铬铁的牌号和化学成分
- 格式:doc
- 大小:31.00 KB
- 文档页数:5
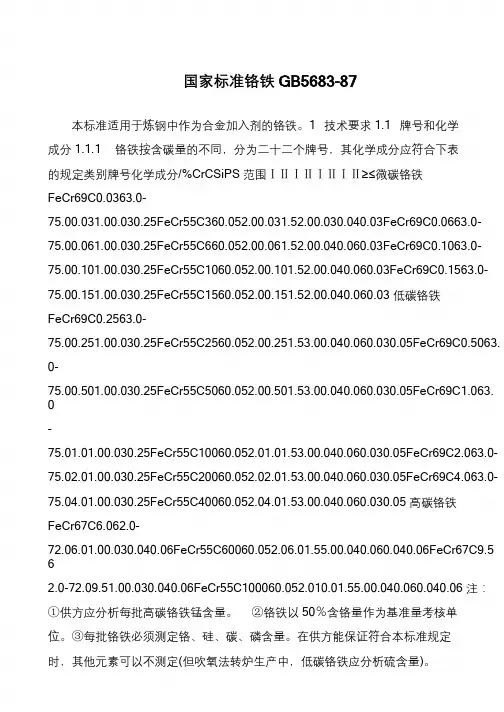
书山有路勤为径,学海无涯苦作舟国家标准铬铁GB5683-87本标准适用于炼钢中作为合金加入剂的铬铁。
1 技术要求1.1 牌号和化学成分1.1.1 铬铁按含碳量的不同,分为二十二个牌号,其化学成分应符合下表的规定类别牌号化学成分/%CrCSiPS 范围ⅠⅡⅠⅡⅠⅡⅠⅡ≥≤微碳铬铁FeCr69C0.0363.0-75.00.031.00.030.25FeCr55C360.052.00.031.52.00.030.040.03FeCr69C0.0663.0- 75.00.061.00.030.25FeCr55C660.052.00.061.52.00.040.060.03FeCr69C0.1063.0- 75.00.101.00.030.25FeCr55C1060.052.00.101.52.00.040.060.03FeCr69C0.1563.0- 75.00.151.00.030.25FeCr55C1560.052.00.151.52.00.040.060.03 低碳铬铁FeCr69C0.2563.0-75.00.251.00.030.25FeCr55C2560.052.00.251.53.00.040.060.030.05FeCr69C0.5063. 0-75.00.501.00.030.25FeCr55C5060.052.00.501.53.00.040.060.030.05FeCr69C1.063. 0-75.01.01.00.030.25FeCr55C10060.052.01.01.53.00.040.060.030.05FeCr69C2.063.0- 75.02.01.00.030.25FeCr55C20060.052.02.01.53.00.040.060.030.05FeCr69C4.063.0- 75.04.01.00.030.25FeCr55C40060.052.04.01.53.00.040.060.030.05 高碳铬铁FeCr67C6.062.0-72.06.01.00.030.040.06FeCr55C60060.052.06.01.55.00.040.060.040.06FeCr67C9.5 62.0-72.09.51.00.030.040.06FeCr55C100060.052.010.01.55.00.040.060.040.06 注:①供方应分析每批高碳铬铁锰含量。
中华人民共和国国家标准 UDC 669.15 26
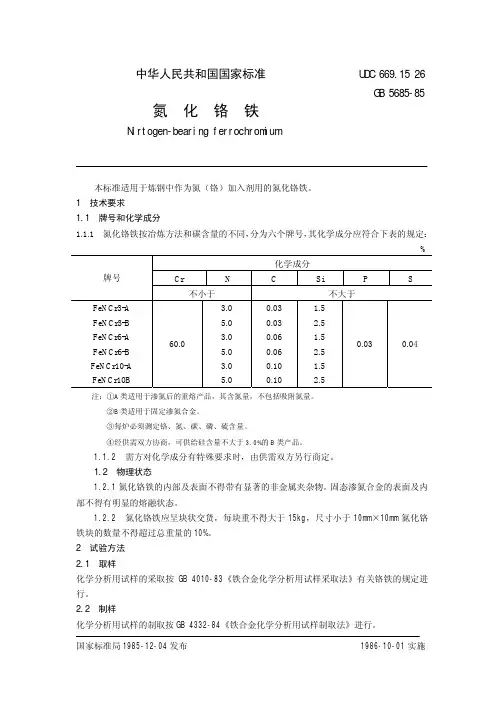
GB 5685-85 氮化铬铁
Nirtogen-bearing ferrochromium
国家标准局1985-12-04发布 1986-10-01实施
2.3 化学分析
氮分铬铁的化学分析方法按GB 5687.1~5687.4-85《铬铁化学分析方法》的有关规定进行。
3 检验规则
3.1 质量检查和验收
产品的质量检查和验收应符合GB 3650-83《铁合金验收、包装、储运、标志和质量证明书的一般规定》的要求。
3.2 组批
氮化铬铁以一炉作为一批交货,不足100kg的余量,可与同牌号,但含氮量偏差不大于±0.5%的氮化铬铁合批交货。
4 包装、储运、标志和质量证明书应符合GB 3650-83的要求。
附加说明:
本标准由中华人民共和国冶金工业部提出。
本标准由吉林铁合金厂负责起草。
本标准主要起草人舒莉、刘万吉、王立达。
书山有路勤为径,学海无涯苦作舟
铬系合金基础知识介绍
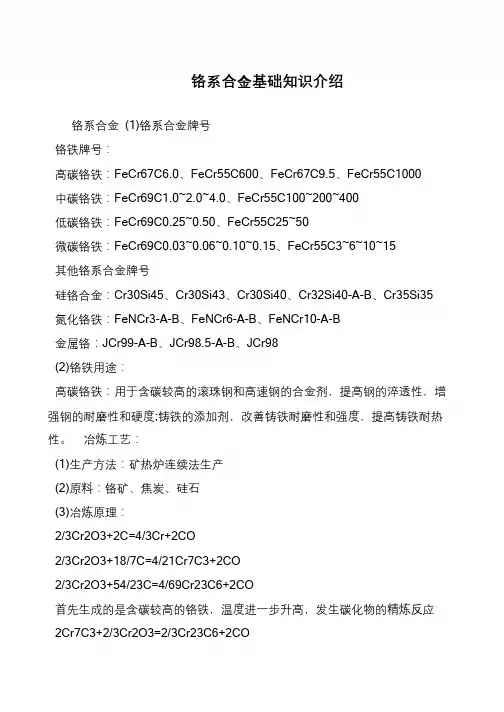
铬系合金(1)铬系合金牌号
铬铁牌号:
高碳铬铁:FeCr67C6.0、FeCr55C600、FeCr67C9.5、FeCr55C1000
中碳铬铁:FeCr69C1.0~2.0~4.0、FeCr55C100~200~400
