模具咬花工艺
- 格式:ppt
- 大小:123.50 KB
- 文档页数:19
咬花处理工艺我一直觉得,在制造业的世界里,有很多像魔法一样的工艺,咬花处理工艺就是其中一种。
这工艺啊,可不像表面看起来那么简单,里面的门道多得很呢。
我有个朋友叫小李,他就在一家塑料制品厂工作。
有一次我去他厂里玩,看到那些塑料制品的表面有着各种各样的花纹,有的像树叶的脉络,细腻而精致;有的像鱼鳞,一片一片整齐地排列着,那质感摸起来特别舒服。
我就好奇地问小李:“这些花纹是怎么弄上去的呀?不会是一个一个刻的吧?”小李笑着说:“哪能啊,这就是咬花处理工艺的功劳。
”咬花处理工艺,简单来说,就是在模具的表面做出想要的花纹。
这就好比是给模具穿上了一件有着特殊图案的衣服。
那这件“衣服”是怎么穿上的呢?这得从模具的准备说起。
首先要把模具清洗得干干净净,一点脏东西都不能有。
要是模具不干净,就像你画画的时候纸是脏的一样,怎么能画出好看的画呢?模具清洗好后,就要进行蚀刻处理。
蚀刻这个词听起来是不是有点高大上?其实就像是用一种特殊的“笔”在模具上画画,只不过这个“笔”是化学药剂。
那些化学药剂就像一群小小的“雕刻师”。
它们按照预定的图案,一点一点地“吃掉”模具表面的材料。
这个过程得小心翼翼的,药剂的浓度啊,蚀刻的时间啊,都得把握得刚刚好。
就像做菜放盐一样,放多了太咸,放少了没味。
我问小李:“这要是没控制好会怎么样呢?”小李皱着眉头说:“哎呀,那可就惨了。
要是药剂浓度太高或者蚀刻时间太长,那花纹可能就变得乱七八糟,完全不是想要的样子了,就像你本来想画个笑脸,结果画成了哭脸。
”等蚀刻完成后,模具就有了漂亮的花纹。
这时候就可以进行注塑或者压铸等成型工艺了。
塑料或者金属材料注入到有花纹的模具里,就像水倒进有形状的容器一样,最后出来的产品表面就带着漂亮的花纹了。
我又好奇地问小李:“那这个咬花处理工艺能做出多少种花纹啊?”小李眼睛一亮说:“那可多了去了。
只要你能设计出来的图案,基本上都能通过咬花工艺做出来。
像那种很复杂的几何图案,还有一些有艺术感的线条组合,都没问题。
模具激光咬花原理模具激光咬花原理解析什么是模具激光咬花原理?模具激光咬花原理是一种利用激光技术进行加工的方法,主要用于刻制模具上的花纹图案。
它利用高能量激光束对模具表面进行加工,通过控制激光束的强度和聚焦程度,实现对模具上花纹的刻制和深度控制。
激光咬花的过程激光咬花的过程可以分为以下几个步骤:1.模具设计:首先,需要进行模具设计,确定所需的花纹图案,并将其转换为数字化模具文件。
2.激光加工参数设置:根据所需的花纹图案和模具材料的特性,需要设置合适的加工参数,如激光功率、频率、聚焦度等。
3.数控激光切割:依据模具设计文件,通过数控激光切割系统进行加工。
激光束精确地切割模具表面,形成所需的花纹。
4.加工控制:通过计算机数控系统,控制激光束的运动轨迹和加工深度,实现对花纹图案的切割和控制。
5.后期处理:加工完成后,对模具表面进行必要的后期处理,以确保花纹的质量和耐久性。
模具激光咬花原理的优势相比传统的模具加工方法,模具激光咬花具有以下几个优势:•高精度加工:激光咬花可以实现对模具表面的精确加工,能够刻制出复杂的花纹图案,并且能够控制加工深度,保证刻花质量。
•高效率:激光咬花速度快,可以在短时间内完成大量模具的加工,提高生产效率。
•无接触加工:激光咬花是一种无接触加工方法,减少了模具表面的磨损和损坏。
•灵活性强:通过数控系统控制激光束的运动轨迹,可以随时调整花纹图案和加工深度,满足不同需求。
模具激光咬花应用领域模具激光咬花技术广泛应用于各个领域,如:•塑料模具:激光咬花可以在塑料模具表面刻制出各种花纹,提高产品的美观性和附加值。
•金属模具:对于金属模具,激光咬花可以刻制出精细的花纹,提高模具的质量和精度。
•电子产品模具:对于电子产品模具,激光咬花可以实现刻制复杂的图案和标识,提升产品的品质和识别度。
•玻璃模具:激光咬花可以在玻璃模具表面实现精细的刻痕和花纹图案,增强玻璃制品的装饰效果。
结语模具激光咬花原理是一种高效、高精度的模具加工技术。
