机械制造技术基础 第5章
- 格式:ppt
- 大小:2.92 MB
- 文档页数:121


《机械制造技术基础》部分习题参考解答第五章工艺规程设计5-1 什么是工艺过程?什么是工艺规程?答:工艺过程——零件进行加工的过程叫工艺过程;工艺规程——记录合理工艺过程有关内容的文件叫工艺规程,工艺规程是依据科学理论、总结技术人员的实践经验制定出来的。
5-2 试简述工艺规程的设计原则、设计内容及设计步骤。
5-3 拟定工艺路线需完成哪些工作?5-4试简述粗、精基准的选择原则,为什么同一尺长方向上粗基准通常只允许用一次?答:粗、精基准的选择原则详见教材P212-214。
粗基准通常只允许用一次的原因是:粗基准一般是毛面,第一次作为基准加工的表面,第二次再作基准势必会产生不必要的误差。
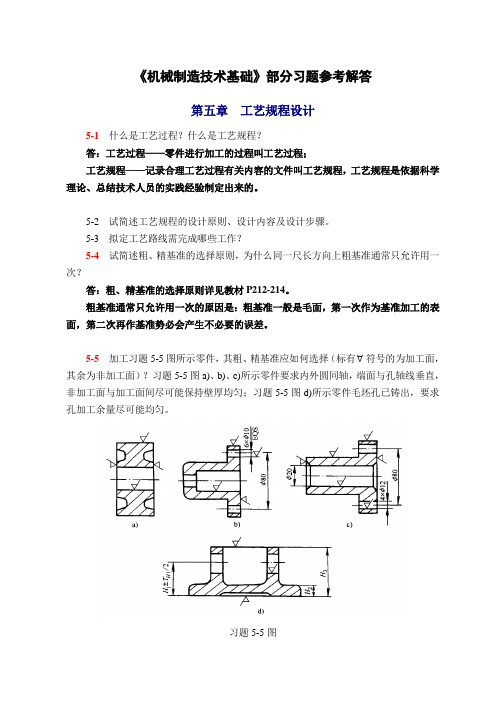
5-5加工习题5-5图所示零件,其粗、精基准应如何选择(标有 符号的为加工面,其余为非加工面)?习题5-5图a)、b)、c)所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;习题5-5图d)所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀。
习题5-5图解:按题目要求,粗、精基准选择如下图所示。
5-6为什么机械加工过程一般都要划分为若干阶段进行?答:机械加工过程一般要划分为粗加工阶段、半精加工阶段、精加工阶段和光整加工阶段。
其目的是保证零件加工质量,有利于及早发现毛坯缺陷并得到及时处理,有利于合理使用机床设备。
5-7 试简述按工序集中原则、工序分散原则组织工艺过程的工艺特征,各用于什么场合?5-8什么是加工余量、工序余量和总余量?答:加工余量——毛坯上留作加工用的材料层;工序余量——上道工序和本工序尺寸的差值;总余量——某一表面毛坯与零件设计尺寸之间的差值。
5-9 试分析影响工序余量的因素,为什么在计算本工序加工余量时必须考虑本工序装夹误差和上工序制造公差的影响?5-10习题5-10图所示尺寸链中(图中A0、B0、C0、D0是封闭环),哪些组成环是增环?那些组成环是减环?习题5-10图解:如图a),A0是封闭环,A1, A2, A4, A5, A7, A8是增环,其余均为减环。

第五章课后题1.机床夹具通常由哪些部分组成?各组成部分的功能如何?(1)定位元件和定位装置:确定工件在夹具中的位置(2)夹紧装置:保持工件在夹具中的既定位置(3)对刀-导向元件:确定刀具在加工前正确位置(4)连接元件:确定夹具在机床上的位置(5)夹具体:夹具的基础件(6)其他装置:分度装置、吊装元件等2.什么是装夹?装夹有哪三种方式?哪种装夹方式适用于大批量生产?工件的定位和夹紧的过程称为装夹。
(1)直接找正装夹(2)划线找正装夹(3)夹具装夹:适应于大批量生产3.什么是定位基准?什么是六点定位原理?在加工中用作定位的基准。
(在第四章中介绍)任何工件都具有六个自由度,这六个自由度需要用夹具按一定规则布置的六个定位支承点来限制,每个定位点相应地限制工件一个自由度,可以实现工件的六点定位。
4.试举例说明什么叫工件在夹具中的完全定位、不完全定位、欠定位和过定位?哪些是允许使用的,哪些是有条件使用的,哪些是绝对不允许使用的?完全定位:工件的六个自由度全部被限制不完全定位:根据加工需求,不必完全限制六个自由度的定位欠定位:实际限制的自由度少于按加工要求的自由度数。
这是不允许使用的过定位:支承点数多于所限制的自由度数,有条件使用。