低碳铬铁:FeCr69C0.25~0.50、FeCr55C25~50
微碳铬铁:FeCr69C0.03~0.06~0.10~0.15、FeCr55C3~6~10~15
其他铬系合金牌号
硅铬合金:Cr30Si45、Cr30Si43、Cr30Si40、Cr32Si40-A-B、Cr35Si35 氮化铬铁:FeNCr3-A-B、FeNCr6-A-B、FeNCr10-A-B
金属铬:JCr99-A-B、JCr98.5-A-B、JCr98
(2)铬铁用途:
高碳铬铁:用于含碳较高的滚珠钢和高速钢的合金剂,提高钢的淬透性,增强钢的耐磨性和硬度;铸铁的添加剂,改善铸铁耐磨性和强度,提高铸铁耐热性。
冶炼工艺:
(1)生产方法:矿热炉连续法生产
(2)原料:铬矿、焦炭、硅石
(3)冶炼原理:
2/3Cr2O3+2C=4/3Cr+2CO
2/3Cr2O3+18/7C=4/21Cr7C3+2CO
2/3Cr2O3+54/23C=4/69Cr23C6+2CO
首先生成的是含碳较高的铬铁,温度进一步升高,发生碳化物的精炼反应2Cr7C3+2/3Cr2O3=2/3Cr23C6+2CO。
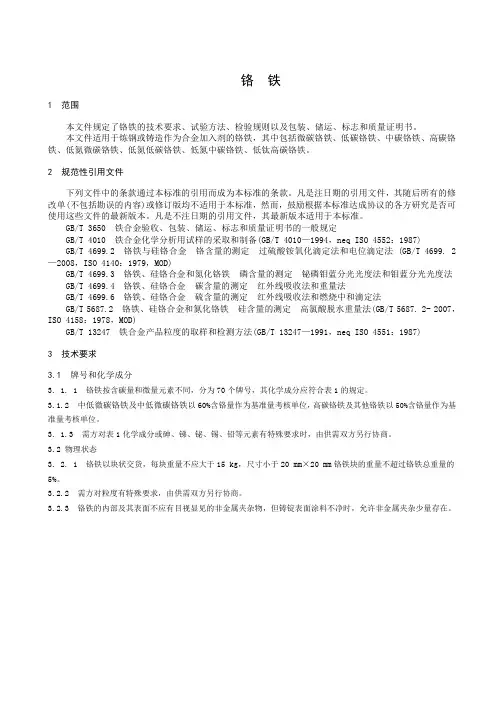
铬铁1范围本文件规定了铬铁的技术要求、试验方法、检验规则以及包装、储运、标志和质量证明书。
本文件适用于炼钢或铸造作为合金加入剂的铬铁,其中包括微碳铬铁、低碳铬铁、中碳铬铁、高碳铬铁、低氮微碳铬铁、低氮低碳铬铁、低氮中碳铬铁、低钛高碳铬铁。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T3650铁合金验收、包装、储运、标志和质量证明书的一般规定GB/T4010铁合金化学分析用试样的采取和制备(GB/T4010—1994,neq ISO4552:1987)GB/T4699.2铬铁与硅铬合金铬含量的测定过硫酸铵氧化滴定法和电位滴定法(GB/T4699.2—2008,ISO4140:1979,MOD)GB/T4699.3铬铁、硅铬合金和氮化铬铁磷含量的测定铋磷钼蓝分光光度法和钼蓝分光光度法GB/T4699.4铬铁、硅铬合金碳含量的测定红外线吸收法和重量法GB/T4699.6铬铁、硅铬合金硫含量的测定红外线吸收法和燃烧中和滴定法GB/T5687.2铬铁、硅铬合金和氮化铬铁硅含量的测定高氯酸脱水重量法(GB/T5687.2-2007,ISO4158:1978,MOD)GB/T13247铁合金产品粒度的取样和检测方法(GB/T13247—1991,neq ISO4551:1987)3技术要求3.1牌号和化学成分3.1.1铬铁按含碳量和微量元素不同,分为70个牌号,其化学成分应符合表1的规定。
3.1.2中低微碳铬铁及中低微碳铬铁以60%含铬量作为基准量考核单位,高碳铬铁及其他铬铁以50%含铬量作为基准量考核单位。
3.1.3需方对表1化学成分或砷、锑、铋、锡、铅等元素有特殊要求时,由供需双方另行协商。
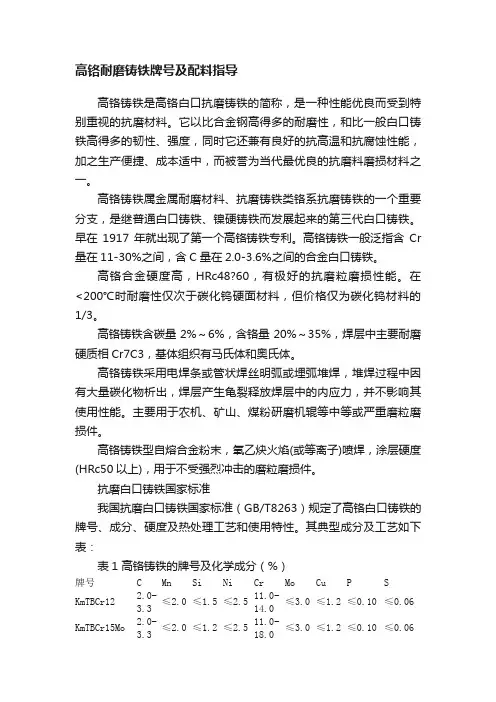
高铬耐磨铸铁牌号及配料指导高铬铸铁是高铬白口抗磨铸铁的简称,是一种性能优良而受到特别重视的抗磨材料。
它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。
高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。
早在1917年就出现了第一个高铬铸铁专利。
高铬铸铁一般泛指含Cr 量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。
高铬合金硬度高,HRc48?60,有极好的抗磨粒磨损性能。
在<200℃时耐磨性仅次于碳化钨硬面材料,但价格仅为碳化钨材料的1/3。
高铬铸铁含碳量2%~6%,含铬量20%~35%,焊层中主要耐磨硬质相Cr7C3,基体组织有马氏体和奥氏体。
高铬铸铁采用电焊条或管状焊丝明弧或埋弧堆焊,堆焊过程中因有大量碳化物析出,焊层产生龟裂释放焊层中的内应力,并不影响其使用性能。
