LED日光灯驱动电源生产作业指导书
- 格式:ppt
- 大小:4.74 MB
- 文档页数:13
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯具作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
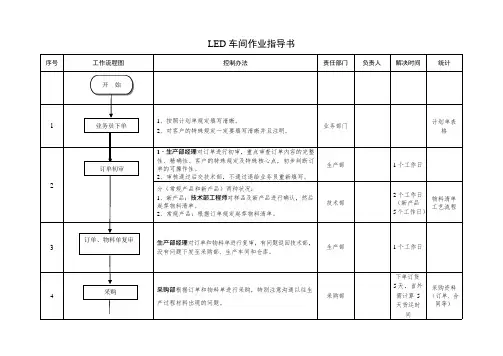
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:LED平板灯_面板灯生产工艺及作业指导书1平板灯生产作业流程图篇三:LED平板灯面板灯生产作业指导书(NEW)W&J照明有限公司平板灯生产作业指导书作业流程图篇四:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:。
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
技术部负责本标准的编制、修改。
生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
品质部及有关人员参与对指导书及评审工作。
仓储部负责生产备料与物料申报及时申报料品库存。
采购部配合仓库及时购料。
4.程序:
销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
路灯作业流程
5.相关文件:
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。

篇一:led灯具作业指导书xg-qc-zy-003-2013led灯具作业指导书文件编号:xg-js-zy-001-2013版本:b/0受控状态:分发号:编制:审核:批准:xg-qc-zy-003-2013修改记录xg-qc-zy-003-2013led灯具作业指导书1.目的:本标准规定对led灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间led灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3led路灯作业流程篇二:灯具安装工程作业指导书灯具安装工程作业指导书1、范围本工艺标准适用于工业与民用建筑灯具安装工程2、施工准备明确工程负责人及安装操作人,认真组织施工,管理人员审核图纸,学习工艺标准,验收规范,讨论技术质量交底,签订岗位责任制,明确奖惩措施,采购选用合格材料产品,并层层复验,同时与土建协商配合,创造良好的作业条件。
3、材料及要求料具调配准确及时,凡发放之料具均符合质量标准和计量标准,出具产品合格证明,检验报告、出厂合格证,按图纸备齐灯具、导线等。
4、工具准备4.1 手锤、錾子、水平尺、卷尺、手电钻、锡锅、人字梯、电锤等工具。
4.2 选择劳务分包方并经试工合格方准上岗,检查土建情况,创造作业条件。
5、操作工艺(见图 1)5.1 根据灯具安装方式,平面图及变更洽商确定安装坐标,随土建进度配合、稳盒,预留孔洞、埋件、配管执行配管工艺。
5.2 出线盒管清扫、整理、封堵,固定灯具螺栓预埋,嵌壁灯稳箱体,接短管封堵,防污染、异物,管口采取防堵措施,接地端子预留。
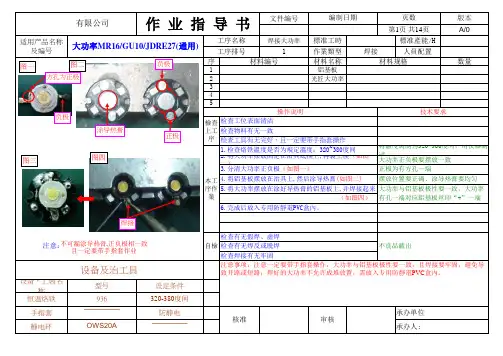
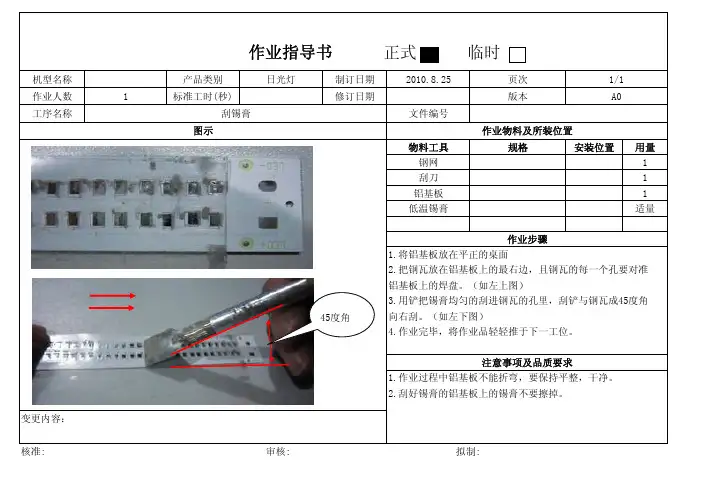
T8日光灯作业指导书(新灯条新堵头)第二版自检标准工时标准产能/H1作业类型人员配置2人序号材料名称数量1玻璃灯管2PCS 2灯珠灯条2PCS34设备、工具名称型号设定条件测电夹120mA 墨镜通用作业步骤 1.将灯珠灯条摆放入玻璃灯管中灯珠面向上2.将测电夹放在灯条的正负极端点测电夹一定要在通电状态下设备及夹具注意事项:操作时一定要戴上静电环和墨镜,测电夹要做好绝缘保护,在通电情况下要保证绝缘安全,不可光手触摸测电夹前段带电部分。
