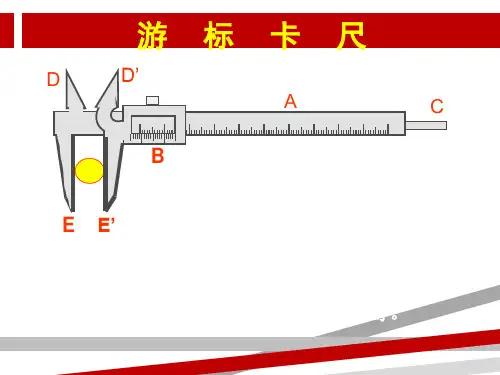
图示:游标卡尺游标卡尺的结构游标卡尺由尺身、内侧量爪、紧固螺钉、主尺、深度尺、游标尺、外测量爪七部分构成。
使用部分:内侧量爪,紧固螺钉,深度尺,外测量爪四部分。
读数部分:尺身,游标尺,主尺三部分。
游标卡尺的种类游标卡尺按精度又可分为三种:1、十分游标尺其精度0.1毫米2、20分游标尺其精度0.05毫米3、50分游标尺其精度0.02毫米游标卡尺的测量方法1、测量外径如图,红框内部分,钳住物品,得出测量数据。
2、测量内径如图,红框内部分,在物品内径部分,两端张开,撑住物品,得出测量数据。
3、测量深度如图,红框内部分,探入后,固定标尺,得出测量数据。
游标卡尺的读数方法1、无论测量方法如何,数据都会出现在标尺上。
所以我们以下图测量内径的图示为例:2、首先,看副尺“0”的位置,它决定了头两个数位。
图中0在2.3cm的后面。
即为测量物体的内径为2.3xxcm。
3、然后观察副尺分度(精确度),就是有多少个格图中为20分度,即精确度为0. 05mm。
(每分度的单位=1毫米/分度)4、然后看副尺和主尺完全重合的数位,看红框内,重合部分与二差3格。
即重合处为17。
每单位为0.05mm,得出最后的数位,0.85mm(0.085cm)。
5、最后测量出,目标的内径为2.385cm以上就介绍了游标卡尺的结构、种类、测量方法和读书方法,其中,读数方法是学习如何使用游标卡尺的重点与难点,特别是工作中使用到游标卡尺的人员,一定要认真学习这一部分。

游标卡尺的正确读数方法游标卡尺的读数方法游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
结构组成, 游标卡尺由主尺和副尺(又称游标)组成。
主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。
游标卡尺有0.02、0.05、0.1mm三种测量精度。
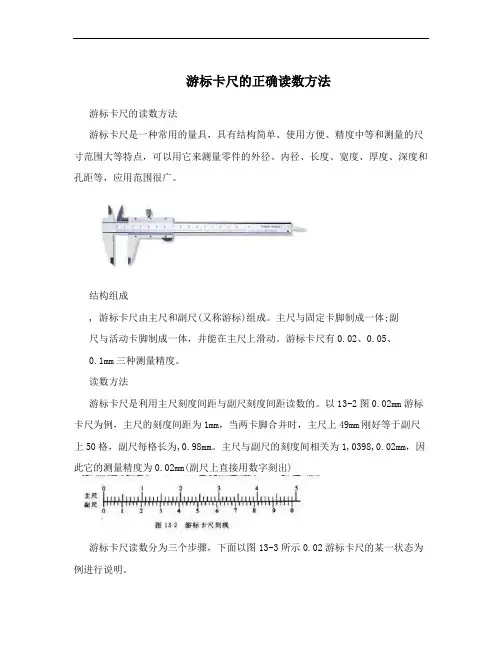
读数方法游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。
以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为,0.98mm。
主尺与副尺的刻度间相关为1,0398,0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出)游标卡尺读数分为三个步骤,下面以图13-3所示0.02游标卡尺的某一状态为例进行说明。
1. 在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。
图示33mm。
2. 副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格数,将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。
图示为0.24mm。
3. 将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
游标卡尺的使用方法量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。
所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。
使用游标卡尺测量零件尺寸时,必须注意下列几点:1. 测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。
这个过程称为校对游标卡尺的零位。
2. 移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。
用固定螺钉固定尺框时,卡尺的读数不应有所改变。
在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。
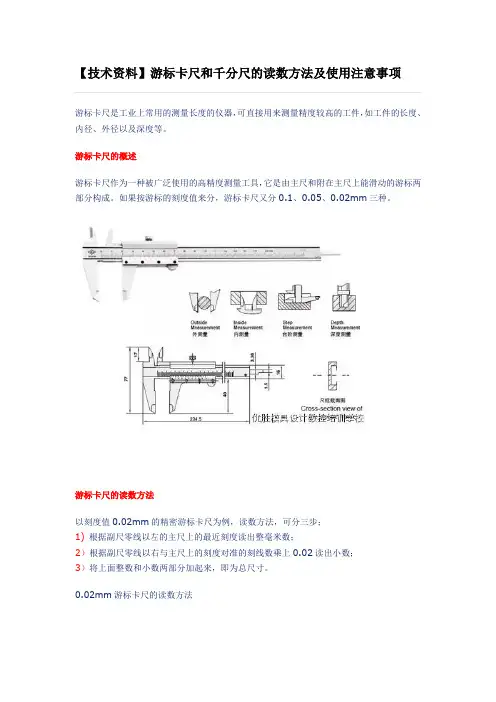
【技术资料】游标卡尺和千分尺的读数方法及使用注意事项游标卡尺是工业上常用的测量长度的仪器,可直接用来测量精度较高的工件,如工件的长度、内径、外径以及深度等。
游标卡尺的概述游标卡尺作为一种被广泛使用的高精度测量工具,它是由主尺和附在主尺上能滑动的游标两部分构成。
如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。
