FUJI-CP6系列飞达校正仪作业指导书
- 格式:xls
- 大小:23.00 KB
- 文档页数:1
1 .目的为维持本公司各测量仪器及测试/实验设备之精确度与使用寿命,对测量,检测,实验等仪器设备进行有效管理,以确保其测量精度满足使用要求,确保测量,检测,实验等仪器处于良好的运行状态。
2 .范围适用本公司所有的测量仪器/设备,量具,实验设备。
3 .定义3.1 标准仪器:用作校验测量仪器,仪表,及量具等,标准仪器需经国家计量机构校验合格。
3. 2校验:用标准仪器对量规,测量仪器/设备进行校正和调整。
3. 3免校:测量仪器/设备的使用不直接影响产品品质或仅提供为参考使用。
3. 4外校:凡本公司无法校验的测量仪器或量校所需之标准条件,经由国家认可校验单位,仪器设备之原供应商或者经本公司评估合格的供应商,可提供检验报告书,并可追溯国家或国际标准。
4. 5内校:利用可追溯国家或国际标准之品保部的仪器,校验其它单位的仪器量具。
5. 6报废:无法维修或无维修价值之仪器设备。
6. 7校正周期:外校仪器设备周期一年,内校仪器设备周期为6个月。
4.职责4. 1品保部:4.1.1 负责公司所有量规,仪器/设备,实验设备的统一申购。
4.1.2 统筹量规,仪器/设备校正工作,按照公司年度内外校计划安排校正并保存记录。
4.1.3 负责量规,仪器/设备的会同验收,对量规,仪器/设备保养记录和作业指导书进行编制。
4. 2财务部:4. 2.1负责公司所有量规,仪器/设备,实验设备的资产管制。
7. 3采购部4. 3.1公司所有量规,仪器/设备的采购,外校及相关事项。
4. 4使用单位:4. 4.1仪器/设备采购有关事项的审查,会同验收。
4.4.2按照作业指导书对量规,仪器/设备进行监督,保管,保养,盘点,异动之管理。
4. 4.3保持本部门所用量规,仪器/设备完好及不超过校正周期。
4. 4.4如丢失,损坏,失准应及时报告品保部。
4 . 5. 5要求所有操作员严格按照仪器/设备作业指导书执行。
5 .工作内容5.1 量规,仪器/设备校正作业流程见附件。

校正作业指导书文件版本修订章节修订说明A0 --编制部门批准审核编制技术研发中心共页第页一目的:完成自动分BIN机的校正二适用范围:用于大功率自动分BIN机.。
三所用工具:防静电环,标准件,自动分BIN机。
四步骤:1. 选择标准件,根据所测试的产品型号选择相应的标准件。
2. 设置积分时间,根据产品型号即产品的光通量值,当标准件值大于150Lm时积分时间应设置在30~50ms之间,当标准件值小于150Lm时积分时间应设置在40~80ms之间,即光谱卡值应在80%左右。
3. 大功率自动分BIN机,其校正件数至少为2PCS,最多为5PCS。
选择好标准件后,在电压的校正方式选择为 偏置;光通量的校正方式为 增益-偏置;X、y的校正方式为偏置;主波长的校正方式为偏置4. 校正误差即校正完后测试值与标准值之间的误差,其误差范围如下:V F±0.05(V)Flux±5%x、y±0.005λD ±0.5nm5. 在校正页面的标准值框内输入正确的标准件值。
6. 保证在校正测试前,其增益都为“1”偏置都为“0”,依次测试标准件,在校正页面上 会显示《测试值》,《误差值》和《误差百份比》,如有以下情况表明有标准件不符合校正要求。
6.1 光通量不符;当某个标准件光通量的误差值比其他标准件的误差值偏大或偏小5%以上 证明该标准件的光通量已不符合校正要求。
6.2 电压值不符;当某个标准件电压值的误差值比其他标准件的误差值偏大或偏小0.05V以上证明该标准件的电压值已不符合校正要求。
6.3 光色值不符;当某个标准件光色值即x和y值的误差值比其他标准件的误差值偏大或偏小0.005以上证明该标准件光色值已不符校正要求。
