瓦楞纸箱进货检验规程
- 格式:docx
- 大小:1.10 MB
- 文档页数:4
瓦楞纸箱产品质量监督抽查实施细则
(2023年版)
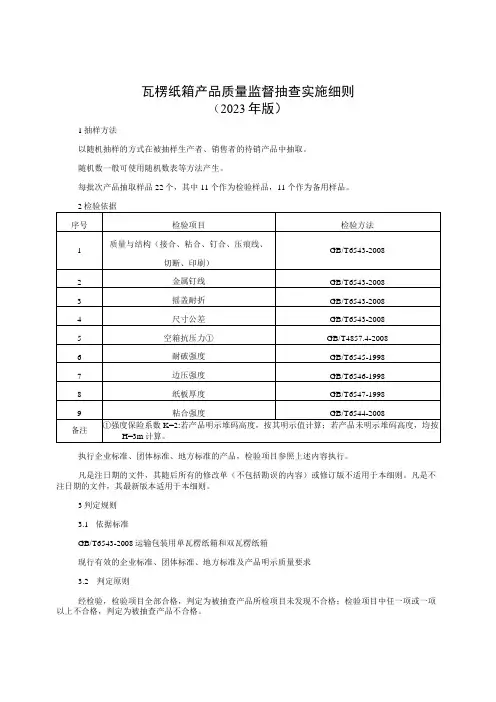
1抽样方法
以随机抽样的方式在被抽样生产者、销售者的待销产品中抽取。
随机数一般可使用随机数表等方法产生。
每批次产品抽取样品22个,其中11个作为检验样品,11个作为备用样品。
执行企业标准、团体标准、地方标准的产品,检验项目参照上述内容执行。
凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注日期的文件,其最新版本适用于本细则。
3判定规则
3.1依据标准
GB/T6543-2008运输包装用单瓦楞纸箱和双瓦楞纸箱
现行有效的企业标准、团体标准、地方标准及产品明示质量要求
3.2判定原则
经检验,检验项目全部合格,判定为被抽查产品所检项目未发现不合格;检验项目中任一项或一项以上不合格,判定为被抽查产品不合格。
若被检产品明示的质量要求高于本细则中检验项目依据的标准要求时,应按被检产品明示的质量要求判定。
若被检产品明示的质量要求低于本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求低于或包含本细则中检验项目依据的推荐性标准要求时,应以被检产品明示的质量要求判定。
若被检产品明示的质量要求缺少本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求缺少本细则中检验项目依据的推荐性标准要求时,该项目不参与判定。
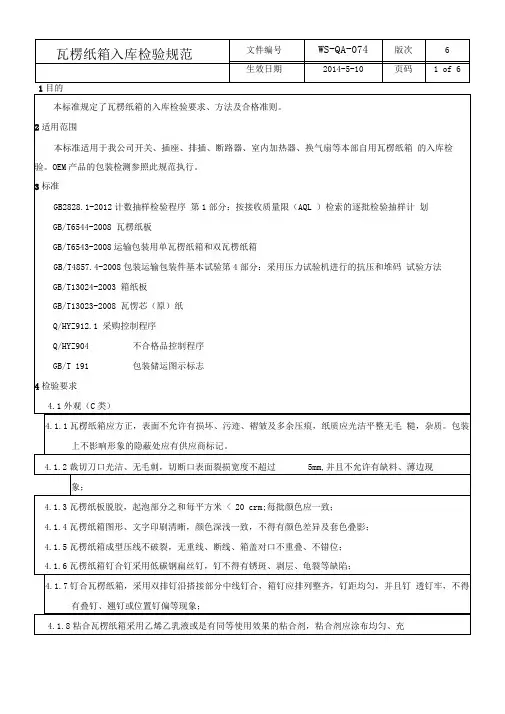
1目的4.2尺寸、规格(B 类要求)421瓦楞纸箱的尺寸规格、图形文字均应符合设计图纸和封样件要求,双瓦楞纸箱尺寸偏差为出mm,单瓦楞纸箱尺寸偏差为 出mm 。
单瓦楞纸板厚度应符合表 2的要求,双瓦楞纸板 的厚度应高于表2要求的相应楞高的下限之和。
4.2.2双瓦楞纸箱接头钉合搭接舌边宽度35-50mm,金属钉距< 70mm 头尾钉距底面压痕线< 20mm 纸箱粘合搭接舌边宽度> 30mm4.2.3双瓦楞纸箱压痕线宽<1mm,单瓦楞纸箱压痕线宽 Wmm 。
4.3材料性能(B 类要求)4.3.1瓦楞纸板物理性能:边压强度及交货水分应能符合表 1要求。
瓦楞纸板的任何一层的粘 合强度不低于400N/m4.3.2瓦楞纸箱摇盖经开合180°往复6次,箱面层和里层都不得有任何裂缝。
