工业CT的发展及应用ppt课件
- 格式:ppt
- 大小:2.15 MB
- 文档页数:39


工业CT标准
1. 引言
2. 工业CT的概述
2.1 CT技术的发展历程
2.2 工业CT的定义和应用领域
2.3 工业CT的优势和挑战
3. 工业CT标准的必要性
3.1 标准的定义和作用
3.2 工业CT标准的重要性
3.3 国内外工业CT标准体系的比较
4. 国际工业CT标准概述
4.1 国际标准化组织(ISO)的工业CT标准
4.2 国际电工委员会(IEC)的工业CT标准 4.3 ASTM国际标准组织的工业CT标准
5. 国内工业CT标准现状及发展方向
5.1 品牌标准
5.2 行业标准
5.3 国家标准
5.4 国内工业CT标准的发展趋势
6. 工业CT标准的制定过程
6.1 标准的制定机构与流程
6.2 工业CT标准制定的参与者与角色
6.3 工业CT标准制定中的关键问题与挑战
7. 工业CT标准的应用与推广
7.1 工业CT标准在产品设计与制造中的应用
7.2 工业CT标准在质量检测与监控中的应用
7.3 工业CT标准在工艺改进与优化中的应用 7.4 工业CT标准的推广与培训
8. 工业CT标准的挑战与前景
8.1 工业CT技术的创新与发展带来的挑战
8.2 工业CT标准与国际化趋势的结合
8.3 工业CT标准的前景与展望
9. 总结
在现代工业生产中,工业CT作为一种非破坏性检测方法,已广泛应用于产品设计、制造、质量检测等领域。而工业CT标准的制定和应用对于保证产品质量、促进产业发展具有重要意义。本文首先介绍了工业CT的概述,包括其技术的发展历程、定义和应用领域,以及其优势和挑战。其次,探讨了工业CT标准的必要性,从标准的定义和作用、工业CT标准的重要性以及国内外工业CT标准体系的比较三个方面阐述了工业CT标准的重要意义。然后,对国际工业CT标准进行了概述,分别介绍了ISO、IEC和ASTM等国际标准组织的工业CT标准。接着,对国内工业CT标准现状及发展方向进行了分析,包括品牌标准、行业标准和国家标准等。在此基础上,从工业CT标准的制定过程、应用与推广以及挑战与前景等方面进行了深入的探讨。最后,对全文进行总结并展望了工业CT标准的发展前景。通过本文的阐述,可以更好地了解工业CT标准的重要性和应用价值,促进工业CT标准的制定、应用和推广。

CT光谱技术的原理及应用
一、引言
CT(Computed Tomography)光谱技术是一种通过对物体进行多角度的X射线探测,并结合图像重建算法来获取物体内部的密度和组织结构信息的非破坏性成像技术。相比于传统的CT技术,CT光谱技术在成像质量、对多物质的区分、对低剂量的敏感度等方面具有显著的优势。本文将介绍CT光谱技术的原理及其在医学、工业、安检等领域的应用。
二、原理
CT光谱技术的原理基于X射线在物质中的相应能量吸收特性。X射线经过物体时会与物体中的原子相互作用,其中三种主要相互作用机制包括光电吸收、康普顿散射和对电子对效应。这些相互作用导致X射线在物体中的能量发生衰减,不同材料对不同能量的X射线具有不同的吸收特性。CT光谱技术利用这种不同的能量吸收特性,通过测量物体中不同能量的X射线在探测器上的信号强度,获得不同位置处物体的能量谱分布,进而得到物体的密度和组织结构信息。
三、应用
CT光谱技术在医学、工业、安检等领域具有广泛的应用前景。
3.1 医学领域
CT光谱技术在医学影像学中的应用已经取得了显著的进展。通过分析不同能量的X射线在组织中的吸收谱,可以提供更加准确的组织成分信息,对于早期的病灶诊断和鉴别诊断具有重要意义。此外,CT光谱技术还可以用于血管成像、血管瘤的评估、肺部疾病的诊断等。
3.2 工业领域
在工业领域,CT光谱技术可以应用于材料分析、缺陷检测等方面。通过分析不同材料在不同能量下的X射线吸收谱,可以获得材料的物理属性信息,如密度、原子组成等。这对于材料的质量检测、金属材料中的裂纹和缺陷的检测具有重要意义。
3.3 安检领域
CT光谱技术在安检领域中也得到了广泛应用。传统的安检设备在探测爆炸物、毒品等禁止物品时存在着误报率高、漏检率高等问题。采用CT光谱技术可以通过分析物体中不同能量的X射线吸收谱,实现对禁止物品的准确检测和分类,从而提高安全检查的效率和准确性。
3.4 其他应用领域