6.4 主波长不符;当某个标准件主波长的误差值比其他标准件的误差值偏大或偏小0.5nm以上证明该标准件的主波长已不符合校正要求。
6.5如遇到以上情况,将不符合要求的标准件剔除,当符合的标准件少于3PCS时应更换标准件。
FUJI之CP6系列设备维修指导luzp整编目录一、CP6控制及辅助系统 3二、关于CP643E问题 3三、CP6没法回原点 3四、CP642 机器故障 4五、CP643E开机出现SERVO AMP ALARM 10六、FUJI Mount 故障10七、CP642 的抛料11八、CP643E机器死机后数据的收集方法11九,FUJICP6麻烦事情12十、cp642开机后屏幕显示的vision2.94是什么意思呀12十一、CP6 轨道宽度校正方法12十二、FCP6、CP642保养作业手顺书12十三、CP642、CP643 X轴BALL SCREW改造工程 22 十四、CP643 X_Y TABLE UP/DOWN 新型CHECK SENSOR注意事项25十五、CP643系列NEW YTPECONV.CULT.CHK.LEFT SENSOR AMP.调整方法25 十六、CP643 X轴电机更换步骤26十七、CP-643 Parameter List参数设定26十八、凸轮箱皮带更换方法34内容一、CP6控制及辅助系统CP6贴片机控制系统包括:1、CPU板执行贴片机控制所需计算,内存中存储有程序及设备固有数据2、操纵板用于控制、调整设备运行监视屏3、视觉处理板执行视觉处理功能,并进行坐标修正计算,与将处理分析结果与CPU通讯,将元器件图像输出给监视器4、伺服板控制各工作轴的伺服放大器5、I/O板实现贴片机与CPU板之间的信号输入/输出中继6、SCSI板该板插槽内插有一块存储卡,用于存储视觉处理程序7、MP板该板插槽内插有一块存储卡,用于存储贴片机控制程序8、程序器与I/O板联合工作,以特定的顺序处理输入/输出信号9、伺服放大器控制该轴伺服马达10、伺服马达驱动各伺服轴(X. Y. Z. D1. D2. FQ. FRQ. NC. C)请教上位楼主(校友)及各位大虾,对于工作轴X. Y. Z. D1. D2. FQ. FRQ. NC. C,本人除了了解X. Y. Z.外其它不清楚,请问其余分别指的是什么?D1.D2 代表2个table axis二、关于CP643E问题问题:CP643E开机之后VISION BOOTING正常,就是在VISION启动之后不显示回‘ZERO SETING’的命令并且显示:SERVO ALARM,查所SERVO PACK均正常显示bb,更换CPU卡等无效,请各位帮忙!建议:你检查一下SERVO PACK 的接线是不是有问题,主要是OUTPUT终于找到了!昨天又找了一遍连线换了很多卡和扳子,最后一弟兄想起前几天做过PM有吸尘器给BOX除过尘,终于找到了一个SERVO PACK下面的开关被碰掉了三、CP6没法回原点问题:CP6机有这样一个问题,每次关电源后开机很麻烦,没法回原点.现象是这样的,开机按启动回原点,各轴都跑向原点移动,惟有C轴,晃了一晃就停下来了,屏幕显示一直就这样等待着,什么警都不报,10几分种还是这样.本人怀疑是12站的SENSOR有问题,光纤插拔一下,关电再开机,重复几次又可以了.但每次关电又是这样.这到底是怎么回事.解答:我前些时候也碰到这问题,请打开前面的盖子(FRONT DOOR),在右上方有一个缺口,里面有一个ㄇ字型SENSOR,感应着一个轮盘,若是轮盘转一圈SENSOR都不会亮,把它换新(也许是接触不良)那个是CAM-axis回零点sensorI/O MapX03E 0 CAM ZERO POS.