、 4.3.3双瓦楞纸箱的空箱承压强度,应能承载瓦楞纸箱纸箱上堆码200kg 重物后放置5min ,纸箱不应塌软并严重变形(注明:排插等无内盒包装的产品所用纸箱应能承载350kg 重物并放置5min ),如果纸箱太小不能承受 200kg 空箱承压强度测试,纸箱上堆码重物为: 纸箱的(长L (mm ) +宽W (mm ))X0.25 (单位kg )持续2min 而不塌软并且无严重变形表1瓦楞纸箱入库检验规范分,但不得溢出接缝。
2 of« 2注:样本应从不同的部位抽取具有代表性的产品6.2 4.3.1的材料性能参考供应商出货检验报告,粘合强度用手撕分层的方法进行初步检 测。
6.3 4.3.1的交货水分试验按表3的抽样方案抽样,试验结果平均值低于表 1的规定值的10%则判为整批B 类不合格。
6.4瓦楞纸箱摇盖摇盖检验项目用经过4.1和4.2条款所列项目检验合格的试样样品进行试验。
如果有一只不合格则整批判为 B 类不合格。
6.5瓦楞纸箱空箱抗压强度试验抽样及判定如下:a. 每次任取三只进行试验,一只不合格则判整批B 类不合格;b. 在供货质量稳定时,本试验可以每隔三批次供货做一次;c. 当发生一次因本试验判定产品不合格时,必须连续五批次进行试验瓦楞纸箱入库检验规范文件编号WS-QA-074版次6生效日期2014-5-10页码 5 of 6 序号 检验项目技术要 求试验方 法 入库检验型式检 验不合格 类别 检验水平AQL1 外观 3.1 4.3 V V C 表3 表3 2尺寸、规格3.24.4VVB表3表3瓦楞纸箱入库检验规范文件编号 WS-QA-074版次 6 生效日期2014-5-10页码4 of 6批号------- - --A L -2812012(64J1019第一氏<J5C "g 救 上样数5(丨①18(⑸1型却〉501-1 k000) (\1 201 — 32CKJ>]ft 0C07.1瓦楞纸箱的检验按本规范要求的检验项目和方法实行检验。
瓦楞纸箱检验规范页次:1 / 5
瓦楞纸箱检验规范页次:2 / 5
瓦楞纸箱检验规范页次:3 / 5
附表1
瓦楞纸箱检验规范页次:4 / 5
注:纸箱的综合尺寸,是指其内尺寸长、宽、高之和。
其中1类箱主要用于出口及贵重物品的运输包装;
2类箱主要用于内销产品的运输包装;
3类箱主要用于短途、低廉商品的运输包装。
附表2
其他相关试验及说明
瓦楞纸箱检验规范页次:5 / 5
1.已制成的瓦楞纸箱,根据纸箱种类及需要,应进行纸板性能试验,如有需要可进行纸箱强度试验。
2.测纸箱内尺寸时,把纸箱撑开成型、相邻而夹角成90°,量取搭接舌边以外的,构成长宽两面间的距离(内尺寸)为箱长(L)、箱宽(B),量取构成箱高的底、盖间的内距离为箱高(H)。
3.瓦楞纸箱空箱承压强度按GB 4857.4-84《运输包装件基本试验压力试验方法》的规定进行平面压力试验。