主要用于农机、矿山、煤粉研磨机辊等中等或严重磨粒磨损件。
高铬铸铁型自熔合金粉末,氧乙炔火焰(或等离子)喷焊,涂层硬度(HRc50以上),用于不受强烈冲击的磨粒磨损件。
抗磨白口铸铁国家标准我国抗磨白口铸铁国家标准(GB/T8263)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特性。
其典型成分及工艺如下表:表1 高铬铸铁的牌号及化学成分(%)牌号 C Mn Si Ni Cr Mo Cu P SKmTBCr12 2.0-3.3≤2.0≤1.5≤2.511.0-14.0≤3.0≤1.2≤0.10≤0.06KmTBCr15Mo 2.0-3.3≤2.0≤1.2≤2.511.0-18.0≤3.0≤1.2≤0.10≤0.06KmTBCr20Mo 2.0-3.3≤2.0≤1.2≤2.518.0-23.0≤3.0≤1.2≤0.10≤0.06KmTBCr26 2.0-3.3≤2.0≤1.2≤2.523.0-30.0≤3.0≤1.2≤0.10≤0.06表2 高铬铸铁的硬度牌号铸态或去应力处理硬化态或硬化态去应力处理软化退化态HRC HBW HRC HBW HRC HBWKmTBCr12 ≥46≥450≥56≥600≤41≤400 KmTBCr15Mo ≥46≥450≥58≥650≤41≤400 KmTBCr20Mo ≥46≥450≥58≥650≤41≤400 KmTBCr26 ≥46≥450≥56≥600≤41≤400表3 高铬铸铁件热处理规范牌号软化退火处理硬化处理去应力处理KmTBCr12 920-960℃保温1-8h,缓冷至700-750℃保温4-8h,冷至600℃以下出炉空冷或炉冷920-980℃保温2-6h,出炉空冷200-300℃保温2-8h,出炉空冷或炉冷KmTBCr15Mo 920-960℃保温1-8h,缓冷至700-750℃保温4-8h,缓冷至600℃以下出炉空冷或炉冷920-980℃保温2-6h,出炉空冷200-300℃保温2-8h,出炉空冷或炉冷KmTBCr20Mo 960-1000℃保温1-8h,缓冷至700-750℃保温4-10h,缓冷至600℃以下出炉空冷或炉冷960-1020℃保温2-6h,出炉空冷200-300℃保温2-8h,出炉空冷或炉冷KmTBCr26 960-1060℃保温2-6h,出炉空冷美国高铬铸铁执行标准为ASTMA532M,英国为BS4844,德国为DIN1695,法国为NFA32401。
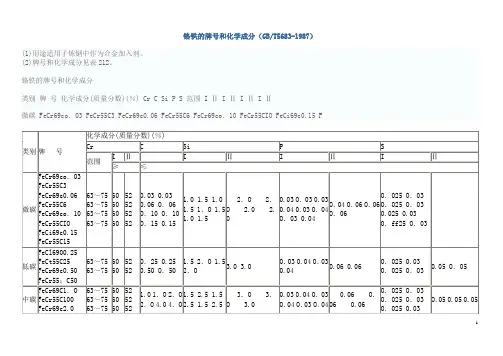
铬铁的牌号和化学成分(GB/T5683-1987)(1)用途适用于炼钢中作为合金加入剂。
(2)牌号和化学成分见表212。
铬铁的牌号和化学成分类别牌号化学成分(质量分数)(%) Cr C Si P S 范围I Ⅱ I Ⅱ I Ⅱ I Ⅱ微碳 FeCr69co.03 FeCr55C3 FeCr69c0.06 FeCr55C6 FeCr69co.10 FeCr55CIO FeCi69c0.15 F(1)用途适用于炼钢中作为合金加入剂。
(2)牌号和化学成分见表2—12。
铬铁的牌号和化学成分注:1.供方应分析每批高碳铬铁锰含量。
2.铬铁以质量分数50%含铬量作为基准量考核单位。
3.每批铬铁必须测定铬、硅、碳、磷含量。
在供方能保证符合本标准规定时,其他元素可以不测定(但吹氧法转炉生产中,低碳铬铁应分析硫含量)。
4.铬铁应成块状,每块质量不得大于15kg,尺寸小于20mm×20rran铬铁块的数量,不超过铬铁总质量的5%。
1.1.2 需方对化学成分有特殊要求时,由供需双方另行商定。
1.2 物理状态1.2.1 铬铁应呈块状,每块重量不得大于15kg,尺寸小于20×20mm铬铁块的重量不超过铬铁总重量的5%。
1.2.2 需方对粒度有特殊要求时,由供需双方另行商定。
1.2.3 铬铁的内部及其表面不得有肉眼显见的非金属夹杂物,但铸锭表面涂料不净时,允许其少量存在。