当铁板遮住sensor时红灯要熄灭才是正常用BYPASS KEY将安全门打开,回零仔细观察机器内部哪个轴到零点SENSOR后还不能停下来,检查此处SENSOR和AMP,必要时调整AMP可能是10ST OR 12ST 回不到原点所致,这时打开前安全门,可以看到PQ或PRQ马达在一直转,调整一下这两个轴的原点Sensor AMP即可疑问:第12站φ Sensor AMP怎么调?是不是数字显示的那种??四、CP642 机器故障问题:C P642 机器故障报警:servo amp alarm检查:1.X axis 伺服的保险丝已经烧了. 更换保险丝,故障依旧.2.发现伺服已坏,有明显的烧焦味道;3.换伺服.疑问:请问,这一解决问题的过程中,还有那些要注意的事项和细节???建议:Servo AMP 的参数有必要检查一下, 我指的参数是CPU BOX 中的那张纸上对SERVO AMP 的参数, 用DIGITAL OPERATOR 来检查.更换电容,在伺服放大器的电源附近。
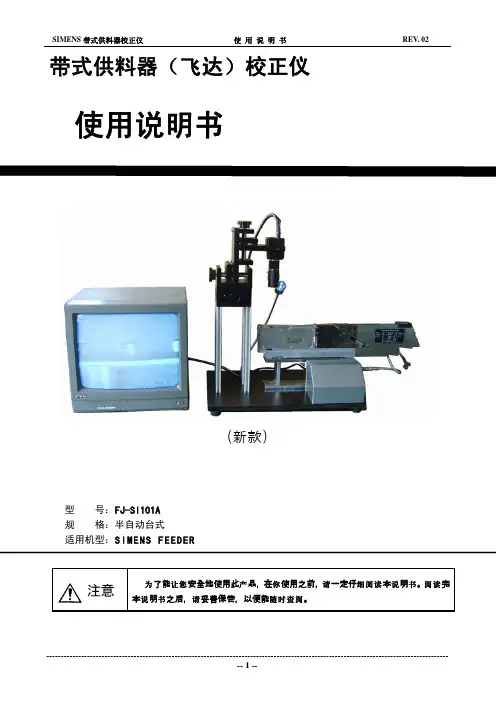
带式供料器(飞达)校正仪使用说明书(新款)型 号:FJ-SI101A规 格:半自动台式适用机型:S I M E N S F E E D E R了能安全地使用此品,在使用之前,一定仔本明。
完为让您产你请细阅读说书阅读本明之后,妥善保管,以便能。
说书请随时查阅目 录前 言 (3)注意事项 (4)1. 产品概要 (5)1-1.产品特色 (5)1-2.产品清单 (5)1-3.其他事项 (5)2. 产品规格 (6)2-1. 设备主体参数 (6)2-2. 部件参数 (6)2-3. 工作环境条件 (7)2-4. 产品示意图 (7)3. 产品的使用方法 (8)3-1. 检查前的准备工作 (8)3-2. 测定方法 (8)3-3. 飞达的调整 (8)3-3-1.X 方向间隔位置的调整 (9)3-3-2. 确认 (9)4. 维修保养 (10)4-1. 日常检查 (10)5. 简易故障排除指引 (10)前 言首先,我们诚挚地感谢您选用我司的SMT飞达校正仪!您将可利用SMT飞达校正仪实现方便快捷、无误差的SMT飞达校正,帮助您更好地对SMT 飞达进行管理。
在使用这台机器前,请您详细地阅读这份使用手册,并将它妥善保存。
关于该产品的改进和局部更新,我们将不作另行说明。
如有疑惑请咨询分销商或本公司。
联系方式:TEL:FAX:客服电邮:客服网址:建议您保留机器的包装材料,以备运送机器时的需要,使用不恰当的包装运送机器可能导致机器损坏。
未授分拆机器部件,不适用于免保修服。
经权将费务注意事项为了让您安全地使用机器请实际使用贴片机及其附属装置(以下简称机器)的操作人员和维修人员仔细阅读以下的有关安全的注意事项,以免在使用时发生受伤事故。
在本使用说明书中的「有关安全的注意事项」中所写的内容有可能一部分不属于用户您购买的商品规格。
另外,为了让您能充分理解本使用说明书和产品的警告标牌内容,我们把警告显示分为以下几类进行说明。
请充分理解这些内容,并遵照有关指示进行操作。
仪器校正作业指导书版 本本 生效日期生效日期 制定部门制定部门1.0目的目的维持量测设备之准确度维持量测设备之准确度,,确保产品质量。
确保产品质量。
2.0范围范围量规仪器总表内所规定之需校验之量测设备。
3.0职责职责3.1量测设备使用者量测设备使用者: : : 配合校验联络单按时将必须校验之设备送品质部仪校室校验;配合校验联络单按时将必须校验之设备送品质部仪校室校验; 3.2仪校室管理员仪校室管理员: : : 确保校验之设备均能及时校验;确保校验之设备均能及时校验;确保校验之设备均能及时校验; 3.3品质主管负责审核外校量规仪器之校验结果;4.0 4.0 作业程序作业程序作业程序4.1本公司量测设备校验分三类本公司量测设备校验分三类 4.1.1免校免校4.1.1.1凡属参考性质、辅助设备之仪器、量具免校; 4.1.1.2非用于生产测试、检验之事务性仪器、量具等免校; 4.1.2.4.1.2.外校外校外校指凡经国家法定受权单位指凡经国家法定受权单位,,校正仪器、量具的行为。