试样制备时,用胶粘带、金属钉或粘合剂封合,并将采用的方法写在试验报告内,试样数量应不少于3只。
(由供应商提供测试报告)
4.瓦楞纸箱耐冲击强度按GB 4857.5 -84《运输包装件基本试验垂直冲击跌落试验方法》的规定进行试验。
跌落高度及顺序按GB4857.5-84附录A或供需双方商定。
试样数量应不少于3只。
5.瓦楞纸箱抗转载强度按GB4857.8-85《运输包装件基本试验六角滚筒试验方法》的规定进行试验,试验强度指标按GB4857.8-85附录A或由供需双方根据货物流通情况商定。
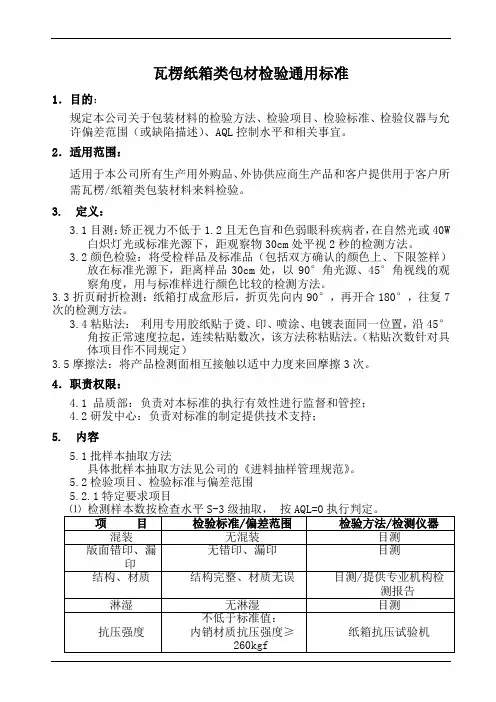
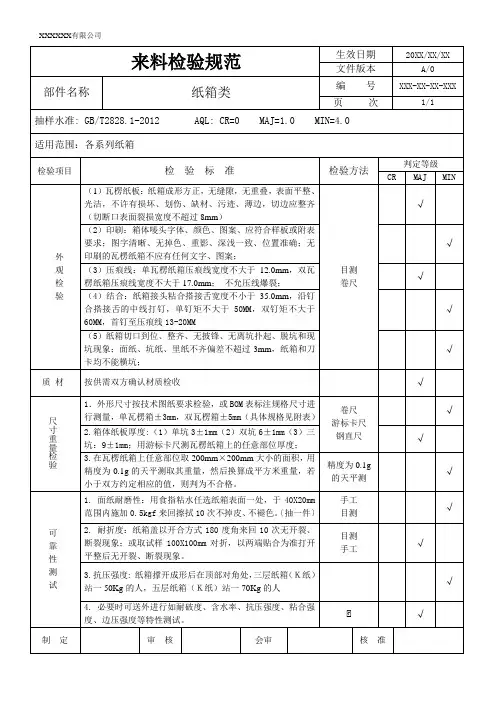
瓦楞纸箱类包材检验通用标准1.目的:规定本公司关于包装材料的检验方法、检验项目、检验标准、检验仪器与允许偏差范围(或缺陷描述)、AQL控制水平和相关事宜。
2.适用范围:适用于本公司所有生产用外购品、外协供应商生产品和客户提供用于客户所需瓦楞/纸箱类包装材料来料检验。
3. 定义:3.1目测:矫正视力不低于1.2且无色盲和色弱眼科疾病者,在自然光或40W白炽灯光或标准光源下,距观察物30cm处平视2秒的检测方法。
3.2颜色检验:将受检样品及标准品(包括双方确认的颜色上、下限签样)放在标准光源下,距离样品30cm处,以90°角光源、45°角视线的观察角度,用与标准样进行颜色比较的检测方法。
3.3折页耐折检测:纸箱打成盒形后,折页先向内90°,再开合180°,往复7次的检测方法。
3.4粘贴法:利用专用胶纸贴于烫、印、喷涂、电镀表面同一位置,沿45°角按正常速度拉起,连续粘贴数次,该方法称粘贴法。
(粘贴次数针对具体项目作不同规定)3.5摩擦法:将产品检测面相互接触以适中力度来回摩擦3次。
4.职责权限:4.1 品质部:负责对本标准的执行有效性进行监督和管控;4.2研发中心:负责对标准的制定提供技术支持;5. 内容5.1批样本抽取方法具体批样本抽取方法见公司的《进料抽样管理规范》。
5.2检验项目、检验标准与偏差范围5.2.1特定要求项目5.3一般检验项目5.3.1检测样本数按检查水平Ⅱ级抽取,按AQL=10执行判定。
5.4.1检测样本数按检查水平S-3级抽取,按AQL=4.0执行判定5.5.1供方应积极向我司采购、品质部索要相关质检标准。
对于未经我司品质部送样验证和未得到我司确认质检标准而开始正式生产造成的一切损失,供方负完全责任。
5.5.2本标准属于通用标准类,其具体条款、具体数值为一般情况适用,针对特殊产品,由品管部在产品质检标准中明确。
5.5.3对于来货时材质与我方确认签样不符而造成的一切损失,供方负完全责任。