5.固定支承有哪几种形式?各适用于什么场合?固定支承是一经安装到夹具上后,高度方向和尺寸是固定不变的。
固定支承有支承钉和支承板。
支承钉:以粗基准定位时,因定位基准面粗糙不平,必须用较远的三个定位支承点。
精基准定位有时也应以支承钉来定位。
支承板:大中型工件,以及经过精加工的平面定位。
6.什么是自位支承、可调支承和辅助支承?三者的特点和区别何在?使用辅助支撑和可调支撑时应注意什么?可调支承:顶端位置能在一定范围内调整,定位作用相当于固定支承。
自位支承(浮动支承):支承点的位置能够随工件定位基准面的变化自动与之适应。
辅助支承:辅助支承只在基本支承对工件定位后才参与支承,不允许辅助支承破坏基本支承的定位作用。

机械制造技术基础第五章习题及答案(机械制造质量分析与控制)《机械制造质量分析与控制》习题⼀.单项选择题1.机床和⼑具达到热平衡前的热变形所引起的加⼯误差属于:()a、常值系统误差b、形位误差c、随机误差d、变值系统误差2. 某⼯序的加⼯尺⼨为正态分布,但分布中⼼与公差中点不重合,则可以认为:()a、⽆随机误差b、⽆常值系统误差c、变值系统误差很⼤d、同时存在常值系统误差和随机误差3. 夹具在机床上的安装误差所引起的加⼯误差属于:()a、常值系统误差b、变值系统误差c、随机误差d、形位误差4. ⼀次性调整误差所引起的加⼯误差属于:()a、随机误差b、常值系统误差c、变值系统误差d、形位误差5. 误差复映所引起的加⼯误差属于:()a、变值系统误差b、常值系统误差c、随机误差d、形位误差6. ⼑具磨损所引起的加⼯误差属于:()a、常值系统误差b、变值系统误差c、随机误差d、形位误差7. 内应⼒引起的变形误差属于:()a、常值系统误差b、形位误差c、变值系统误差d、随机误差8. 定位误差所引起的加⼯误差属于:()a、常值系统误差b、随机误差c、变值系统误差d、形位误差9. 对滚动轴承进⾏适当的预紧,是提⾼主轴系统()的重要措施。
()a、精度b、强度c、刚度d、柔度10.通常⽤()系数表⽰某种加⼯⽅法和加⼯设备胜任零件所要求加⼯精度的程度()a、⼯艺能⼒b、误差复映c、误差传递d、误差敏感11.原理误差所引起的加⼯误差属于:()a、常值系统误差b、随机误差c、形位误差d、变值系统误差12.误差的敏感⽅向指产⽣加⼯误差的⼯艺系统的原始误差处于加⼯表⾯的:()a、切线⽅向b、轴线⽅向c、法线⽅向d、倾斜⽅向13. 受迫振动系统在共振区消振最有效的措施是()。
a、增⼤系统刚度b、增⼤系统阻尼c、增⼤系统质量14. 在车床上进⾏削扁镗杆⾃激振动的切削实验时,若切削条件相同 , 试指出下列各种情况下切削最稳定的场合()a、弱刚度主轴与加⼯表⾯法向的夹⾓450b、弱刚度主轴与加⼯表⾯法向的夹⾓1350c、采⽤直径相同的圆镗杆d、增⼤阻尼15. 削扁镗杆的抗振性⽐圆镗杆好是由于:()a、刚度⾼b、阻尼⼤、消耗振动能量⼤c、系统刚度的组合特性合适⼆.多项选择题1.⽤调整法在车床三⽖卡盘上精镗⼀批薄壁铜套的内孔,各种因素引起的加⼯误差是属于常值系统误差的是:()a、三⽖卡盘的制造和安装误差b、车床主轴的径向跳动c、薄壁铜套的夹紧变形d、机床导轨的⼏何误差e、镗⼑的磨损2.指出下列哪些情况产⽣的误差属于加⼯原理误差:()a、加⼯丝杠时机床丝杠螺距有误差b、⽤模数铣⼑加⼯渐开线齿轮c、⼯件残余应⼒引起的变形d、⽤阿基⽶德滚⼑加⼯渐开线齿轮e、夹具在机床上的安装误差3.机械加⼯中达到尺⼨精度的⽅法有:()a、试切法b、定尺⼨⼑具法c、调整法d、选配法e、⾃动控制法4.