2 试验方法2.1 取样化学分析用试样的采取按GB 4010一83《铁合金化学分析用试样采取法》进行。
2.2 制样化学分析用试佯的制取按GB 4332—84《铁合金化学分析用试样制取法》进行。
2.3 化学分析铬铁的化学分析方法按GB 5687.1—5687.4—85《铬铁化学分析方法》的有关规定进行。
3 检验规则3.1 质量检查和验收产品的质量检查和验收应符合GB 3650一83《铁合金验收、包装、储运、标志和质量证明书的一般规定》的要求。
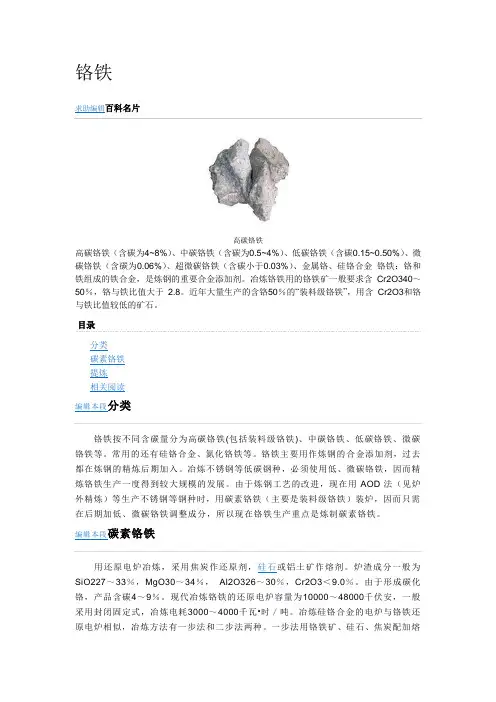
铬铁求助编辑百科名片高碳铬铁高碳铬铁(含碳为4~8%)、中碳铬铁(含碳为0.5~4%)、低碳铬铁(含碳0.15~0.50%)、微碳铬铁(含碳为0.06%)、超微碳铬铁(含碳小于0.03%)、金属铬、硅铬合金铬铁:铬和铁组成的铁合金,是炼钢的重要合金添加剂。
冶炼铬铁用的铬铁矿一般要求含Cr2O340~50%,铬与铁比值大于2.8。
近年大量生产的含铬50%的“装料级铬铁”,用含Cr2O3和铬与铁比值较低的矿石。
目录分类碳素铬铁提炼相关阅读编辑本段分类铬铁按不同含碳量分为高碳铬铁(包括装料级铬铁)、中碳铬铁、低碳铬铁、微碳铬铁等。
常用的还有硅铬合金、氮化铬铁等。
铬铁主要用作炼钢的合金添加剂,过去都在炼钢的精炼后期加入。
冶炼不锈钢等低碳钢种,必须使用低、微碳铬铁,因而精炼铬铁生产一度得到较大规模的发展。
由于炼钢工艺的改进,现在用AOD法(见炉外精炼)等生产不锈钢等钢种时,用碳素铬铁(主要是装料级铬铁)装炉,因而只需在后期加低、微碳铬铁调整成分,所以现在铬铁生产重点是炼制碳素铬铁。
编辑本段碳素铬铁用还原电炉冶炼,采用焦炭作还原剂,硅石或铝土矿作熔剂。
炉渣成分一般为SiO227~33%,MgO30~34%,Al2O326~30%,Cr2O3<9.0%。
由于形成碳化铬,产品含碳4~9%。
现代冶炼铬铁的还原电炉容量为10000~48000千伏安,一般采用封闭固定式,冶炼电耗3000~4000千瓦•时/吨。
冶炼硅铬合金的电炉与铬铁还原电炉相似,冶炼方法有一步法和二步法两种。
一步法用铬铁矿、硅石、焦炭配加熔剂冶炼。
二步法采用碳素铬铁、硅石、焦炭作原料进行无渣法冶炼,冶炼过程大体与硅铁生产相仿。
冶炼电耗每吨3000~4000千瓦•时左右。
编辑本段提炼中、低、微碳铬铁一般以硅铬合金、铬铁矿和石灰为原料,用1500~6000千伏安电炉精炼脱硅,采用高碱度炉渣操作(CaO/SiO2为1.6~1.8)。
低、微碳铬铁还大规模地采用热兑法进行生产。
高铬铸铁实用生产工艺高铬合金锤头标准生产工艺一、材质牌号:KMTBCr20Mo二、化学成分:C% Si% Mn% S% P% ΣRe% 2.70-3.05 0.40-0.90 0.60-1.0 <0.05 <0.05 加入量0.3Cr% Mo% Ti% V% Cu% B% 18-22 0.2-0.5 0.1-0.2 0.1-0.2 0.4-0.8 加入量0.01三、常用原材料:高碳铬铁:60#~65#,C,4.0,10.0%,高碳锰铁:70#~75#,C,3.0,7.0%,钼铁:55#~60#,C?1.0%,钛铁:30#~40#,C,0.1,0.3%,钒铁:40#~50#~75#,C=0.3-1.0,硼铁:20#~25#,C=1.0-2.5%,稀土硅:5,8~8—11~1,15等,硅铁:75#~C?1.5%,紫铜:Cu?99.99%,增碳剂:石墨电极粉~C?95%,废钢:普通碳素钢、合金钢等钧可,生铁:低磷杂铁、Q10、Q12、Q16、Z14、Z18~,含铅、含锡的不能加,轴瓦、锉刀、高磷铸铁、高硅铸铁、硅钢片等不加或少加,。
四、冶炼步骤:1、首先混合加入生铁、废钢、铬铁三种原材料融化铁水,2、取样分析化学成份,3、继续加少量回炉料等待化验结果,4、根据化验结果调整含碳量~并加回炉料至炉满,5、加入钼铁~铜,,钼较难融化~但又要尽量减少烧损~故一定要掌握好加入时间,铜不烧损~可随时加入,6、一边升温一边于约出铁前7分钟加入钒铁,,需要增硅的在此时加入硅铁,7、出铁前4,5分钟加入锰铁,8、出铁前3,5分钟先插入铝线~然后再加入钛铁,9、打渣出炉,10、稀土硅放置在吊包底部~冲击融化。