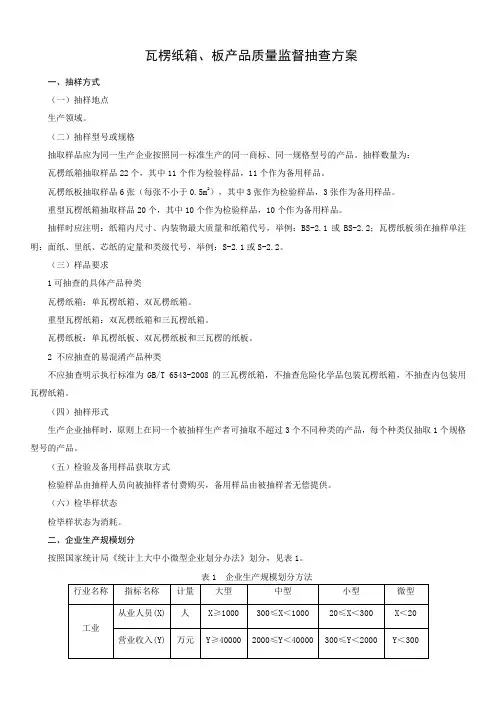
瓦楞纸箱、板产品质量监督抽查方案一、抽样方式(一)抽样地点生产领域。
(二)抽样型号或规格抽取样品应为同一生产企业按照同一标准生产的同一商标、同一规格型号的产品。
抽样数量为:瓦楞纸箱抽取样品22个,其中11个作为检验样品,11个作为备用样品。
瓦楞纸板抽取样品6张(每张不小于0.5m2),其中3张作为检验样品,3张作为备用样品。
重型瓦楞纸箱抽取样品20个,其中10个作为检验样品,10个作为备用样品。
抽样时应注明:纸箱内尺寸、内装物最大质量和纸箱代号,举例:BS-2.1或BS-2.2;瓦楞纸板须在抽样单注明:面纸、里纸、芯纸的定量和类级代号,举例:S-2.1或S-2.2。
(三)样品要求1可抽查的具体产品种类瓦楞纸箱:单瓦楞纸箱、双瓦楞纸箱。
重型瓦楞纸箱:双瓦楞纸箱和三瓦楞纸箱。
瓦楞纸板:单瓦楞纸板、双瓦楞纸板和三瓦楞的纸板。
2 不应抽查的易混淆产品种类不应抽查明示执行标准为GB/T 6543-2008的三瓦楞纸箱,不抽查危险化学品包装瓦楞纸箱,不抽查内包装用瓦楞纸箱。
(四)抽样形式生产企业抽样时,原则上在同一个被抽样生产者可抽取不超过3个不同种类的产品,每个种类仅抽取1个规格型号的产品。
(五)检验及备用样品获取方式检验样品由抽样人员向被抽样者付费购买,备用样品由被抽样者无偿提供。
(六)检毕样状态检毕样状态为消耗。
二、企业生产规模划分按照国家统计局《统计上大中小微型企业划分办法》划分,见表1。
表1 企业生产规模划分方法注:大型、中型和小型企业须同时满足所列指标的下限,否则下划一档;微型企业只须满足所列指标中的一项即可。
三、产品管理情况瓦楞纸箱产品未实施生产许可证、强制性认证等市场准入管理。
四、抽查产品的标准体系状况(一)产品标准瓦楞纸箱产品涉及的产品标准GB/T 6543-2008、GB/T 6544-2008、GB/T 16717-2013均为现行有效标准。
1 产品标准变更情况无2相关方法标准变更情况无(二)其他注意事项无五、抽查产品范围及批次表2 抽样工作要求六、样品处置应采取有效的防拆封措施,对检验样品和备用样品分别封样,并由抽样人员和受检单位代表签字确认。
4.3.2 耐破强度、边压强度、空箱抗压强度有一种样品不合格, 则该批不合格。
4.3.3 供需双方对产品质量有争议时, 由第三方质量监督检查机构进行仲裁检查。