游标卡尺的读数方法以刻度值0.02mm的精密游标卡尺为例,读数方法,可分三步;1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;3)将上面整数和小数两部分加起来,即为总尺寸。
0.02mm游标卡尺的读数方法如上图所示,副尺0线所对主尺前面的刻度64mm,副尺0线后的第9条线与主尺的一条刻线对齐。
副尺0 线后的第9条线表示:0.02x9= 0.18mm所以被测工件的尺寸为:64+0.18=64.18mm游标卡尺的使用方法将量爪并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这种规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如下图所示:游标卡尺的应用游标卡尺作为一种常用量具,其可具体应用在以下这四个方面:1)测量工件宽度2)测量工件外径3)测量工件内径4)测量工件深度具体的这四个方面的测量方法请看下图:使用注意事项游标卡尺是比较精密的量具,使用时应注意如下事项:1.使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。
2.测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。
且用力不能过大,以免卡脚变形或磨损,影响测量精度。
游标卡尺的使用方法游标卡尺读数方法不知道怎么使用游标卡尺怎么办?不用担心,一起来看看出guo 为大家精心的“游标卡尺的使用方法游标卡尺读数方法”,欢迎大家阅读,供您参考。
更多内容请关注出guo。
游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片,利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,依此类推。
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。
然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。
如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为:L=整数部分+小数部分-零误差判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了,如图2.3-4。


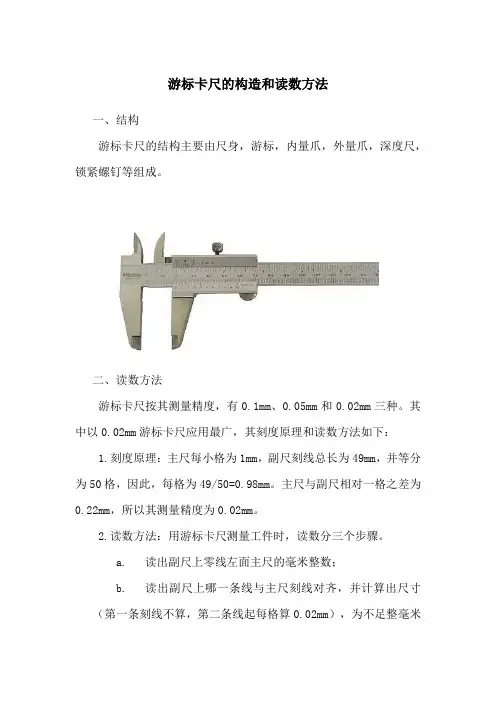
游标卡尺的构造和读数方法
一、结构
游标卡尺的结构主要由尺身,游标,内量爪,外量爪,深度尺,锁紧螺钉等组成。
二、读数方法
游标卡尺按其测量精度,有0.1mm、0.05mm和0.02mm三种。
其中以0.02mm游标卡尺应用最广,其刻度原理和读数方法如下:
1.刻度原理:主尺每小格为1mm,副尺刻线总长为49mm,并等分为50格,因此,每格为49/50=0.98mm。
主尺与副尺相对一格之差为0.22mm,所以其测量精度为0.02mm。
2.读数方法:用游标卡尺测量工件时,读数分三个步骤。
a.读出副尺上零线左面主尺的毫米整数;
b.读出副尺上哪一条线与主尺刻线对齐,并计算出尺寸
(第一条刻线不算,第二条线起每格算0.02mm),为不足整毫米
部分;
c.把主尺和副尺上的尺寸加起来即为测的尺寸。
游标卡尺读数方法与原理游标卡尺游标卡尺是通过两测量爪相对移动改变游标尺相对刻度的回转运动,并借助尺身刻度和游标刻度相对应刻度,对两测量爪相对移动所分隔的距离进行读数的一种长度测量工具.性能特点:1)具有测量内径、外径、深度、台阶四种测量功能(见下图),能进行直接测量和比较测量;2)不锈钢制造,刻线面无光镀铬,激光刻线、线纹清晰、耐磨;3)测量精度在0.05mm,游标卡尺无复杂的传动装置,比较耐用;4)无须清零调节,可直接测量读数。
读数方法:1、游标读数值为0.1mm 的游标卡尺如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10 刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。
游标每格间距=9mm÷10=0.9mm主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm图2-4游标读数原理0.1mm 即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm 小的数值。
当游标向右移动0.1mm 时,则游标零线后的第1根刻线与主尺刻线对准。
当游标向右移动0.2mm 时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。