11、铁水镇静2—3分钟~开始浇注。
五、造型工艺:一,涂料组成1、耐火骨料:石英砂或钢玉砂,当铸件粘砂严重的时候~第一层用钢玉砂~第二层用石英砂,,载体:水; 2、3、粘结剂:白乳胶(有机)4、悬浮剂:钠基膨润土、羧甲基纤维素;另外,可根据生产实际情况选用如下材料:a/渗透剂,为了增强涂料对泡沫表面润湿能力,提高涂挂性;b/消泡剂,为了消除涂料当中的气泡,特别是用搅拌桶工艺的,更需要消泡;c/防腐剂,为了防止水基涂料中有机物质变质,有甲醛水溶液(福尔马林)、三氯苯粉、五氯苯粉、苯甲酸钠等。
•
•
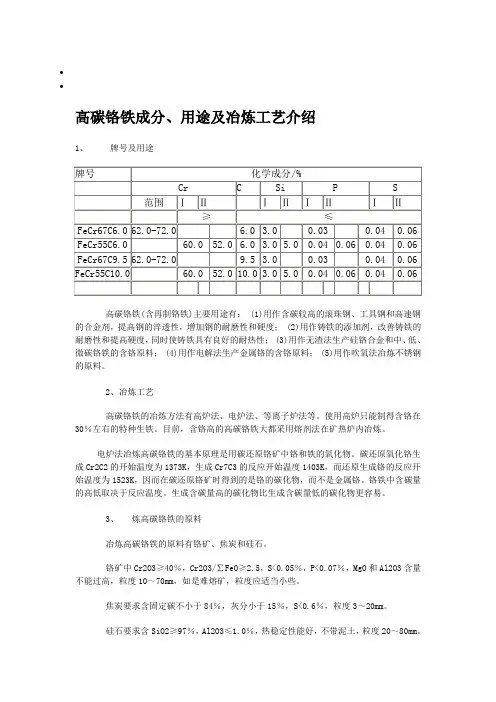
高碳铬铁成分、用途及冶炼工艺介绍
1、牌号及用途
高碳铬铁(含再制铬铁)主要用途有: (1)用作含碳较高的滚珠钢、工具钢和高速钢的合金剂,提高钢的淬透性,增加钢的耐磨性和硬度; (2)用作铸铁的添加剂,改善铸铁的耐磨性和提高硬度,同时使铸铁具有良好的耐热性; (3)用作无渣法生产硅铬合金和中、低、微碳铬铁的含铬原料; (4)用作电解法生产金属铬的含铬原料; (5)用作吹氧法冶炼不锈钢的原料。
2、冶炼工艺
高碳铬铁的冶炼方法有高炉法、电炉法、等离子炉法等。
使用高炉只能制得含铬在30%左右的特种生铁。
目前,含铬高的高碳铬铁大都采用熔剂法在矿热炉内冶炼。
电炉法冶炼高碳铬铁的基本原理是用碳还原铬矿中铬和铁的氧化物。
碳还原氧化铬生成Cr2C2的开始温度为1373K,生成Cr7C3的反应开始温度1403K,而还原生成铬的反应开始温度为1523K,因而在碳还原铬矿时得到的是铬的碳化物,而不是金属铬。
铬铁中含碳量的高低取决于反应温度。
生成含碳量高的碳化物比生成含碳量低的碳化物更容易。
3、炼高碳铬铁的原料
冶炼高碳铬铁的原料有铬矿、焦炭和硅石。
铬矿中Cr2O3≥40%,Cr2O3/∑FeO≥2.5,S<0.05%,P<0.07%,MgO和Al2O3含量不能过高,粒度10~70mm,如是难熔矿,粒度应适当小些。
焦炭要求含固定碳不小于84%,灰分小于15%,S<0.6%,粒度3~20mm。
硅石要求含SiO2≥97%,Al2O3≤1.0%,热稳定性能好,不带泥土,粒度20~80mm。
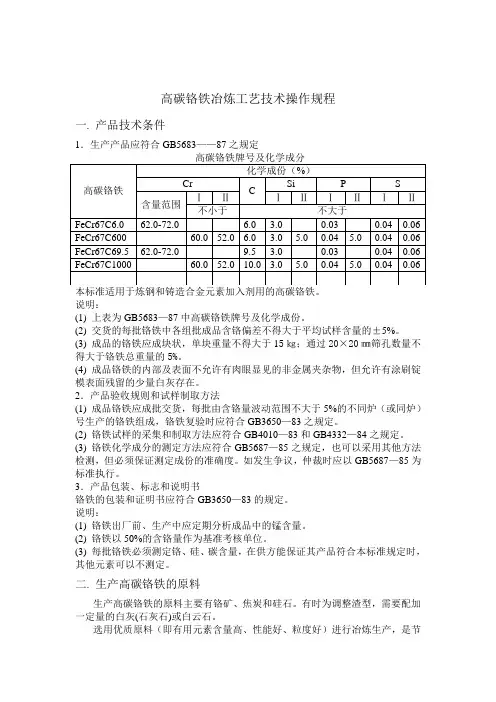
高碳铬铁冶炼工艺技术操作规程一. 产品技术条件1.生产产品应符合GB5683——87之规定说明:(1) 上表为GB5683—87中高碳铬铁牌号及化学成份。
(2) 交货的每批铬铁中各组批成品含铬偏差不得大于平均试样含量的±5%。
(3) 成品的铬铁应成块状,单块重量不得大于15㎏;通过20×20㎜筛孔数量不得大于铬铁总重量的5%。
(4) 成品铬铁的内部及表面不允许有肉眼显见的非金属夹杂物,但允许有涂刷锭模表面残留的少量白灰存在。
2.产品验收规则和试样制取方法(1) 成品铬铁应成批交货,每批由含铬量波动范围不大于5%的不同炉(或同炉)号生产的铬铁组成,铬铁复验时应符合GB3650—83之规定。
(2) 铬铁试样的采集和制取方法应符合GB4010—83和GB4332—84之规定。
(3) 铬铁化学成分的测定方法应符合GB5687—85之规定,也可以采用其他方法检测,但必须保证测定成份的准确度。
如发生争议,仲裁时应以GB5687—85为标准执行。
3.产品包装、标志和说明书铬铁的包装和证明书应符合GB3650—83的规定。
说明:(1) 铬铁出厂前、生产中应定期分析成品中的锰含量。
(2) 铬铁以50%的含铬量作为基准考核单位。
(3) 每批铬铁必须测定铬、硅、碳含量,在供方能保证其产品符合本标准规定时,其他元素可以不测定。
二. 生产高碳铬铁的原料生产高碳铬铁的原料主要有铬矿、焦炭和硅石。
有时为调整渣型,需要配加一定量的白灰(石灰石)或白云石。