表3 抽样与合格鉴定方案批量第一次第二次抽样数接受数A C拒收数R e抽样数接受数A C拒收数R e<150 8 1 2 5(10) 1 2151~280 13 2 3 8(16) 3 4281~500 20 3 4 13(26) 4 5501~1 200 32 5 6 20(40) 6 71 201~3 200 50 7 8 32(64) 9 103 201~10 000 80 10 11 50(100) 12 13>10 000 125 14 15 80(160) 18 195.0 内容5.1 术语和定义5.1.1 双瓦楞纸板(五层瓦楞纸板): 由三层纸或纸板和两层瓦楞纸粘合而成瓦楞纸板。
双瓦楞纸板构造见下图(A)。
5.1.2 三瓦楞纸板(七层瓦楞纸板): 由四层纸或纸板和三层瓦楞纸粘合而成瓦楞纸板。
三瓦楞纸板构造见下图(B)。
图A图B5.1.3 水分: 材料中水含量, 按照规定将试样干燥至恒重时, 减少重量对原试样重量之比,用百分率表达。
5.1.4 耐破强度: 纸或纸板在单位面积上所能承受均匀地增大最大压力, 单位kPa或kgf/cm2或lb/in2。
5.1.5 边压强度:单位长度瓦楞纸板, 坑纹方向被压坏受到压力, 单位N/m。
5.1.6 抗压强度:卡通箱空箱立体放置时, 对其两面均速施压, 箱体所能承受最高压力, 以N 表达。
5.2 检查项目及规定5.2.1 材料A.制造卡通箱所使用瓦楞纸板材质及各项技术指标应符合表1规定, 成箱后取样进行检测瓦楞纸板强度指标(耐破强度、边压强度)应不低于表1规定最低值。
B.钉合卡通箱应采用宽度1.5mm以上经防锈解决金属钉线,钉线不应有锈斑、剥层、龟裂或其她使用上缺陷。
C.粘合卡通箱应使用有足够接合强度淀粉粘合剂或其她具备同等效果粘合剂。
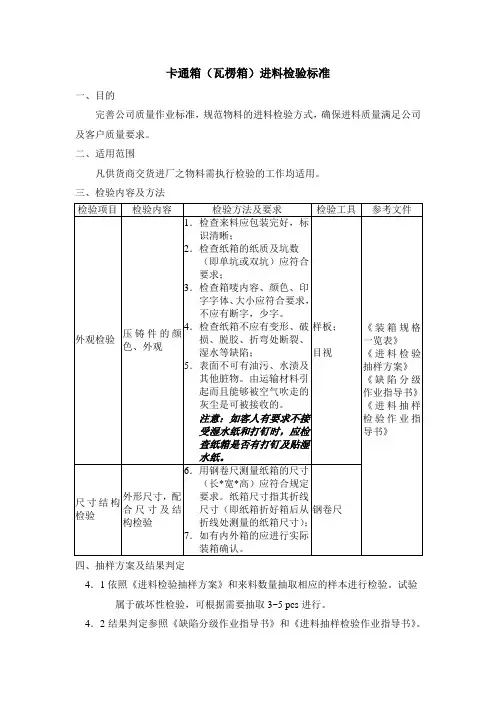
目的:规范瓦楞纸箱的检查方法和操作,保证检验结果的准确性。
范围:瓦楞纸箱。
责任:质检员。
程序:
1材质:取内垫板面积100cm2称定其重量,按下公式计算:m/100×10((式中m为称量供试品重量g)
2规格尺寸(mm)
取纸箱2个检查,用分度为1mm的卷尺测量其长、宽、高度,计算综合尺寸,应符合标准规定。
3外观
3.1取纸箱2个,置光线明亮处目检及与标准样板对照比较。
3.2用分度为1mm的卷尺测量文字、图案套印的位置偏差。
4耐破程度
取纸箱10个,将纸箱摇盖径开180度,往复摇摆5次以上,面层和里层应符合标准规定。
5耐压程度
取纸箱5个,折叠成形后,在纸箱的两对角线上放置约50㎏的物体,应符合标准规定。
