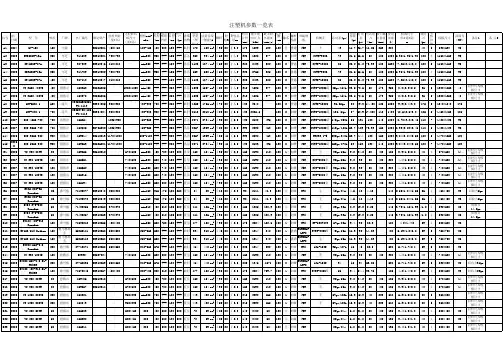
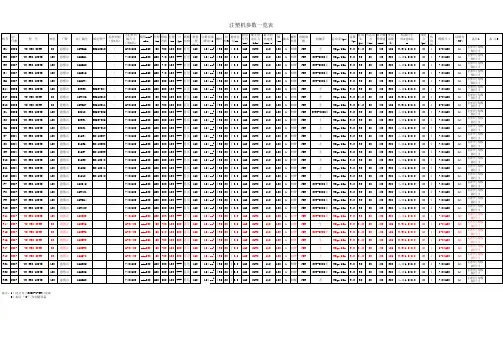
注塑机吨位基本参数
- 格式:xls
- 大小:22.50 KB
- 文档页数:1
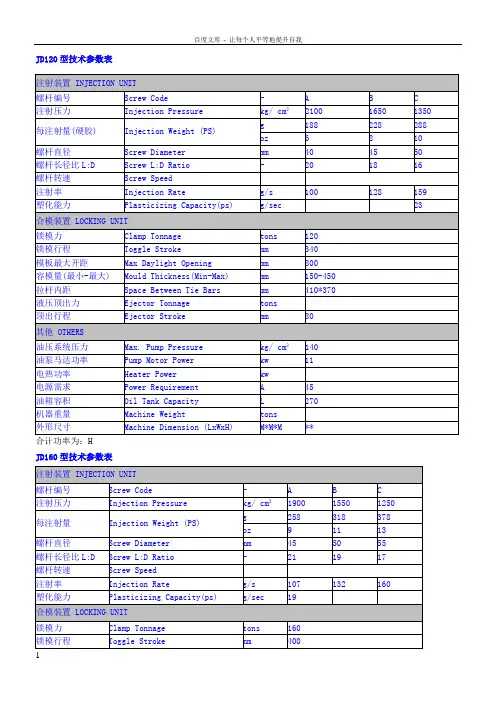
JD120型技术参数表
JD160型技术参数表
1
合计功率为:26Kw/H JD90型技术参数表
2
合计功率为:H
HDX 78 T技术参数SPECIFICATION
合计功率为:H
海天牌注塑机技术参数:
3
海天HTF86/TJ注塑机总功率为: Kw/H(86吨)
海天HTF120J/TJ注塑机总功率为: Kw/H(120吨)
4
海天HTF200J/TJ注塑机总功率为: Kw/H(200吨)
5
海天HTF250J/TJ注塑机总功率为: Kw/H(250吨)
注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
如果采用伺服电机会更省电,一般注塑机都是步进电机。
通过以上机器参数可以得出,80吨新注塑机一天的253度电(以最大功率机器计算),120吨新注塑机一天的约338度电(以最大功率机器计算),160吨新注塑机一天的约424度电(以最大功率机器计算)。
6。
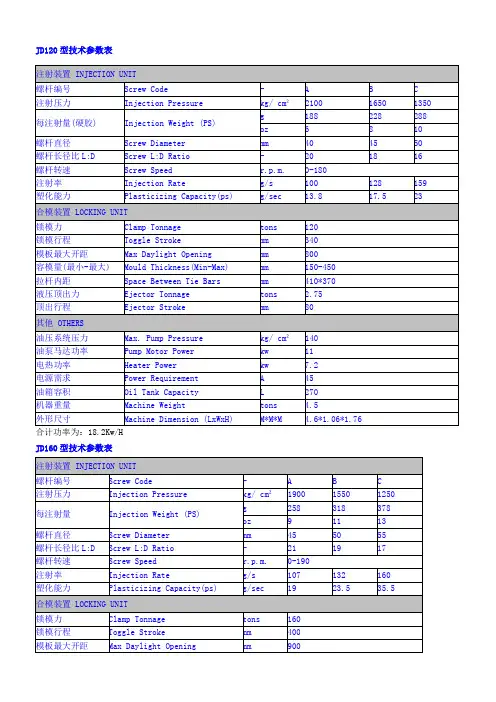
JD120型技术参数表
合计功率为:18.2Kw/H JD160型技术参数表
合计功率为:26Kw/H JD90型技术参数表
合计功率为:15.5Kw/H 海天牌注塑机技术参数:
海天HTF86/TJ注塑机总功率为:13.7 Kw/H(86吨)
海天HTF160J/TJ注塑机总功率为:24.75 Kw/H(160吨)
海天HTF200J/TJ注塑机总功率为:32.75 Kw/H(200吨)
海天HTF250J/TJ注塑机总功率为:38.65 Kw/H(250吨)
注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
如果采用伺服电机会更省电,一般注塑机都是步进电机。
通过以上机器参数可以得出,80吨新注塑机一天的253度电(以最大功率机器计算),120吨新注塑机一天的约338度电(以最大功率机器计算),160吨新注塑机一天的约424度电(以最大功率机器计算)。
如何选择注塑机的吨位 Revised as of 23 November 2020如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)2 * π * 螺杆的最大后退距离 * * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -- 150克200T -- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 元/M、 80T 元/M、 100T 元/M、 120T 元/M、 150T 元/M、200T 元/M、250T 元/M、 350T 元/M、 400-500T 元/M海天/80T ¥海天/110T ¥海天/150T ¥海天/200T ¥海天/250T ¥大概就这样海天注塑机的吨位与克数是怎么来计算的5 [标签:,,] 2009-02-15 16:29精华答案好评率:80%通过对塑件产品所用的材料,通过密度,体积算出重量选择时.只要塑件的重量是机最大射出量的60%就没有问题了1、如果塑件比较简单那就达到80%左右都没有问题注塑机的合模吨位和最大射出量是正比的这个方法比较简单当然计算吨位也好2、吨位就是锁模力=(产品+)x内平均压力一般注塑的压力不过30~90mpa而已了,乘以产品投影面积+流道面积,就可以得出最小锁模力了,然后根据锁模力和,就可以定型号了。