依实际使用频率订制校正周期依实际使用频率订制校正周期,,外校量具、仪器一般为用来传达量值的标准器或较精密而无法自校的仪器、量具;4.1.3.4.1.3.内校内校内校经国家法定受权单位校正的合格仪器、量具(标准器标准器))进行校正本公司其它仪器、量具及测试设备的行为量具及测试设备的行为,,其校正周期详见『量规仪器总览表』; 4.2 4.2 标准件管理规定标准件管理规定标准件管理规定4.2.1 4.2.1 应可追溯国家标准;应可追溯国家标准;应可追溯国家标准;4.2.2 4.2.2 标准件可由认定合格人员进行校验及检测用;标准件可由认定合格人员进行校验及检测用; 4.2.3 4.2.3 标准件应由仪校室保管;标准件应由仪校室保管;标准件应由仪校室保管; 4.3 4.3 内校规定内校规定内校规定仪器校正作业指导书版 本本 生效日期生效日期 制定部门制定部门4.3.1校验人员资格校验人员资格4.3.1.1曾受过仪器、量具校验课程培训者;。
6.4.2 管状料架(1)依管状内包装物之不同形状选择正确管状送料器(STICK FEEDER)(2)先将管状送料器安装置于上料工作台,插妥AIR导管及电源插头。
(3)按下上料工作台之模拟动作之开关,并须注意送料是否顺畅。
(4)将管状送料器从上料工作台移装到机械料架台(参照上述“6.4.1”第4~7项做)。
6.4.3 TRAY(1)根据备料检查单之料到号码,找取改物料,并且核对材料之品种与备料检查单所列相同。
(2)取该材料连塑胶盘置入于备料检查单所指定之机械送料盘。
(3)在放入前须注意辨认材料之方向:如材料有标示正极性#1PIN位置或记号者,一律朝机器右方。
注意:在此所谓之朝机器右方,是指人站立于机器背后之上,且在补料位置面对机器而言。
(4)在放入塑料盘于机器铁盘时,塑胶盘须往铁盘右上角推到底后,用磁性固定座固定之(如图六) (5)置放TRAY盘时须确认TRAY盘整个是平贴于TRAY的大盘内并且向左紧靠于大盘内之挡片上。
6.5 补料:参考上补料作业管理规范。
6.6 程式的选择与设定:如果荧幕上所显示之程式,不是欲作生产之程式,则必须更换其操作步骤:6.6.1 按下操作面板之PROGRAM键。
6.6.2 按下“CHANGE”键。
6.6.3 选择荧幕列出希望之程式次序号码,并由TEN KEYS上键入希望的程式。
6.6.4 在TEN KEY再按“CR”键。
则荧幕上之原来程式则更换到欲生产的位置。
6.7 吐料处理:6.7.1 换机种、每日收工时吐料盒及材料不良品输送带上之吐料须作清理。
6.7.2 清理出之吐料,材料的处理方式:(1)可以辨认出类别者,分类回收使用。
(2)不能辨认出类别者,收集作为不良料处理。
6.8 MTU空TRAY盘取出的操作方法:6.8.1 按【SET】-【POSITION】选模组4后按【MTU】-【ESCAPE MAG】-【START】。
6.8.2 到MTU的后面按【TRAY ORG】。
仪器校正作业指导书一、引言仪器校正是一项重要的工作,它保证了仪器的准确性和可靠性。
本指导书旨在为进行仪器校正的人员提供详细的操作指南,以确保校正工作的顺利进行。
二、校正前准备工作1. 校正标准的选择:根据仪器的类型和特点,选择合适的校正标准,确保其准确性和稳定性。
2. 校正设备的准备:检查校正设备是否完好,确保其正常工作。
清洁仪器表面,以确保校正的准确性。