选用优质原料(即有用元素含量高、性能好、粒度好)进行冶炼生产,是节能降耗、提高设备正常运行率、保持炉况顺行、保证产品质量稳定的重要的物质条件。
1.对铬矿的技术要求(1) 化学成分的要求(%)Cr2O3>38 Cr/Fe>2.2 P<0.08 S<0.05 C含量不大于0.20MgO含量在18-22% Al2O3含量在12-15%水分含量不超过10%(2) 物理状态要求(矿石中不得混入杂石、泥土和其他杂质。
一、铬铁简介
铬铁是以铬和铁为主要成分的铁合金。
是钢铁工业用的主要合金剂之一,除了主成分铬与铁外还含有碳、硅、硫、磷等杂质。
铬铁含铬55%~75%,按含碳量分为高碳(4%~10%C)、中碳(0.5%~4%C)、低碳(>0.15%~0.5%C)和微碳(≤0.15%C)铬铁。
高碳铬铁又称碳素铬铁,中、低、微碳铬铁又称精炼铬铁。
一种用低铬铁比的铬矿生产的高碳铬铁,含Cr 50%~55%称为炉料级铬铁,还有含N2%~10%的含氮铬铁作为氮合金剂使用,又称氮化铬铁。
二、铬铁的牌号和化学成分
三、铬铁的用途
铬是重要的战略物资之一,由于它具有质硬、耐磨、耐高温、抗腐蚀等特性,在冶金产业、耐火材料和化学产业中得到了广泛的应用。
铬加入钢中能显著改善钢的抗氧化性,增加钢的抗腐蚀能力。
在许多具有特殊物理化学性能的钢中都含有铬。
钢中的铬是用铬铁添加的。
高碳铬铁用作滚珠钢(0.5%~1.45%Cr)、工具钢、模具钢(5%~12%Cr)和高速钢(3.8%~4.4%Cr)的合金剂,可提高钢的淬透性,增加钢的耐磨性和硬度。
铸铁中加入铬可提高硬度,改善耐磨性,含铬0.5%~1.0%便可改善其机械性能。
高碳铬铁和炉料级铬铁大量用作冶炼不锈钢(AOD或VOD法)的炉料,降低生产成本。
中、低碳铬铁用于生产中、低碳结构钢、渗碳钢,制造齿轮、高压鼓风机叶片、阀板等。
微碳铬铁用于生产不锈钢、耐酸钢、耐热钢和电热合金等。
铬铁的牌号和化学成分(GB/T5683-1987)时间:2009-06-21 20:42来源:作者:点击: 28次(1)用途适用于炼钢中作为合金加入剂。
(2)牌号和化学成分见表2—12。
铬铁的牌号和化学成分注:1.供方应分析每批高碳铬铁锰含量。
2.铬铁以质量分数50%含铬量作为基准量考核单位。
3.每批铬铁必须测定铬、硅、碳、磷含量。
在供方能保证符合本标准规定时,其他元素可以不测定(但吹氧法转炉生产中,低碳铬铁应分析硫含量)。
4.铬铁应成块状,每块质量不得大于15kg,尺寸小于20mm×20rran铬铁块的数量,不超过铬铁总质量的5%。
1.1.2 需方对化学成分有特殊要求时,由供需双方另行商定。
1.2 物理状态1.2.1 铬铁应呈块状,每块重量不得大于15kg,尺寸小于20×20mm铬铁块的重量不超过铬铁总重量的5%。
1.2.2 需方对粒度有特殊要求时,由供需双方另行商定。
1.2.3 铬铁的内部及其表面不得有肉眼显见的非金属夹杂物,但铸锭表面涂料不净时,允许其少量存在。
2 试验方法2.1 取样化学分析用试样的采取按GB 4010一83《铁合金化学分析用试样采取法》进行。
2.2 制样化学分析用试佯的制取按GB 4332—84《铁合金化学分析用试样制取法》进行。
2.3 化学分析铬铁的化学分析方法按GB 5687.1—5687.4—85《铬铁化学分析方法》的有关规定进行。
3 检验规则3.1 质量检查和验收产品的质量检查和验收应符合GB 3650一83《铁合金验收、包装、储运、标志和质量证明书的一般规定》的要求。
3.2 组批同牌号、同组级的铬铁合金归为一批交货,每批铬含量的波动范围不大于5%。
4 包装、储运、标志和质量证明书产品的包装、储运、标志和质量证明书应符合GB 3650一83的要求。
编者按:附加说明:本标准由中华人民共和国冶金工业部提出。
本标准由吉林铁合金厂负责起草。
本标准主要起草人张明泉、李海龙、宋景奇。
铬铁简介铬铁冶炼简介1车间组成:六座30000KV A全密闭电炉及厂房,干渣坑、水粒化池、循环水池、水泵房,原料场、原料铬矿破碎筛分、烘干(预留)、烧结(预留)、焦炭筛分、烘干(预留)、除尘设施(煤气回收)、煤气柜(预留)、空压站、制氮站、机修车间、电极壳制造车间、化验室、110KV A变电站、库房等。