如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1.5注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -- 150克200T -- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M海天/80T ¥0.48海天/110T ¥0.57海天/150T ¥0.62海天/200T ¥0.75海天/250T ¥0.89大概就这样海天注塑机的吨位与克数是怎么来计算的5 [ 标签:海天注塑机, 吨位, 克数] い範ゎ 2009-02-15 16:29精华答案好评率:80%通过对塑件产品所用的材料,通过密度,体积算出重量选择注塑机时.只要塑件的重量是注塑机最大射出量的60%就没有问题了1、如果塑件比较简单那就达到80%左右都没有问题注塑机的合模吨位和最大射出量是正比的这个方法比较简单当然计算吨位也好2、吨位就是锁模力=投影面积(产品+流道)x模具内平均压力一般注塑的压力不过30~90mpa而已了,乘以产品投影面积+流道面积,就可以得出最小锁模力了,然后根据锁模力和注射量,就可以定型号了。
克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度
与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:
60T—100克
100T -- 150克
200T -- 500克
300T -- 800克
500T -- 2000克
700T -- 3200克
射出量
oz是符号ounce的缩写,中文称为“盎司”(香港译为安士)是英制计量单位,作为重量单位时也称为英两。
重量单位1oz=28.35g(克)
常衡盎司:重量单位。
整体缩写为oz.av。
1盎司=28.350克
1盎司=16打兰(dram)
16盎司=1磅(pound)
1、用料:根据射出量与射出速度,能换算出申户每月用料情况
2、加工费:目前快速机60—100T的,每天加工费在1800—2000仟。
100吨以
上的2500仟一天。
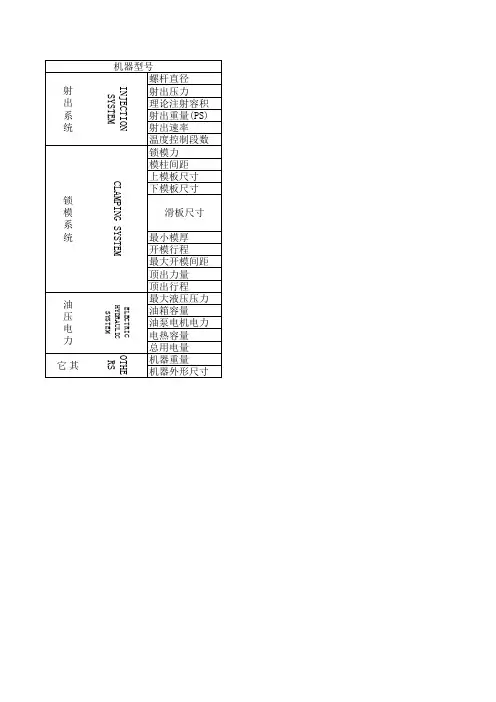
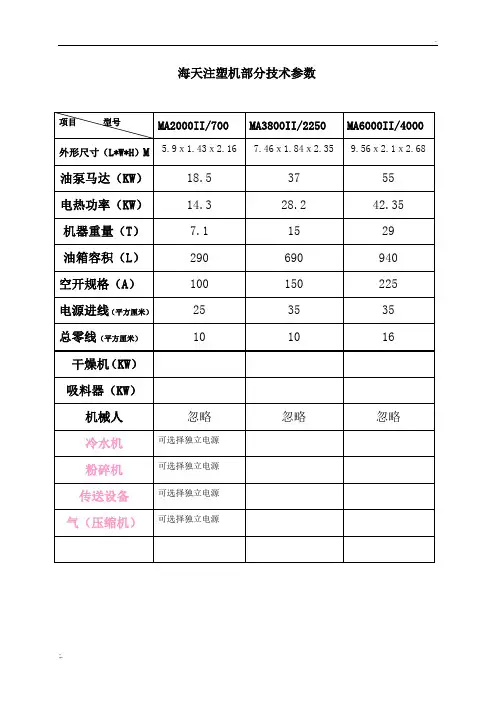
注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
各规格注塑机技术参数JD12018.2KW/H26KW/HJD9017.5KW/HHDX 78 T 技术参数SPECIFICATION 规格项⽬(Description) HDX78T(U nit)螺杆直径(Screw Diameter) mm 34 36 40 螺杆长径⽐(Screw L/D Ratio) L/D 21.2 20 18 最⼤理论射胶容积(Max.Theoretical Injection Cap acity) cm 110 125 154 最⼤注射量(Shot Weigh PS) g 100 114 140 最⼤射胶压⼒(Max.Injection Pressure) MPa 180 160 130 螺杆转速(Screw Speed Range) r.p .m 10-230最⼤锁模⼒(Max.Clamping Force) ton 78最⼤开模⾏程(Max.Opening Stroke) mm 300哥林柱内距(Space Between The Bars “Vx H”)mm 330X 330容模量(Min-Max Mould Thickness) mm 150-300顶针推⼒/⾏程(Ejector Force/Stroke ) Kn/mm 25 / 80油泵最⼤压⼒(Pump P.Max) MPa 16油泵电动机功率(Pump Motor Power) kw 9电加热功率(Heating Capacity) KW 6.5外形尺⼨(Machine Size “Lx WX H” ) m 3.9 X 1.1 X 1.9重量(Machine Weight) ton 2.5莫具定位圈直径(Mold Location Recess Diameters ) mm 100喷嘴圆球半径(Nozzle Radius ) mm