3. 校正环境的准备:选择一个稳定、无干扰的环境进行校正,避免温度、湿度等因素对校正结果的影响。
三、校正步骤1. 校正前的检查:检查仪器的各项功能是否正常,确保仪器没有故障。
2. 校正前的调零:根据仪器的要求,进行零点调整,使仪器显示为零。
3. 校正点的选择:选择校正点,根据实际需要,选择多个点进行校正,以覆盖仪器的工作范围。
4. 校正数据的记录:在进行校正时,及时记录校正数据,包括校正点的数值和仪器的响应值。
5. 校正曲线的绘制:根据校正数据,绘制校正曲线,以便后续的校正计算和数据处理。
6. 校正计算的执行:根据校正曲线和所测量的数据,进行校正计算,得出校正后的结果。
7. 校正结果的评估:对校正结果进行评估,判断校正的有效性和准确性。
8. 校正结果的记录:将校正结果进行记录,包括校正前后的数据、校正曲线和校正计算的过程。
9. 校正后的检查:校正完成后,再次检查仪器的功能是否正常,确保校正的效果。
10. 校正报告的编写:根据校正结果和记录,编写校正报告,包括校正的目的、方法、结果和评估等内容。
四、校正注意事项1. 安全第一:在进行仪器校正时,要注意安全操作,避免发生意外。
2. 严格按照操作规程进行:根据仪器的操作手册和校正标准,按照规定的步骤进行校正,避免操作错误。
3. 注意环境因素的影响:在进行校正时,要注意环境因素对校正结果的影响,如温度、湿度等。
4. 防止误差的产生:在进行校正时,要注意避免误差的产生,如正确操作、准确读数等。
5. 定期进行校正:根据仪器的要求,定期进行校正,确保仪器的准确性和可靠性。
测量仪器校准作业指导书1000字测量仪器校准作业指导书一、实验目的:1、了解测量仪器的校准方法和校准标准;2、熟悉常用测量仪器的使用方法;3、掌握测量仪器校准的操作技能;4、增强对测量数据准确性和可靠性的认识。
二、实验仪器及器材:1、电子数字万用表;2、示波器;3、频率计;4、信号发生器等。
三、实验原理:1、测量仪器输入输出的模拟电信号经过硬件电路处理后转换成数字信号,由微处理器进行处理分析输出最后得到的数值;2、测量仪器依靠各种精密元器件通过模拟电路构成,往往由多个电路单元组成。
四、实验步骤:前期准备:1、核对所需仪器装置,落实仪器的使用情况;2、确认校准标准和校准方法。
具体操作步骤:1、将待校准的测量仪器用连接线与标准仪器进行相应的连接;2、输出校准信号;3、将标准仪器的输出信号与待校准仪器的输出信号进行比较;4、根据比较的结果,对待校准仪器进行调整,使其相应指标达到标准;5、进行稳定性测试。
五、实验注意事项:1、严格遵循校准方法和校准标准;2、操作前要对仪器进行预热和常规检查;3、进行校准时应避免强磁场和强电场的干扰;4、操作过程中要注意防止电击;5、校准前应进行记录。
六、实验结果及分析:1、通过实际操作,我们了解了测量仪器校准的方法和技能;2、实验中,我们掌握了常见测量仪器的使用方法;3、在校准中,我们强调了数据的准确性和可靠性。
七、实验体会:1、本次实验让我们对测量仪器的组成及其校准有了更加深入的了解;2、在实验操作过程中,我们深切地感受到了数据的重要性和精准性;3、在后续的学习科研中,我们一定要对测量仪器的校准方法和标准进行深入了解和学习,并认真执行,以保证数据的准确性和可靠性。