瓦楞纸箱的检测方法一、抽样前的要求:厂家三证及厂家出厂的检测报告(一般:三证要求提供一次就可以了,但要确保在有效期内;出厂报告:要求每批都要提供)二、抽样时的感官检测1、卫生状况:要求纸箱的表面不得有影响食品卫生的污迹;同时确保纸箱不得受潮(尤其是下雨天,不得使纸箱在露天情况下进行卸货,同时要确保卸货时有严密的防护措施)2、抽样:抽样不少于5件;(采用随机抽样法与判断抽样方法相结合,即检验员对重点怀疑的部分物资进行抽检,检测它的质量状况;一般车箱装的纸箱中层容易有问题,对发现这样作假的客户要求严格处理)3、外形:箱体方正,无错位现象,表面不允许有明显的损坏和污迹,切边不毛燥(主要是检测对边开的纸箱的箱盖对合后,错位距离不得超过3mm,这样防止纸箱封口不严现象发生,验收时拒收)。
3、摇盖:瓦楞纸箱摇盖经开、合180往复5次以上,无裂缝。
(一般纸箱的水分过低,特别是北方的冬天纸箱,这项指标经常不合格,一经摇盖就会出现裂缝现象,所以纸箱在装货时就会出现散包现象;一般处理是将纸箱在冻库中存放2小时后使用,所以检验时一般是拒收,或者折扣大于2%接收)4、杂质:表面无明显污迹和肉眼可见杂质。
(该项目主要是检测,纸箱的内部不得有大量的灰尘以及外来影响食品卫生的杂质,以及腹膜的纸箱腹膜层中不得有外来的异物、气泡等)三、抽样后的检测1、规格:根据纸箱规格量取,允许尺寸偏差:±5(该项目主要检测的是纸箱的规格大小,防止客户偷工减料,特别是纸箱过小纸箱,标准净含量放不下相应的产品;过大造成纸箱空隙过大,无法达到承压的效果)2、印刷质量:与封样核对,必须文字不得有误,图案、文字、色调符合要求。
若没有封样,由采购部门送一版到策划科、技术部,由策划科、技术部校对商标制作是否符合其原始创作意图,譬如文字、图案、规格大小、色调是否与要求一致,不论是否符合公司创意,都得由策划科、技术部签字。
不合格则作为退货依据,合格则作为下次来样检验依据,签字要存档。
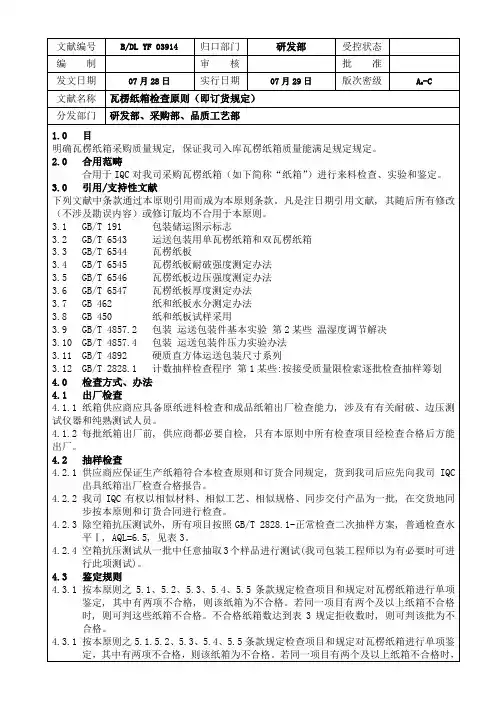
瓦楞纸箱验收标准1.目的明确瓦楞纸采购质量要求,对公司购进的所有瓦楞纸箱进行检验、验证,确保入库瓦楞纸箱的质量满足规定要求,以保证产品质量。
2.适用范围本标准规定了公司所有产品采用的纸箱的规格尺寸、材质要求、质量要求、不同纸箱的抗压强度要求及检验不合格品的处置,适用于公司采购的所有瓦楞纸箱(以下简称“纸箱”)的来料检验、试验和判定。
3.规范性引用文件GB/T 6543 《运输包装用单瓦楞纸箱和双瓦楞纸箱》GB/T 4857.4 《包装运输包装件基本试验》GB/T 6544 《瓦楞纸板》GB/T 6545 《瓦楞纸板耐破强度测定法》GB/T 6546 《瓦楞纸板边压强度测定法》GB/T 462 《纸纸板纸浆分析试样水分的测定》GB/T 4857.4 《包装运输包装件基本试验》4.质量要求4.1证件要求资质证明、官方检验报告、随批检验报告。