SR10合计功率为:15.5KW/H海天牌注塑机技术参数:注射装杆直径INJECTION UNITScrew Diameter A mm B 34 36 C :40 螺杆长径⽐Screw L/D Ratio L/D 21.2 20 18 理论容量Shot Size(Theoretical) cm 131 147 181 注射重量Injection Weight( PS) g 119 134 165 注射压⼒Injectio n Pressure Mpa 206 183 149 螺杆转速Screw Sp eed rpm 0 ?205合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 860移模⾏程Toggle Stroke mm 310拉杆内距Space Betwee n Tie Bars mm 360x360最⼤模厚Max.Mold Height mm 360最⼩模厚Mi n. Mold Height mm 150顶出⾏程Ejector Stroke mm 100顶出⼒Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS最⼤油泵压⼒Max. Pump Pressure MPa 17.5 油泵马达Pump Motor Po wer kw 7.5电热功率Heater Po wer kw 6.2外形尺⼨Machi ne Dime nsio n(LxWxH) m 4.5x1.25x1.9 重量Machi ne Weight t 3.45 料⽃容积Hopper Cap acity kg 25油箱容积Oil Tank Cap acity L 230海天HTF86/TJ注塑机总功率为:13.7 Kw/H (86吨)注射装置T径INJECTION UNSCrew Diameter A mm B36 40 C 45 螺杆长径⽐Screw L/D Ratio L/D 23.3 20 18.7 理论容量Shot Size(Theoretical) 3 cm 173 214 270 注射重量Injection Weight (PS) g 157 195 246 注射压⼒Injectio n Pressure Mpa 197 160 126 螺杆转速Screw Sp eed rpm 0 ?195合模装置CLA IMPING UNIT合模⼒Clamp Tonn age KN 1200移模⾏程Toggle Stroke mm 350拉杆内距Space Betwee n Tie Bars mm 410x410最⼤模厚Max.Mold Height mm 430最⼩模厚Mi n. Mold Height mm 150顶出⾏程Ejector Stroke mm 120顶出⼒Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS最⼤油泵压⼒Max.Pump P ressure MPa 16 油泵马达Pump Motor Po wer kw 11电热功率Heater Po wer kw 9.75外形尺⼨Machi ne Dime nsio n(LxWxH) m 4.92x1.33x1.95 重量Machi ne Weight t 4.56 料⽃容积Hopper Cap acity kg 25油箱容积Oil Tank Cap acity L 240海天HTF120J/TJ注塑机总功率为:20.75 Kw/H (120吨)注射装置直径INJECTION UNIScrew Diameter A mm B 40 45 C 48 螺杆长径⽐Screw L/D Ratio L/D 22.5 20 18.8 理论容量Shot Size(Theoretical) 3 cm 253 320 364 注射重量Injection Weight( PS) g 230 291 331 注射压⼒Injectio n Pressure Mpa 202 159 140 螺杆转速Screw Sp eed rpm 0 ?175合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 