工业CT技术的原理及应用
1. 什么是工业CT技术?
工业CT技术全称为工业计算机断层成像技术(Industrial Computed
Tomography),是一种通过使用X射线和计算机重建图像的非破坏性检测技术。工业CT技术可用于非常细小或复杂零件的三维成像,为工业生产提供了高精度的质量控制和缺陷检测手段。
2. 工业CT技术的原理
工业CT技术的原理类似于医学上的CT扫描技术,主要包括以下几个步骤:
• X射线发射:在工业CT设备中,通过X射线发射器产生一束X射线,并将其照射在待检测物体上。
• X射线吸收:被照射的物体吸收不同程度的X射线,与物体的密度和组成有关。吸收量越大的区域,显示的亮度越低。
• 探测器接收:X射线通过物体后,将进入探测器,探测器会记录下通过的X射线的强度。
• 投影数据生成:探测器记录下的数据被发送给计算机,计算机将这些数据转化为数字图像。
• 重建图像:计算机根据收集到的投影数据进行重建处理,生成三维立体图像。
3. 工业CT技术的应用领域
工业CT技术在许多领域中得到广泛应用,下面介绍其中几个重要的应用领域:
3.1 航空航天
工业CT技术在航空航天领域中起着重要的作用。它可以用于零件的几何测量、缺陷检测、材料分析等方面。对于航空航天行业而言,零件的精确度和质量至关重要,而工业CT技术能够提供高精度的非破坏性检测,大大提高了生产效率和产品质量。
3.2 汽车制造
工业CT技术在汽车制造业中有着广泛的应用。汽车零件常常具有复杂的几何形状,而通过工业CT技术可以对这些零件进行快速而精确的三维成像和缺陷检测。工业CT技术还可以用于汽车发动机的内部检测,例如检查汽缸壁的缺陷、零件组装是否正确等。
3.3 电子设备制造
工业CT技术在电子设备制造中也得到了广泛应用。例如,在印刷电路板(PCB)制造过程中,工业CT技术可以帮助检测焊点的质量、检查电子元件的安装位置是否正确等。此外,工业CT技术还可以用于集成电路芯片的内部检测,例如检测芯片内部的连线是否正确。
工 业 CT 技 术 及 其 应 用
内容来源网络,由深圳机械展收集整理!
更多自动化技术展览,就在深圳机械展!
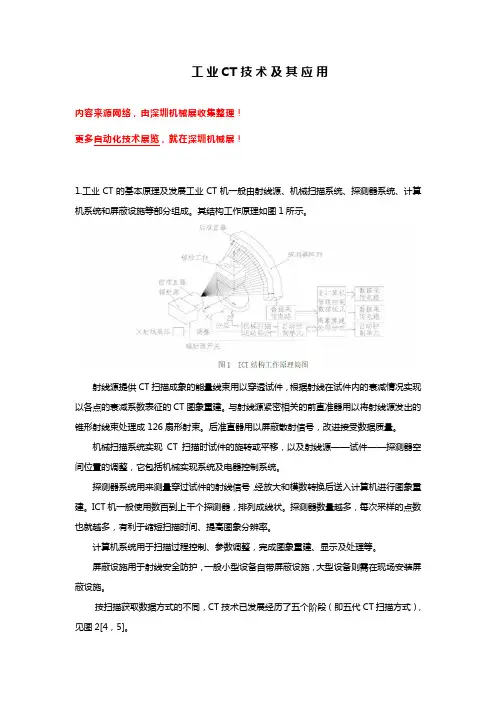
1.工业CT的基本原理及发展工业CT机一般由射线源、机械扫描系统、探测器系统、计算机系统和屏蔽设施等部分组成。其结构工作原理如图1所示。
射线源提供CT扫描成象的能量线束用以穿透试件,根据射线在试件内的衰减情况实现以各点的衰减系数表征的CT图象重建。与射线源紧密相关的前直准器用以将射线源发出的锥形射线束处理成 126扇形射束。后准直器用以屏蔽散射信号,改进接受数据质量。
机械扫描系统实现CT扫描时试件的旋转或平移,以及射线源——试件——探测器空间位置的调整,它包括机械实现系统及电器控制系统。
探测器系统用来测量穿过试件的射线信号,经放大和模数转换后送入计算机进行图象重建。ICT机一般使用数百到上千个探测器,排列成线状。探测器数量越多,每次采样的点数也就越多,有利于缩短扫描时间、提高图象分辨率。
计算机系统用于扫描过程控制、参数调整,完成图象重建、显示及处理等。
屏蔽设施用于射线安全防护,一般小型设备自带屏蔽设施,大型设备则需在现场安装屏蔽设施。
按扫描获取数据方式的不同,CT技术已发展经历了五个阶段(即五代CT扫描方式),见图2[4,5]。
第一代CT(见图2a),使用单源(一条射线)单探测器系统,系统相对于被检物作平行步进式移动扫描以获得N个投影值(I),被检物则按M个分度作旋转运动。这种扫描方式被检物仅需转动180o即可。第一代CT机结构简单、成本低、图象清晰,但检测效率低,在工业CT中则很少采用。
第二代CT(见图2b),是在第一代CT基础上发展起来的。使用单源小角度扇形射线束多探头。射线扇形束角小、探测器数目少,因此扇束不能全包容被检物断层,其扫描运动除被检物需作M个分度旋转外,射线扇束与探测器阵列架一道相对于被检物还需作平移运动,直至全部覆盖被检物,求得所需的成象数据为止。