若游标向右移动0.5mm,如图2-4(b),则游标上的第5 根刻线与主尺刻线对准。
由此可知,游标向右移动不足1mm 的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。
例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。
另有1种读数值为0.1mm 的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。
这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。
图2-5 游标零位和读数举例在游标卡尺上读数时,首先要看游标零线的左边,读出主尺上尺寸的整数是多少毫米,其次是找出游标上第几根刻线与主尺刻线对准,该游标刻线的次序数乘其游标读数值,读出尺寸的小数,整数和小数相加的总值,就是被测零件尺寸的数值。
游标卡尺的使用方法游标卡尺读数方法英文:[verniercaliper]知名品牌:瑞士TESA、日本Mitutoyo、安一量具、哈量、成量、青量、上工等。
释义:游标卡尺,是一种测量长度、内外径、深度的量具。
游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。
主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等,游标为10分度的有9mm,20分度的有19mm,50分度的有49mm。
游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
应用范围:游标卡尺作为一种常用量具,其可具体应用在以下这四个方面:1)测量工件宽度2)测量工件外径3)测量工件内径4)测量工件深度。
工作原理游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片,利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,依此类推。
0.02游标卡尺的读数方法游标卡尺是一种常用的测量工具,它具有高精度和测量范围广的特点。
在使用游标卡尺进行测量时,需要掌握正确的读数方法,以确保测量结果的准确性。
首先,我们需要了解游标卡尺上的刻度和刻度线。
游标卡尺通常由主尺、游标尺和滑动尺组成。
主尺上的刻度线表示毫米或英寸,游标尺上的刻度线表示小数毫米或小数英寸。
滑动尺通过滑动来与游标尺对齐,用于测量较小的距离。
读取游标卡尺的读数时,首先需要确定主尺上的整数毫米或英寸的读数。
这可以通过对准游标尺上的一条刻度线,找到游标尺上最接近主尺上某条整数刻度线的位置来确定。
为了准确度可以比较游标尺上刻度线从前一刻度线中间开始算起看是否相同。
在确定整数毫米或英寸读数后,我们需要进一步读取游标尺上的小数刻度线。
游标尺上的刻度线与主尺上的刻度线形成了一个精确的测量,一般游标卡尺的最小可读刻度为0.02毫米(或0.001英寸),所以每两个相邻刻度线之间的距离为0.02毫米(或0.001英寸)。
最后,我们需要确定滑动尺与游标尺的对齐。
滑动尺通常有一个小指针,该指针指出与游标尺上某一刻度线对齐的位置。
通过对准游标尺上的刻度线确定指针的位置,我们可以确定滑动尺与游标尺上小数刻度线的对齐位置。
综上所述,使用游标卡尺的读数方法可以总结如下:1. 通过对准游标尺上的一条刻度线确定主尺上的整数毫米或英寸读数。
2. 通过对比游标尺上的小数刻度线确定小数毫米或英寸的读数。
3. 通过滑动尺上的小指针确定滑动尺与游标尺上小数刻度线的对齐位置。
4. 将整数毫米或英寸的读数与小数毫米或英寸的读数相加,得到最终测量结果。
在进行游标卡尺的测量时,还需要注意以下事项:1. 保持游标卡尺的清洁和良好的工作状态,确保刻度线的清晰度和读数的准确性。
2. 在读数时保持视线垂直于刻度线,以避免视觉偏差对测量结果的影响。
3. 在测量时,要注意将被测物体与游标卡尺的刻度线平行对齐,以确保准确测量的同时避免测量误差。
0.02游标卡尺读数方法图解
游标卡尺在读数的时候是以上面的刻度线为准的,用来读取尺身上的毫米数,一般来说如果刻度位于两个数值之间,读取的时候要读取整数,也就是小的那个毫米数。
正确的读法是:先以游标卡尺的0位对应卡尺身上的整数位刻度读取读数。
如图所示,游标0在5的后面,则读数为5mm。
然后再读游标卡位与卡身指数完全重合位置的游标小数位刻度读数。
如图所示,下图取游标右侧标红处刻度线与主尺刻度线对齐,则读数结果为:49格×0.02mm(精度)=0.98mm。
将两次读数相加即为此次测量的数值。
即最终读数为7mm+0.98mm=7.98mm。