1600移模⾏程Toggle Stroke mm 420拉杆内距Space Betwee n Tie Bars mm 455x455最⼤模厚Max.Mold Height mm 500最⼩模厚Mi n. Mold Height mm 180顶出⾏程Ejector Stroke mm 140顶出⼒Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS最⼤油泵压⼒Max. Pump P ressure MPa 17.5 油泵马达Pump Motor Po wer kw 15电热功率Heater Po wer kw 9.75外形尺⼨Machi ne Dime nsio n(LxWxH) m 5.4x1.45x2.05 重量Machi ne Weight t 5.2 料⽃容积Hopper Cap acity kg 25油箱容积Oil Tank Cap acity L 320海天HTF160J/TJ注塑机总功率为:24.75 Kw/H (160吨)注射螺杆直径INJECTION UNITScrew Diameter A mm E 1 45 50 C 55 螺杆长径⽐Screw L/D Ratio L/D 22.2 20 18.2 理论容量Shot Size(Theoretical) cm 334 412 499 注射重量Injection Weight( PS) g 304 375 454 注射压⼒Injectio n Pressure Mpa 210 170 141 螺杆转速Screw Sp eed rpm 0 ?165合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 2000移模⾏程Toggle Stroke mm 470拉杆内距Space Betwee n Tie Bars mm 510x510最⼤模厚Max.Mold Height mm1510 最⼩模厚Mi n. Mold Height mm 1200顶出⾏程Ejector Stroke mm 130顶出⼒Ejector Tonn age KN 62 顶出杆根数Ejector Number P iece 9 其它OTHERS最⼤油泵压⼒Max .Pump Pressure MPa 17.5油泵马达Pump Motor Po wer kw 18.5电热功率Heater Po wer kw 14.25外形尺⼨Machi ne Dime nsio n(LxWxH) m 5.3x1.6x2.1 重量Machi ne Weight t 6.8 料⽃容积Hopper Cap acity kg 50油箱容积Oil Tank Cap acity L 390海天HTF200J/TJ注塑机总功率为:32.75 Kw/H (200吨)注射装置直径螺杆长径⽐INJECTION UNITScrew DiameterScrew L/D RatioA mmL/DB 50 55C 6022 20 18.3理论容量Shot Size(Theoretical) cm3442 535 636 注射重量Injection Weight( PS) g 402 487 579 注射压⼒Injectio n Pressure Mpa 205 169 142 螺杆转速Screw Sp eed rpm 0 ? 180合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 2500移模⾏程Toggle Stroke mm 540拉杆内距Space Betwee n Tie Bars mm 570x570最⼤模厚Max.Mold Height mm 570最⼩模厚Mi n. Mold Height mm 220顶出⾏程Ejector Stroke mm 130顶出⼒Ejector Tonn age KN 62顶出杆根数Ejector Number P iece 9HTF250J/TJ 38.65 Kw/H 250注塑机⽣产电耗:油压机,机器前⼆个⼩时内为全负荷运作,⼆个⼩时后耗电量为额定功率的则为50%左右。