⽤调整法在车床三⽖卡盘上精镗⼀批薄壁铜套的内孔,各种因素引起的加⼯误差是属于随机误差的是:()a、镗⼑的磨损b、薄壁铜套的夹紧变形c、三⽖卡盘的制造和安装误差d、机床导轨的⼏何误差e、⼯件外圆形状误差引起的安装误差5. 指出下列哪些⼑具的制造误差会直接影响加⼯精度:()a、外圆车⼑b、齿轮滚⼑c、端⾯车⼑d、铰⼑e、键槽铣⼑6.主轴的纯轴向窜动对哪些加⼯有影响: ()a、车削螺纹b、车削外圆c、车削端⾯d、车削内孔7.影响加⼯精度的主要误差因素可归纳为以下⽅⾯:()a、⼯艺系统的⼏何误差b、⽑坯的制造误差c、⼯艺系统⼒效应产⽣的误差d、⼯艺系统热变形产⽣的误差e、加⼯原理误差8.机械加⼯中获得⼯件形状精度的⽅法有:()a、试切法b、轨迹法c、调整法d、成形法e、展成法三.判断题1.零件表⾯层的加⼯硬化能减⼩表⾯的弹塑性变形,从⽽提⾼了耐磨性,所以表⾯硬化程度越⾼越耐磨。

机械制造技术基础课后习题答案第一章机械加工方法1—1 特种加工在成形工艺方面与切削加工有什么不同?答:1加工是不受工件的强度和硬度等物理、机械性能的制约故可加工超硬脆材料和精密微细的零件.2加工时主要用电能、化学能、声能、光能、热能等出去多余材料而不是靠机械能切除多余材料.3加工机理不同于一般金属切削加工不产生宏观切削不产生强烈的弹、塑性变形故可获得很低的表面粗糙度其残余应力、冷作硬化、热影响度等也远比一般金属切削加工小。
4加工能量易于控制和转换故加工范围光、适应性强.1-2 简述电火花加工、电解加工、激光加工和超声波加工的表面形成原理和应用范围.答:1电火花加工放电过程极为短促具有爆炸性。
爆炸力把熔化和企划的金属抛离电极表面被液体介质迅速冷却凝固继而从两极间被冲走。
每次电火花放电后是工件表面形成一个凹坑。
在进给机构的控制下工具电极的不断进给脉冲放电将不断进行下去无数个点蚀小坑将重叠在工件上。
最终工作电极的形状相当精确的“复印”在工件上.生产中可以通过控制极性和脉冲的长短放点持续时间的长短控制加工过程.适应性强任何硬度、软韧材料及难切削加工加工的材料只要能导电都可以加工如淬火钢和硬质合金等电火花加工中材料去出是靠放电时的电热作用实现的材料可加工行主要取决于材料的导电性及热学特性不受工件的材料硬度限制。
2电解加工将电镀材料做阳极接电源正极工件作阴极放入电解液并接通直流电源后作为阳极的电镀材料就会逐渐的溶解儿附着到作为阴极的工件上形成镀层。
并由电解液将其溶解物迅速冲走从而达到尺寸加工目的.应用范围管可加工任何高硬度、高强度.高韧性的难加工金属材料并能意见单的进给运动一次加工出形状复杂的型面或行腔如锻模、叶片3激光加工通过光学系统将激光聚焦成一个高能晾凉的小光斑再次高温下任何坚硬的材料都将瞬间几句熔化和蒸发并产生强烈的冲击波是融化的物质爆炸式的喷射去处。
激光束的功率很高几乎对任何难度加工的金属和非金属材料如皋熔点材料、内热合金及陶瓷、宝石、金刚石等脆硬材料都可以加工也可以加工异型孔。
《机械制造技术基础》部分习题参考解答第五章工艺规程设计5-1 什么是工艺过程?什么是工艺规程?答:工艺过程——零件进行加工的过程叫工艺过程;工艺规程——记录合理工艺过程有关内容的文件叫工艺规程,工艺规程是依据科学理论、总结技术人员的实践经验制定出来的。
5-2 试简述工艺规程的设计原则、设计内容及设计步骤。
5-3 拟定工艺路线需完成哪些工作?5-4试简述粗、精基准的选择原则,为什么同一尺长方向上粗基准通常只允许用一次?答:粗、精基准的选择原则详见教材P212-214。
粗基准通常只允许用一次的原因是:粗基准一般是毛面,第一次作为基准加工的表面,第二次再作基准势必会产生不必要的误差。