4.2质量技术指标4.3瓦楞纸箱规格尺寸验收标准备注:抗压的计算:P=W*(N-1)*KP 抗压值公斤 80*9.8=784N/个W 每件货物重量(如100ML小样:0.1*28*1.04=2.91Kg/件)N 堆码高度19层K 货物贮存时间(天数)≤30 K=1.6货物贮存时间(天数)30-100 K=1.65货物贮存时间(天数)≥100 K =24.4缺陷类别5.抽样要求5.1一般情况下,以相同材料、相同工艺、相同规格、同时交付的产品为一批。
除空箱试压外,所有项目按照GB 2828.1-2003正常检查二次抽样方案,一般检查水平I,AQL=6.5,如下表:5.2空箱抗压试验从样本里面任意抽取5个样品进行试验。
6.不合格处置6.1缺陷判断,符合重缺陷指标拒收。
6.2轻缺陷按GB 2828.1-2003正常检查二次抽样方案判断。
6.3验收或在使用中发现有以下情况时要求厂家一对十调换:瓦楞纸箱外覆的薄膜里有可视性有碍食品卫生及食品安全的异物;发现不同类型纸箱钉在一起;同种类型纸箱订反或订错;轻缺陷纸箱一对一和供应商进行调换。
1.适用范围本规范适用于本公司系列产品包装所用的各类瓦楞纸箱,作为其入库前检验之依据。
2.引用标准GB/T2828.1-2012按接收质量限(AQ1)检索的逐批检验抽样计划GB6543-86《瓦楞纸箱》GB/T6544-1999《瓦楞纸板》GB4857.4-84《运输包装件基本试验压力试验方法》GB4857.5-84《运输包装件基本试验垂直冲击跌落试验方法》GB4857.8-85《运输包装件基本试验六角滚筒试验方法》4.1外观检验方法:目测法判定要点:(1)面应平整、清洁、不允许有缺材、薄边、切边整齐,粘合牢固。
其脱胶部分之和每平方米不大于20cm2,,(2)箱钉合接缝应钉牢、钉透、不得有翘钉、断钉、锈钉等缺陷。
钉距标准符合技术条件规定,单钉距V55mm,双钉距V75mm,间距均匀误差为:箱高>50Omm时,不超过20mm。
箱高V500mm时,不超过IOmm。
(3)纸箱支撑成型的摇盖先向里折,再往复折五次270°里面纸不得断裂。
(4)箱体应方正,当纸箱内尺寸之和V1Ooomm时,两对角线之差<5mm。
当IOoommV内尺寸之和<20OOmm时,两对角线之差V8mm。
(5)摇盖密合后,上摇盖间隙不超过3mm,下摇盖不超过4mm,摇盖不许重叠,错位不得露出底部4.2 包装检验方法:目测法判定要点:带封箱钉棱边应朝外,方向统一包扎,应牢固整齐。
包扎用的塑料绳与纸箱四测接触应加衬垫,避免出现压痕。
4.3 规格型号检验方法:目测法判定要点:和认定的规格型号一致(ROHS相关物料信息与认定信息或清单对应一致)。
4.4 尺寸检验方法:游标卡尺、卷尺判定要点:(1)结构尺寸应符合设计图纸要求:详见附件1(2)4.5 印刷质量检验方法:目测法判定要点:(1)印刷版面按设计要求,不得有漏印、位置错等缺陷。