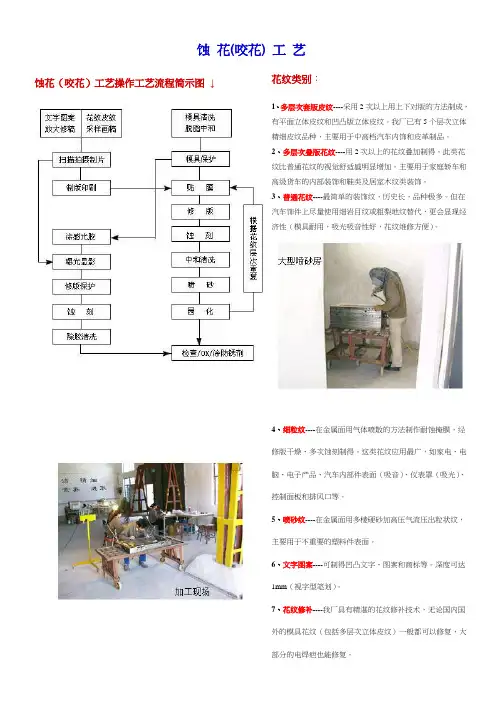
蚀花(咬花) 工艺蚀花(咬花)工艺操作工艺流程简示图↓花纹类别:1、多层次套版皮纹----采用2次以上用上下对版的方法制成,有平面立体皮纹和凹击版立体皮纹。
我厂已有5个层次立体精细皮纹品种,主要用于中高档汽车内饰和皮革制品。
2、多层次叠版花纹----用2次以上的花纹叠加制得。
此类花纹比普通花纹的视觉舒适感明显增加。
主要用于家庭轿车和高级货车的内部装饰和鞋类及居室木纹类装饰。
3、普通花纹----最简单的装饰纹,历史长,品种极多。
但在汽车饰件上尽量使用细岩目纹或粗梨地纹替代,更会显现经济性(模具耐用,吸光吸音性好,花纹维修方便)。
4、细粒纹----在金属面用气体喷散的方法制作耐蚀掩膜,经修版干燥、多次蚀刻制得。
这类花纹应用最广,如家电、电脑、电子产品、汽车内部件表面(吸音)、仪表罩(吸光)、控制面板和排风口等。
5、喷砂纹----在金属面用多棱硬砂加高压气流压出粒状纹,主要用于不重要的塑料件表面。
6、文字图案----可制得凹击文字、图案和商标等。
深度可达1mm(视字型笔划)。
7、花纹修补----我厂具有精湛的花纹修补技术,无论国内国外的模具花纹(包括多层次立体皮纹)一般都可以修复,大部分的电焊疤也能修复。
咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(SPI AR-106) 單位:inch(ii) 日本標准JIS標准是將模具光潔度分為6級。
咬花工艺介绍
咬花 (Texture)
咬花系指将所需花色以化学蚀刻的技术,将模仁(大多为母模面)进行蚀刻的动作。
与其它部分较大的差异是,咬花是对模具的加工,而其它部分则是直接对半成品加工。
咬花作业流程:
模具入厂
清洗模具 (整块模仁清洗干净)
模具喷漆(保护作用)
晾干 (时间约 6~8 小时)
修割胶带 (欲咬花处割开)
蚀刻咬花 (控制时间及深度)
喷砂 (控制光泽度)
咬花拔模角度建议值
目前机种咬花面曾发生之问题:
拉花现象,不易脱模
配合件花纹及光泽度不同
所咬花纹规格与预期差异过大
咬花不均匀。
鞋模咬花工艺流程全文共四篇示例,供读者参考第一篇示例:鞋模咬花工艺是一种传统手工艺,通过手工工艺将花纹、图案、字母等咬在皮革或织物上,形成独特的装饰效果。
这种工艺流程繁琐复杂,需要经验丰富的工匠来完成。
下面我们就来详细了解一下鞋模咬花工艺的流程。
第一步:设计图案鞋模咬花工艺的第一步是设计图案。
设计师会根据客户的需求和市场趋势进行图案设计,包括花纹、图案和字母等。
设计师要充分考虑材料和工艺的特点,确定图案的大小、形状和颜色。
设计师设计好图案后,会将图案按比例制作成模板,以便后续的工艺制作。
第二步:准备材料在进行鞋模咬花工艺之前,需要准备好所需的材料,包括皮革、织物、花边等。
材料的选择要符合设计要求,质量要保证。
还需要准备好工具和设备,如咬花机、刀具、咬花板等。
这些工具和设备是完成咬花工艺的必备条件。
第三步:咬花咬花是鞋模咬花工艺的关键步骤。
工匠将设计好的模板放在皮革或织物上,用特制的咬花刀刻出图案,然后用咬花机将图案咬出来。
咬花的过程需要技巧和耐心,每一刀都要准确无误,以确保咬花效果的完美。
经验丰富的工匠可以根据图案的复杂程度和材料的特性调整咬花的力度和深度,使图案更加精细逼真。
第四步:上色完成咬花后,需要进行上色处理。
根据设计要求,工匠会选择合适的颜料和工艺来进行上色。
常用的上色工艺有手工涂色、喷涂、擦拭等。
工匠要注意控制上色的均匀度和深浅度,以保证图案的色彩鲜艳且持久。
还要注意制作不同质地和颜色的皮革时要选用不同的上色方法和颜料,以确保上色效果的质量和一致性。
第五步:烘干上色完成后,需要进行烘干处理。
烘干的目的是让颜料彻底干透,防止色彩渗透和模糊。
烘干的温度和时间要根据材料和颜料的特性来确定,一般在40-60摄氏度的恒温箱中进行。
烘干过程中要保持通风良好,防止颜料气味刺激工匠的呼吸道,同时避免温度过高导致材料变形或色彩褪色。