5-5加工习题5-5图所示零件,其粗、精基准应如何选择(标有 符号的为加工面,其余为非加工面)?习题5-5图a)、b)、c)所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;习题5-5图d)所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀。
习题5-5图解:按题目要求,粗、精基准选择如下图所示。
5-6为什么机械加工过程一般都要划分为若干阶段进行?答:机械加工过程一般要划分为粗加工阶段、半精加工阶段、精加工阶段和光整加工阶段。
其目的是保证零件加工质量,有利于及早发现毛坯缺陷并得到及时处理,有利于合理使用机床设备。
5-7 试简述按工序集中原则、工序分散原则组织工艺过程的工艺特征,各用于什么场合?5-8什么是加工余量、工序余量和总余量?答:加工余量——毛坯上留作加工用的材料层;工序余量——上道工序和本工序尺寸的差值;总余量——某一表面毛坯与零件设计尺寸之间的差值。
5-9 试分析影响工序余量的因素,为什么在计算本工序加工余量时必须考虑本工序装夹误差和上工序制造公差的影响?5-10习题5-10图所示尺寸链中(图中A0、B0、C0、D0是封闭环),哪些组成环是增环?那些组成环是减环?习题5-10图解:如图a),A0是封闭环,A1, A2, A4, A5, A7, A8是增环,其余均为减环。
河南科技大学教案首页课程名称机械制造基础任课教师邓效忠第五章机械加工工艺规程的制定计划学时14教学的目的和要求:要求学生掌握定位基准和表面加工方法的选择原则,能够拟定工艺路线,会运用工艺尺寸链确定工序尺寸及其公差,使学生具有编制中等复杂零件加工工艺规程的能力。
重点:工件定位基准的选择;工序顺序的确定;工艺尺寸链及其应用。
难点:工艺尺寸链及其应用。
思考题:1.什么叫基准?基准分哪儿种?2.精、粗定位基准的选择原则各有哪些?如何分析这些原则之间出现的矛盾?3.零件表面加工方法的选择原则是什么?4.制定机械加工工艺规程时,为什么要划分加工阶段?5.切削加工顺序安排的原则是什么?6.什么叫工序集中?什么叫工序分散?各用于什么场合?7.什么叫工序余量?影响工序余量的因素是什么?8.什么叫尺寸链?它具有哪些特征?9.什么叫工艺规程?它有什么作用?10.如何确定尺寸链中的增环、减环和封闭环?第5章机械加工工艺规程设计5.1 概述一、机械加工工艺规程及其作用将产品或零部件的制造工艺过程的所有内容用图、表、文字的形式规定下来的工艺文件汇编称为工艺规程。
二、工艺规程设计所需的原始资料⑴零件图和产品整套装配图;⑵产品的生产纲领和生产类型;⑶产品的质量验收标准;⑷毛坯情况;⑸本厂的生产条件和技术水平;⑹国内外生产技术发展情况。
三、工艺规程设计的步骤⑴零件的工艺性分析。
⑵确定毛坯。
⑶拟定工艺路线,选择定位基准。
⑷确定各工序的设备和工装。
⑸确定主要工序的生产技术要求和质量验收标准。
⑹确定各工序的余量,计算工序尺寸和公差。
⑺确定各工序的切削用量。
⑻确定工时定额。
⑼填写工艺卡。
5.2 机械加工工艺规程设计一、零件的结构工艺性分析结构工艺性是指产品的结构是否满足优质、高产、低成本制造的一种性质。
零件结构工艺性举见教材表5-4。
二、确定毛坯三、定位基准的选择粗基准是指未经机械加工的定位基准,而精基准则是经过机械加工的定位基准。
1.粗基准的选择原则粗基准选择的主要目的是:保证非加工面与加工面的位置关系;保证各加工表面余量的合理分配。