2供料单元(2)气动控制解析
- 格式:ppt
- 大小:2.13 MB
- 文档页数:29
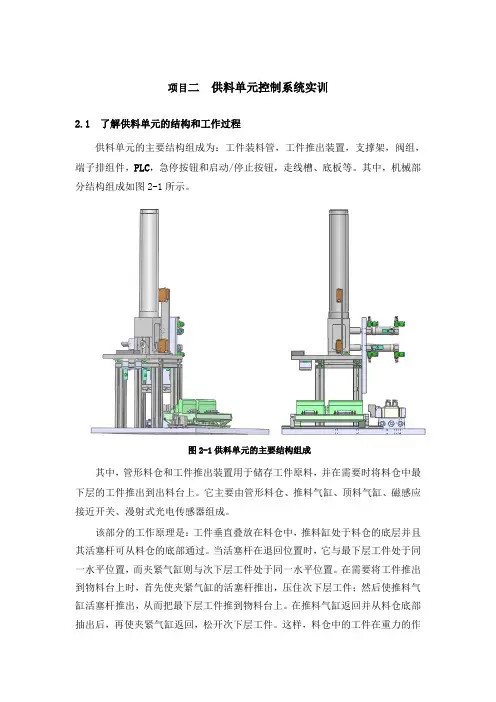
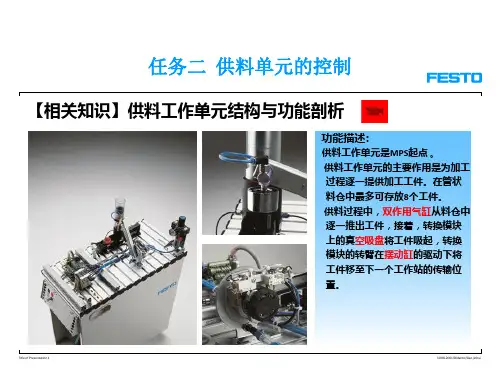
项目二供料单元控制系统实训2.1 了解供料单元的结构和工作过程供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
其中,机械部分结构组成如图2-1所示。
其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中最下层的工件推出到出料台上。
它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
在底座和管形料仓第4层工件位置,分别安装一个漫射式光电开关。
它们的功能是检测料仓中有无储料或储料是否足够。
若该部分机构内没有工件,则处于底层和第4层位置的两个漫射式光电接近开关均处于常态;若仅在底层起有3个工件,则底层处光电接近开关动作而第4层处光电接近开关常态,表明工件已经快用完了。
这样,料仓中有无储料或储料是否足够,就可用这两个光电接近开关的信号状态反映出来。
推料缸把工件推出到出料台上。
出料台面开有小孔,出料台下面设有一个园柱形漫射式光电接近开关,工作时向上发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元出料台有无工件的信号。
在输送单元的控制程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。
2.2 相关知识点2.2.1 供料单元的气动元件1、标准双作用直线气缸标准气缸是指气缸的功能和规格是普遍使用的、结构容易制造的、制造厂通常作为通用产品供应市场的气缸。



实训五、供料单元的结构与控制1.实训目的⑴.熟悉YL-335A 设备系统中供料单元的结构组成。
⑵.查明供料单元中PLC的I/O接口地址。
⑶.掌握供料单元的工作过程,传感器技术及其应用。
⑷.掌握根据控制要求编制、调试程序的方法。
2.实训内容⑴.在教师的指导下,观察了解供料单元的结构。
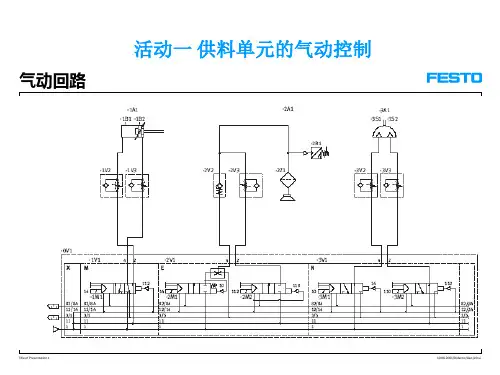
⑵.查明气动机构的组成(气缸、控制阀),通过手动操作控制阀分别控制各个气动执行机构动作,观察分析控制信号与气动执行机构动作之间的关系,然后画出气动控制回路原理图。
⑶. 认识了解该工作单元中所使用的传感器,并查明各传感器的类型、安装位置、作用及其对应的PLC 的接口地址(输入地址);查明各电控阀的电控信号所对应的PLC接口地址(输出地址)。
然后画出该供料单元PLC的I/O接线原理图。