2高碳铬铁牌号及用途:铬铁是铬及铁的合金,其中含有碳、硅、磷及其他元素。
高碳铬铁的主要用途:作为冶炼不锈钢的合金剂高碳铁铁的牌号及化学成份(GB5683-87)高碳铬铁的牌号及化学成份3原料:冶炼高碳铬铁的原料有铬矿、焦碳、硅石、电极糊。
3.1矿石;冶炼铬铁对铬矿石的要求:符合ZB D33002—90铁合金用铬矿石标准(第二类)粒度5-80mm,其中5-10mm <10﹪,水分<6﹪。
注:入炉铬矿品位每升高或降低1﹪,相应冶炼电耗也降低或升高≤ 80 KW.h/t。
3.2硅石;符合ZB D33001—90硅石标准(第二类)GS-97牌号SiO2≥ 97%,Al2O3≤ 1.0%,P2O5 ≤ 0.02﹪,粒度20-80mm注;作为熔剂,调节成一定组成成分范围的炉渣渣系。
3.3碳质还原剂;冶炼铬铁对碳质还原剂焦碳的要求:冶金焦固定碳>82%,灰分<15%,含S≤0.07%,水分<6%,入炉粒度5-40mm3.4电极糊;符合YB/T5215-2004电极糊标准(密闭糊)体积密度>1.4g/cm3,抗压强度≥18MPa,电阻率≤70μΩm,灰份≤5.0,挥发份10-13.5% 。
3.5原料消耗;单台30000kVA高碳铬铁炉主要原料和动力的年消耗量表3.6原料处理工艺流程;原料系统包括原料输入、储存、输送、干燥、破碎、筛分、烘干等工艺,包括从储料露天堆场到配料室内的料坑之间的设施。
详细工艺流程见下图;4电炉法冶炼化学原理:电炉法冶炼高碳铬铁的基本原理是用碳还原铬矿中铬和铁的氧化物。
中华人民共和国国家标准 UDC 669.15 26
GB 5685-85 氮化铬铁
Nirtogen-bearing ferrochromium
国家标准局1985-12-04发布 1986-10-01实施
2.3 化学分析
氮分铬铁的化学分析方法按GB 5687.1~5687.4-85《铬铁化学分析方法》的有关规定进行。
3 检验规则
3.1 质量检查和验收
产品的质量检查和验收应符合GB 3650-83《铁合金验收、包装、储运、标志和质量证明书的一般规定》的要求。
3.2 组批
氮化铬铁以一炉作为一批交货,不足100kg的余量,可与同牌号,但含氮量偏差不大于±0.5%的氮化铬铁合批交货。
4 包装、储运、标志和质量证明书应符合GB 3650-83的要求。
附加说明:
本标准由中华人民共和国冶金工业部提出。
本标准由吉林铁合金厂负责起草。
本标准主要起草人舒莉、刘万吉、王立达。
高碳铬铁冶炼工艺技术操作规程一. 产品技术条件1.生产产品应符合GB5683——87之规定说明:(1) 上表为GB5683—87中高碳铬铁牌号及化学成份。
(2) 交货的每批铬铁中各组批成品含铬偏差不得大于平均试样含量的±5%。
(3) 成品的铬铁应成块状,单块重量不得大于15㎏;通过20×20㎜筛孔数量不得大于铬铁总重量的5%。
(4) 成品铬铁的内部及表面不允许有肉眼显见的非金属夹杂物,但允许有涂刷锭模表面残留的少量白灰存在。
2.产品验收规则和试样制取方法(1) 成品铬铁应成批交货,每批由含铬量波动范围不大于5%的不同炉(或同炉)号生产的铬铁组成,铬铁复验时应符合GB3650—83之规定。
(2) 铬铁试样的采集和制取方法应符合GB4010—83和GB4332—84之规定。
(3) 铬铁化学成分的测定方法应符合GB5687—85之规定,也可以采用其他方法检测,但必须保证测定成份的准确度。
如发生争议,仲裁时应以GB5687—85为标准执行。
3.产品包装、标志和说明书铬铁的包装和证明书应符合GB3650—83的规定。
说明:(1) 铬铁出厂前、生产中应定期分析成品中的锰含量。
(2) 铬铁以50%的含铬量作为基准考核单位。
(3) 每批铬铁必须测定铬、硅、碳含量,在供方能保证其产品符合本标准规定时,其他元素可以不测定。
二. 生产高碳铬铁的原料生产高碳铬铁的原料主要有铬矿、焦炭和硅石。
有时为调整渣型,需要配加一定量的白灰(石灰石)或白云石。