東 莞 新 勁 電 子 有 限 公 司5.1.7 每換一次料,上料員應在《PNP生產線物料使用情況記錄表》記錄.5.2 FUJI FEEDER識別(如圖三)(圖三)5.3 FUJI FEEDER上料操作(如圖四)5.3.1 用風槍清潔FEEDER導帶齒輪.5.3.2 取相應的料,揭開料帶上無料的那一段膠帶.5.3.3 取一確認調校OK的FEEDER,掀開料蓋.5.3.4 將料盤裝到FEEDER后尾板上,讓料帶通過料蓋.5.3.5 扣好料蓋,將膠帶按圖示方向繞在卷帶齒輪上並拉緊.東 莞 新 勁 電 子 有 限 公 司文 號版 本圖二圖一管制印章0文件名稱SDE-IN-B0203Tape End 27 D 96supplyDevicecommentFEEDER 導帶齒輪FEEDER 蓋鎖扣FEEDER 蓋卷帶盤料盤FEEDER 壓桿第一繞帶輪第二繞帶輪第三繞帶輪尾板5.3.6 手動送料,檢查取料位置是否正確,用剪刀剪除多余的料帶.5.4 注意事項:5.4.1 每上好一站料檢查料蓋是否扣好.5.4.2 注意不要將紙帶/膠帶FEEDER混用.5.4.3 換下來的FEEDER應將其FEEDER蓋扣好,並卡在另一個不打料的DEVICE TABLE或 備用Feeder車上,要求安裝水平,(如圖四所示).5.4.4 如果FEEDER的使用日期已經到達該FEEDER的維護失效日期,則需將該FEEDER送 往FEEDER房檢修.5.4.5 送往FEEDER房修理的FEEDER,需填寫《設備維修報告》.(圖四)東 莞 新 勁 電 子 有 限 公 司文 號版 本0文件名稱管制印章SDE-IN-B0203東 莞 新 勁 電 子 有 限 公 司AUTO),再按START。
批准:
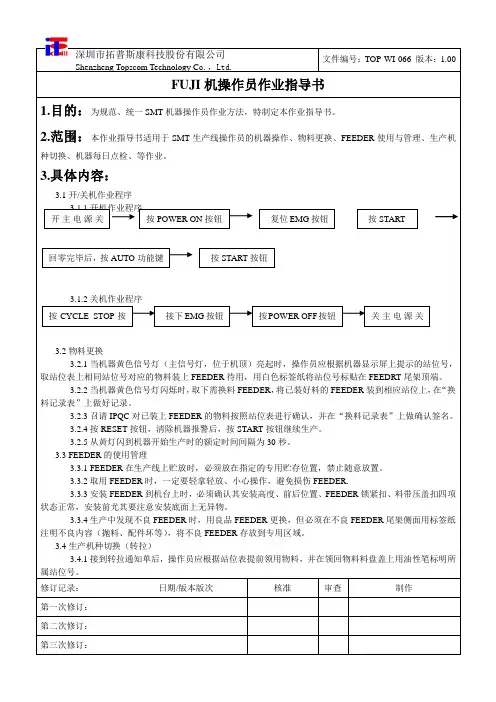
1.目的:规范FUJI-CP6 贴片机正确操作指引,确保设备工作正常和操作人员安全。
2.范围:适用于本公司FUJI-CP6 贴片机的操作(图1)。
3.职责:
3.1操作员:负责机器的日常操作与保养。
3.2技术员:负责机器的调试和操作,以及每周,每月的保养。
4.工作内容:
4.1开机:
4.1.1确定电源和气压正常后,将机器总开关旋至“ON”(图2),打开操作面板电源,按“POWER ON”(图5)。
4.1.2待机器进入待机状态后,按“START”键,机器运行“全轴回原点”(图3)。
4.1.3调好将要生产PCB之轨道宽度。
4.2读入生产程序:
4.3正常生产:
4.4确定设备内轨道上PCB已生产完毕后,运行“全轴回原点”,按下操作面板红色“紧急停止”按钮,(图4)再按下“Power OFF”。
(图5)
机保养记录表》
用数字键选定生产程式(1--9)
主操作界面按‘CR"确定
主操作界面选定所用料车开始
图1
图2
开始键暂停键复位键
图4 图5 电源开启
电源关闭。
1:真空阀控制吸嘴的真空的ON/OFF,下图为真空开合示意图. 2: 取料时,真阀打开并产生真空,贴装元件时或抛料时关闭真空.10.Nozzle Vacuum Valve (Station 1)真空阀l气压气压下压取料10.1 Nozzle Vacuum Valve Lever Adjustment1.调整真空阀的ON/OFF.打开所有工作站的真空阀,并测量它们的高度..2.选择 [SET] - [MANUAL] - [I/O] and 按下紧急开关(确认200V电源关闭,C轴在零度.)3.当C轴零度时打开I/O(Y028PLACE SOL ON)4.使用手柄转动C轴到200度.5.调整真空阀和真空Lever之间的距离为0.05~0.1M6.确认真空阀和真空Lever之间能平稳的接触.17.Fine-reverse Mechanism (Station 12)17.1 Clutch Meshing Check1.架千分表在离合器下表面2.使用手柄转动 cam到 2003.确认离合器的下压量为0.3~ 0.35 mm.