(2)印刷色应均匀,套色准确误差不超过Imm。
水平偏斜不超过3mm,字体图案应清晰、端正。
具体规格依设计图纸之要求。
瓦楞纸箱验收标准1.检验人员:由进料检验员进行检验;2.检验地点:进料待检区和进料检验室;3.检验时机:供应部开出送检单的24小时内;4.抽样方法:按《进料检验员质量控制规范》进行抽样。
5.检验项目:①形位尺寸②外观及表面质量③核对唛头、线条图④含水率6.检验方法:①用卷尺:测量纸箱的形位尺寸②用肉眼观察:外观及表面质量③用木材含水率测定仪:测定纸板的含水率7.验收标准①目视检查,纸箱表面清洁,不允许有缺材、露楞、脏污、非要求的折皱、戳伤、破洞、透胶等,刀口无明显毛刺,不得有粘合不良(涂布不均、粘合不牢、溢胶)、钉合不良(接缝未钉牢、钉透、叠钉、翘钉、不转角)或不规则(不整齐、不均匀)的缺陷。
钉线表面必须经防锈处理,不得有锈斑、剥层、龟裂等缺陷。
②目视检查,天地盖纸箱槽口方向正确,便于钉合。
③目视检查,压痕线折线居中,不得有破裂或断线或多余的压痕线。
天地盖纸箱搭舌钉钉区域必须拍压,防止钉透。
④根据工艺图纸或客户样品要求使用正确的箱型、开合方式及无钉粘合或钉合。
⑤箱面印刷唛头、线条图等清晰正确,深浅一致,尺寸比例协调,线条图及颜色与相应批次产品实物一致,位置准确。
不得有漏印、缺墨、飞墨、双影、歪斜。
条形码尺寸符合标准要求,容易识别扫描。
⑥摇盖应牢固,先合后开180°往复5次试验,面层不得有裂缝,里层裂缝长总和≤70mm。
⑦纸箱内尺寸,或展开尺寸,或外尺寸(可根据箱型相互换算)符合合同、流转单或工艺图纸或客户样品要求。
尺寸公差:单瓦楞纸箱±5mm,双瓦楞纸箱±7mm。
三瓦楞纸箱±10mm。
无尺寸要求,但需要与内容物配作的纸箱,必须按正确的内容物件数或数量或外箱标识的内容物个数进行适配。
⑧含水率≤11℅。
手感干燥、刚硬,无松软、潮湿。
⑨有争议或客户需要,空箱抗压强度及相关指标可以委外测试。
8.检验记录:检验结果记录在进料检验记录上.判定合格的直接入库,判定不合格的通知供应部退货处理,供应商提供《纠正预防措施报告》,重新送货再报检验员检验合格的方可入库.。
白酒厂原材料瓦楞纸箱验收规程
一、质量指标
1、瓦楞纸箱必须符合本企业瓦楞纸箱产品图要求,同时符合GB6543瓦楞纸箱标准的有关要求。
2、纸箱标签图案、文字清晰、内容齐全、文字、数字、尺寸、色彩等符合产品图要求。
3、箱体及盖无破损、无裂纹。
二、检验要求
按质量指标要求,根据工厂生产的实际需要,原材料进厂检验只作如下项目:
1、标签内容是否齐全、是否有错印、字体是否清晰、印刷色彩是否美观;
2、标签内容是否齐全、是否有错印、字体是否清晰、印刷色彩是否美观;。