⑷.根据控制要求编制、调试程序。
3.注意事项⑴.在气动执行元件接通起源的情况下,禁止用手直接扳动气动元件。
⑵.在PLC处于RUN模式或RUN-P模式并运行用户程序时,禁止用手动方式操作方向控制阀。
⑶.在观察结构时,不要用力拽导线、气管;不要拆卸元器件及其它装置;遇有不能解决的问题,及时请教指导教师。
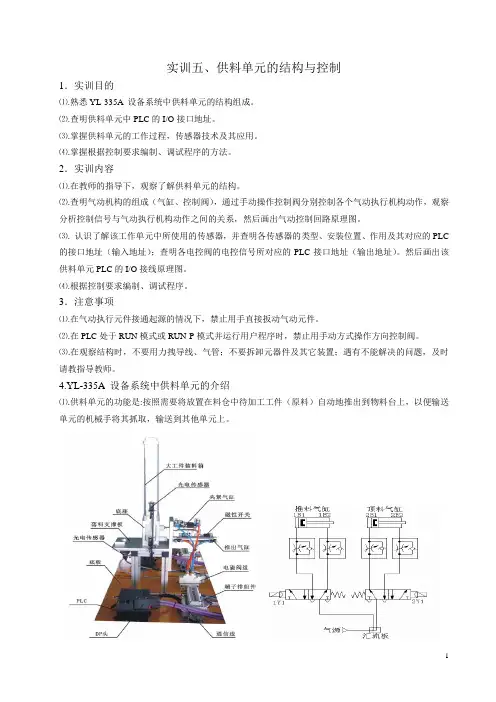
4.YL-335A 设备系统中供料单元的介绍⑴.供料单元的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
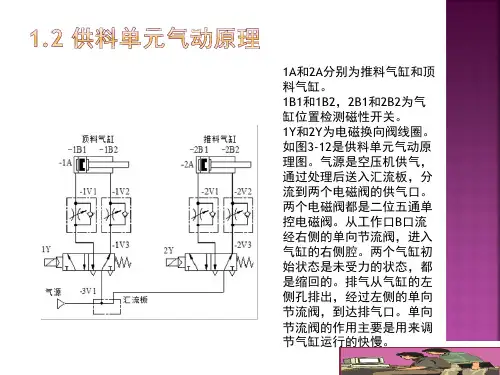
图2-1 供料单元实物图图2-2 供料单元气动控制回路工作原理图⑵.供料单元的结构组成供料单元的结构组成如图2-1所示。
主要结构为:进料模块和物料台,电磁阀组,接线端口,PLC 模块,急停按钮和启动/停止按钮,走线槽、底板等。
⑶. 供料单元的工作过程是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
《自动化生产线技术》教案第次课(年月日)教学时数:2 学时课题:供料单元的控制教学目标:1、了解供料单元的结构和工作过程2、了解供料单元的气动控制过程教学重点:1、了解供料单元的气动控制。
2、供料单元的工作过程。
教学难点:供料单元的气动控制教学方法:讲授法(PPT课件)、启发式教学法。
教学内容:1、供料单元的结构和工作过程。
2、供料单元的气动控制过程。
教学过程:供料单元的控制一、供料单元的结构及其工作过程供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
其中,机械部分结构组成如图1所示。
图1供料单元的主要结构组成其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中下层的工件推出到出料台上。
它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
工作原理:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
二、供料单元的气动控制过程①气动控制元件1、标准双作用直线气缸双作用气缸是指活塞的往复运动均由压缩空气来推动。
图 2-3 是标准双作用直线气缸的半剖面图。
图中,气缸的两个端盖上都设有进排气通口,从无杆侧端盖气口进气时,推动活塞向前运动;反之,从杆侧端盖气口进气时,推动活塞向后运动。
双作用气缸具有结构简单,输出力稳定,行程可根据需要选择的优点,但由于是利用压缩空气交替作用于活塞上实现伸缩运动的,回缩时压缩空气的有效作用面积较小,所以产生的力要小于伸出时产生的推力。