检查工作站 3, 5, 10, 12, 和 13.17.2 Clutch Engage Sensor1:感应器的监测依靠反光面,孔来反应ON/OFFON (flag)OFFFRQ 的原点监测1:16ST利用真空破坏和毛刷清除吸嘴上的殘料.1:17ST监测吸嘴切换前位置1-6OFF (hole)19.Nozzle Vacuum Valve (Station 16)2移动工作头到 16站3.使用手柄转动 cam 到 2034.确认真空阀的真空破坏平台之间的间隙为 0.05 ~ 0.1 mm20.Nozzle Detection Sensor (Station 17)Flag2:转动吸嘴6号嘴朝下时,感应器应该亮如下图3.确认吸嘴转动时亮灯如下图17st 1 2 3Front of amplifier Green LEDRed LED Sensor No. 45Rotary holderONONOFFSensor 1 ON OFF OFF ON OFF ONNozzle 1 Nozzle 2 Nozzle 3 Nozzle 4 Nozzle 5 Nozzle 6Sensor 2 OFF ON OFF ON ON OFFSensor 3 OFF OFF ON OFF ON ON经17ST 监测到吸嘴位置后,由18ST 转换吸嘴位置,此吸嘴转换由元件的吸取吸嘴尺寸决定.21.1 Meshing Point Confirmation<4000 Type>1.用手柄转动C 轴到 1282.当C 轴在128度时,确认18ST 的离合器的推压量为0.01~0.05MM3.如果否,请调整18ST 的rod 以达到上述要求.Adjustment rod21.2 Adjustment of Interference Prevention SensorLeverSensorHorizontal1.调整前,请确认Lever 处于水平面的位置.2.调整感应器支架上/下. 确认感应器LED 在 [ON] to [OFF] 之间闪烁.3.依照上图,当感应器灯OFF 时,感应器位置距离为0.5MM 或更多.11.1 Top Feeder Lift Sensor AdjustmentFeeder lift sensor1.确认飞达正确安装在装料平台上2.驱动平台左右移动,观察飞达是否会碰撞翘高感应器.是否会阻挡红外通过.11.2 Bottom Feeder Lift Sensor AdjustmentLeverAdjustment boltCP6校调书1:当C轴为零度时,DOG位于感应器中间未完待继!请支持原创!1.确认飞达与LEVER 的间隙为 0.2 mm.2.确认Lever 下降至最低位时,感应器ON,并确认Lever 与feed 的下平面之间的间隙为0.7MM3.如果否定,请调整sensor 与lever.2.3 Cam Origin Dog Adjustment (Cam Box)2.4 Cam Lever Stopper Adjustment (Cam Box)通过汽缸来控制C 轴各连杆2:选择[SET] - [D pos.] - [1] 3:按下紧急开关,打开I/O菜单4:确认C轴在零度.5:打开 I/O (TAPE FEED SOL ON)6:调整压料间隙为0.5MM依照下表中的规定调整伸缩间隙.警告:调整错误将会使机器运转不正常.1:当CAM为零度时,打开I/O中(Y024 PQ ROT. 90),转动角度到210~212度时+90rotation闪亮1:放一只8X4的飞达在D1站位上.1:CAM在零度时,控制汽缸伸缩,架千分表于C轴连杆上.