选用优质原料(即有用元素含量高、性能好、粒度好)进行冶炼生产,是节能降耗、提高设备正常运行率、保持炉况顺行、保证产品质量稳定的重要的物质条件。
1.对铬矿的技术要求(1) 化学成分的要求(%)Cr2O3>38 Cr/Fe>2.2 P<0.08 S<0.05 C含量不大于0.20MgO含量在18-22% Al2O3含量在12-15%水分含量不超过10%(2) 物理状态要求(矿石中不得混入杂石、泥土和其他杂质。
低碳铬铁化学成分
低碳铬铁(LC FeCr)是一种常用的合金材料,主要用于制造
不锈钢、合金钢等产品。
其化学成分一般包括以下几个主要元素:
1. 铬(Cr):是低碳铬铁的主要元素,含量一般在10%以上。
铬的添加可以提高合金的耐蚀性和耐高温性能。
2. 铁(Fe):是低碳铬铁的基础元素,含量一般占大部分。
铁是合金的主要成分,具有良好的机械性能和导电性能。
3. 碳(C):低碳铬铁的碳含量较低,一般在0.1%以下。
低碳铬铁的碳含量较低可以提高材料的塑性和可加工性。
除了上述主要元素外,低碳铬铁中可能还含有少量的其他元素,如硅(Si)、锰(Mn)等,其添加量一般较少,主要是为了
调整合金的化学成分和改善材料的性能。
需要注意的是,具体的低碳铬铁化学成分可能会有一定的差异,不同厂家和产品的具体配方可能会有所不同。
因此在实际应用中,一般需要根据具体应用要求选择合适的低碳铬铁材料。
铬铁的牌号和化学成分(GB/T5683-1987)
时间:2009-06-21 20:42来源:作者:点击: 28次
(1)用途适用于炼钢中作为合金加入剂。
(2)牌号和化学成分见表212。
铬铁的牌号和化学成分类别牌号化学成分(质量分数)(%) Cr C Si P S 范围I Ⅱ I Ⅱ I Ⅱ I Ⅱ
(1)用途适用于炼钢中作为合金加入剂。
(2)牌号和化学成分见表2—12。
铬铁的牌号和化学成分
注:1.供方应分析每批高碳铬铁锰含量。
2.铬铁以质量分数50%含铬量作为基准量考核单位。
3.每批铬铁必须测定铬、硅、碳、磷含量。
在供方能保证符合本标准规定时,其他元素可以不测定(但吹氧法转炉生产中,低碳铬铁应分析硫含量)。
4.铬铁应成块状,每块质量不得大于15kg,尺寸小于20mm×20rran铬铁块的数量,不超过铬铁总质量的5%。
1.1.2 需方对化学成分有特殊要求时,由供需双方另行商定。
1.2 物理状态
1.2.1 铬铁应呈块状,每块重量不得大于15kg,尺寸小于20×20mm铬铁块的重量不超过铬铁总重量的5%。
1.2.2 需方对粒度有特殊要求时,由供需双方另行商定。
1.2.3 铬铁的内部及其表面不得有肉眼显见的非金属夹杂物,但铸锭表面涂料不净时,允许其少量存在。
2 试验方法
2.1 取样
化学分析用试样的采取按GB 4010一83《铁合金化学分析用试样采取法》进行。
2.2 制样
化学分析用试佯的制取按GB 4332—84《铁合金化学分析用试样制取法》进行。
2.3 化学分析
铬铁的化学分析方法按GB 5687.1—5687.4—85《铬铁化学分析方法》的有关规定进行。
3 检验规则
3.1 质量检查和验收
产品的质量检查和验收应符合GB 3650一83《铁合金验收、包装、储运、标志和质量证明书的一般规定》的要求。
3.2 组批
同牌号、同组级的铬铁合金归为一批交货,每批铬含量的波动范围不大于5%。
4 包装、储运、标志和质量证明书
产品的包装、储运、标志和质量证明书应符合GB 3650一83的要求。
编者按:附加说明:
本标准由中华人民共和国冶金工业部提出。
本标准由吉林铁合金厂负责起草。
本标准主要起草人张明泉、李海龙、宋景奇。
本标准中FeCr69C0.03、FeCr 69C0.06、FeCr69C0.10、FeCr69C0.15、FeCr69C0.25、FeCr69C
0.5、FcCr69C1.0、FeCr69C2.0、FeCr69C4.0、FeCr67C6.0、FeCr67C9.5十一个牌号标准水平等级标记为“Y”.其他牌号标准水平等级标记为“I"。