第六步:涂蜡烘干完成后,需要进行涂蜡处理。
涂蜡的目的是增加皮革的光泽度和柔软度,同时保护图案免受外界环境的侵蚀。
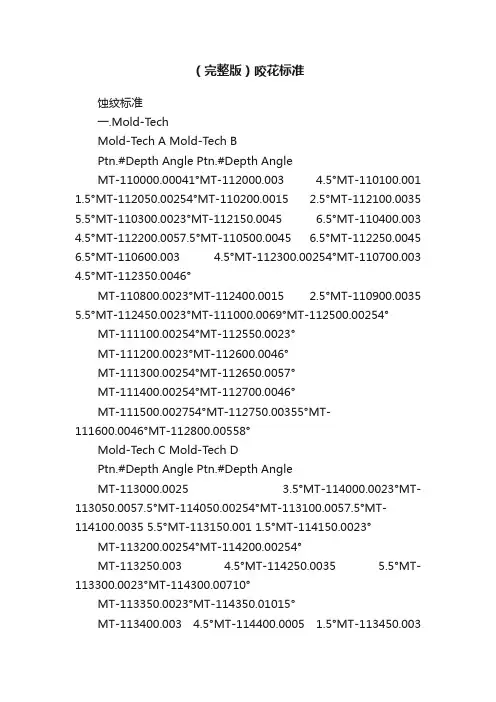
(完整版)咬花标准蚀纹标准一.Mold-T echMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.0034.5°MT-114450.0015 2.5°MT-113500.00355.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320 HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800HN10011°5~6#800HN1002 1.5°8~#800 HN10031°3~4#800HN10041°4~5#800HN10051°5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
咬花纹模具的工序2.1 底图制作装饰纹底图除电脑或手工绘制外,多数选用塑料样件和人造革上的装饰纹。
塑料样件应选取花纹清晰、均匀、平整的表面,先喷一层黑色自干漆,晾干后,用200目以上的白粉(碳酸钙)涂抹,填平纹路,再轻轻抹去突出面的白粉,使其露出黑色,直至版面花纹清晰,黑白分明,底图便告完成。
如选用人造革装饰纹,可将人造革摊平钉紧在木板上,按上述要求同样加工,最好选用黑色人造革,可省去喷漆。
2.2 照相制版采用CR或SO软片,1:1对底图进行拍摄。
照相底片大小以100mm×200mm左右为宜,便于制丝网版和贴花转印。
2.3 制丝网版用200~300目黄色涤纶丝绢,0.02mm厚的蓝色感光膜,铝质框架和照相底片,按制造印刷线路丝网版的方法制造。
2.4 油墨调配选取优质固体沥青500g,装入清洁无锈铁罐,加煤油300ml,放在可调温电炉上熬炼1~2h,控制微沸状态,适当搅拌,炼至适合丝网印刷的稠度,以冷却至室温为软冻状,表面又不结皮不起皱为佳,此为沥青油墨。
沥青油墨和2711—4油墨(天津油墨厂产品),按重量比1:1混合,再加入牡丹牌No78燥油,用量为混合油墨重量的2%~5%,用油墨刀调匀,便制得抗蚀转印油墨。
2.5 贴花纸印装饰纹用WPS400型丝网印刷机,装上丝网版,橡胶刮板放上适量抗蚀转印油墨,先用废蓝图纸反面试印,用力要均匀,轻重要适度,不要回墨,直至印出均匀清晰的装饰纹,再用贴花纸印制。
贴花纸印前应裁成适当大小,用干净橡皮刮板刮平。
印制过程中如发生油墨堵塞网孔,图纹不清晰,说明油墨过干,可加适量煤油调稀;如果印制的装饰纹易模糊,说明油墨中煤油过量,可将油墨放在玻璃板上,用油墨刀反复调合,挥发部份煤油再印制。
2.6 油墨干燥将印好的贴花纸放入烘箱网格上,油墨面朝上,均匀摊开,不得重叠,控温40~45℃,烘至油墨半干状取出,即轻摸贴花纸上油墨不粘手,稍加压力便粘手,一般约烘10~15min。
模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项1、喷砂(HN20-23,1000-1017,No.1-12HN3000-3013)加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地No.1-9,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,100000--200000射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,NO.1--181)加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线(No.1-12),柄(No.1-27),木纹(No.1-8)加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行. 维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。