通过汽缸来控制C 轴各连杆.Station 1 UP/ DOWN NOZZLEStation 1 FWRD/ BWRD, FEEDING JAW Station 3 UP/ DOWN CLUTCH Station 10 UP /DOWN, F Station 11 UP /DOWN, NOZZLE Station 13 UP / DOWN, PRStation 18 FWRD / BWRD, KNOTCHStopper GapStation 1 nozzle up/down Station 11 nozzle up/down Station 1 feeder tape advanceStation 3 pre theta clutch up/down Station 10 fine theta clutch up/down Station 13 pre theta reverse up/down Station 18 nozzle change0.05 ~ 0.07 mm 0.05 ~ 0.07 mm 0.10 ~ 0.15 mm 0.10 ~ 0.15 mm 0.10 ~ 0.15 mm 0.10 ~ 0.15 mm 0.10 ~ 0.15 mm2.5 3rd/13th Station Air Cylinder Sensor Adjustment汽缸感应器将会在汽缸运转之+90和-90时闪亮.-90 rotation +90rotation3.1.1Tape Feed Lever 飞达推料高度调整<4000 Type>Advance Sensor Adjustment1.当C 轴200度时DOG 下降至感应器ON2:调整下极限感应器接触到DOG 时之间的间隙为0.6MMRetract sensorRetract Sensor Adjustment1.当C 轴0度时,DOG 上升到感应器ON,2.调整上极限感应器接触到DOG 时之间的间Sensor Position Adjustment1.放一只8X4的飞达在D1站位上.2.选择[SET] - [D pos.] - [1] - [CR]按开始3.按下紧急开关4.确认感应器与料带之间的间隙为10MM3.1.3Waste Tape Cutter调整切刀连杆来调整上切刀与下切刀的距离.1:按下紧急开关.2:转动C轴到203度3:调动切刀连杆上下.4:确认上/下切刀间隙为9MM调整切刀连杆来调整上切刀与下切刀的距离.Pick-Up Height Adjustment1.放一只8X4的飞达在D1站位上.(需去掉飞达盖)2.选择[SET] - [D pos.] - [1] - [CR]按开始3.按下紧急开关,打开I/O 菜单4.当C 轴零度时,打开I/O 的,(Y020 PICK UP SOL ON) 5,用手柄转动C 轴到175度.6.用厚薄尺确认吸嘴与飞达之间的间隙为0.65 mm吸料高度调整螺杆CAM 图A 图B 未完待继,如果觉的不错请支持一下!3.1.5Adjusting the Nozzle UP Limit Sensor1.确认C 轴在零度..2.使用I/O[SET] - [MANUAL] - [I/O] - [Standard I/O] - [OUTPUT] -> Y020 PICKUP SOL ON 控制气缸杆缩3.放置千分表在NOZZLE 上/下连杆,C 轴零度时,上限感应器应该为ON (I/O INPORT X06A ST1 UP POS is4.注意千分表,当上/下连杆下降 0.3 to 0.4 mm 时,上限感应器应该为OFF (I/O INPORT X06A ST1 UP POS s 图CST1气缸电磁阀 C 轴连杆 上限感应器DOG上/下连杆Rod lower0.3 to 0.4FF ]mm boltson闪亮位上.[1] - [CR]按开始单L ON)间的间隙为0.3MM or图C 图D 缸杆缩回.图A OS is ON)图BPOS switches OFF) 上限感应器DOGoweredo 0.4 mm上限感应器调整螺丝DOG。