模具咬花发展历程
模具咬花的发展历程如下:
咬花技术最初是为了掩饰成形品上的缺陷,随后逐渐发展为提高商品价值,随着技术的不断进步和应用需求的提升,咬花技术进入了更高度的意匠设计时代,并应用复合花纹。
随着对产品质量要求的提高,立体花纹的应用使得产品进入了更高质量的时代。
咬花加工的主要目的是为了使产品表面更具美感和质感,同时提高产品的防滑性和耐磨性。
在模具制造过程中,咬花加工通常是在模具表面进行,通过对模具表面进行特殊的处理,使其呈现出不同的花纹和纹理,从而在产品表面形成相应的外观效果。
随着科技的不断进步和市场的不断变化,模具咬花技术也在不断创新和发展。
未来,随着新材料、新工艺和新技术的不断涌现,模具咬花技术将会更加成熟和完善,为产品的外观设计和质量提升提供更加优秀的解决方案。
此外,模具咬花技术的发展还受到市场需求、制造成本、加工效率等多方面因素的影响。
因此,在未来的发展中,需要综合考虑各种因素,推动模具咬花技术的不断创新和发展,以满足市场的不断变化和需求。
模具晒纹(咬花),任性的美蚀纹工艺,香港称之为“晒纹”,台湾称之为“咬花”,“蚀纹”是书面语,英文名为texture 或texturing。
当越来越多的塑料产品充斥着我们的生活,人们开始意识不希望看到它们看起来像“塑胶”产品,因此蚀纹工艺装饰模具更迎合了人们的胃口。
【晒纹目的】(1)改善制品的外观。
通过咬花,可以遮挡一些缩水、合胶线以及分型面、滑块造型的断差痕迹;(2)经过晒纹、喷沙程序后增加了零件的表面强度;(3)增进塑料零件的外观质感,使产品呈现多变化或全新的设计。
【晒纹原理】采用化学药水(如硫酸、硝酸等)与模具钢材产生化学反应,并控制反应过程来得到各种各样的效果。
【晒纹工艺过程】模具准备——晒菲林——贴菲林——曝光——腐蚀——清洗——后处理。
【花纹的种类】沙纹图案(sand-pattern)、绸缎图案(satin-pattern)、皮革图案(leather-pattern)、石纹、几何、HANDS、HN3D等。
【晒纹工序】1. 清洗,将模具型腔表面清洗干净,除去表面的油脂。
2. 封帖,将不要咬花的型腔面用胶纸贴上或涂上防腐漆,以免被腐蚀,这是最费时的一个工序。
常用的封帖材料用三类:厚胶纸,用于将型腔大部分表面盖住。
薄胶纸,用于细节处的封帖,如圆弧边。
防腐漆:用于胶纸无法覆盖的地方,如复杂的曲面。
3. 干燥,干燥防腐漆。
4. 表面处理,用脱脂棉仔细擦拭要咬花的型腔表面,确保没有任何杂质与污物,保证咬花的效果。
5. 作纹,将要咬花的型腔表面喷漆,放到腐蚀液中浸泡,在腐蚀过程中要观察咬花情况,反复浸泡,以达到预定的咬花效果。
6. 喷沙,喷沙的目的有两个,一个是除去型腔表面残液,在此之前先用氨水+气压冲洗。
第二个是来调整花纹的光泽,采用不用的沙粒和压力便可以喷出不同的光泽亮度。
7. 后续工序,将型腔表面清洗干净,涂上防锈剂后将模具零件送回模具厂商。
【咬花前对模具的要求】模具蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视每一点细节:(1)脱模角度要求(500mm 高度以下),每13μm至少需要1度(特别的纹理除外) 。
模具咬花工艺Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项三、各类花纹之比较1、喷砂(HN20-23,1000-1017,加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,0射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线,柄,木纹加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行.维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。