制表部门:研发部操作说明材料编码材料规格0.6米/0.9米/1.2米技术要求检查工序作业检查工位表面清洁目测检查物料有无一致检查工具有无完好、且一定要带静电环操作目测戴墨镜和静电环3.检测灯条灯珠是否全部亮灯,有无明显色差(如图一、图二)4.完成后流到下一个工序自检检查有无不亮、半亮不良品截出检查有无压坏、损坏、变形适用产品名称及编号T8 日光灯(玻璃管)0.6米、0.9米、1.2米工序名称工序排号测试灯条是否亮灯0.6米/0.9米/1.2米图一、图二:测试灯条刮胶点标准工时标准产能/H2作业类型人员配置1人序号材料名称数量1灯珠灯条234设备、工具名称型号设定条件小刀通用静电环OWS20A防静电操作说明技术要求检查工序作业检查工位表面清洁目测检查物料有无一致设备及夹具注意事项:操作时一定不可刮断灯条焊接位,不可漏刮胶点。
制表部门:研发部适用产品名称及编号T8 日光灯(玻璃管)0.6米、0.9米、1.2米工序名称工序排号刮掉焊接位的胶点材料编码材料规格0.6米/0.9米/1.2米作业步骤 1.将通电检测后的灯条平行摆放在台面上(见左图)灯珠面朝上2.用小刀刮掉灯条焊接位上的胶点(见左图)不可刮断灯条焊接位3.完成后流入下一工序自检检测胶位是否有刮干净不良品截出刮灯条焊接位胶点页数版本102焊硅胶线标准工时标准产能/H 3作业类型人员配置1人序号材料名称数量1灯珠灯条1PCS 2连接线2PCS 3连接线2PCS4焊锡设备、工具名称型号设定条件恒温烙铁320-380度间注意事项:焊接点一定要牢固、光滑,不可有虚焊、假焊、漏焊等,焊接位置需正确。
LED作业指导书在咱们的日常生活中,LED 灯那可是随处可见。
您瞧瞧,家里的台灯、街上的路灯、商场的大屏幕,好多地方都有它的身影。
今天,我就来给您好好唠唠这 LED 作业的那些事儿。
先来说说准备工作吧。
要进行 LED 相关的作业,那工具可得准备齐全咯。
像电烙铁、螺丝刀、万用表这些都是必不可少的。
我记得有一次,我着急开始作业,结果发现电烙铁找不到了,那叫一个着急呀!满屋子翻箱倒柜地找,最后在一个角落里发现了它,原来是上次用完随手一放给忘了。
这就提醒咱们,用完工具一定要放回原位,不然关键时刻容易掉链子。
然后是材料的选择。
LED 灯珠有各种各样的型号和颜色,您得根据具体的需求来挑选。
比如说,如果是要做一个温馨的卧室小夜灯,那可能就会选择暖黄色的灯珠;要是做一个明亮的阅读灯,那就得选白色的、亮度高的灯珠啦。
还有电阻、电容这些小零件,也都得选对规格,不然电路可就出问题喽。
接下来就是重头戏——焊接啦。
这焊接可是个技术活,得小心谨慎。
先把电烙铁插上电预热一会儿,等温度合适了,再把灯珠的引脚和电路板上的焊点对齐,轻轻点上一点焊锡丝。
这里要注意,焊接的时间可不能太长,不然容易把灯珠或者电路板给烫坏。
我之前就有一次因为焊接时间太长,把一个好好的灯珠给弄报废了,心疼得不行。
在安装 LED 灯的时候,也要注意正负极别接反了。
要是接反了,灯可就不亮啦。
有一回我帮朋友装一个 LED 灯条,装完之后怎么都不亮,检查了半天,才发现是正负极接错了,重新接好之后,灯一下子就亮了起来,那种成就感真是没得说。
还有很重要的一点就是电路的设计。
要根据LED 灯的数量和功率,合理地设计电路,计算好电阻的阻值,保证电流和电压都在合适的范围内。
这就像是给 LED 灯们搭建一个舒适的家,让它们能够稳定地工作。
完成作业之后,别忘了进行测试和检查。
看看灯能不能正常亮起,亮度是否均匀,颜色有没有偏差。
如果有问题,就得及时排查和解决。
总之,LED 作业虽然看起来简单,但是每一个环节都需要我们认真对待,不能马虎。
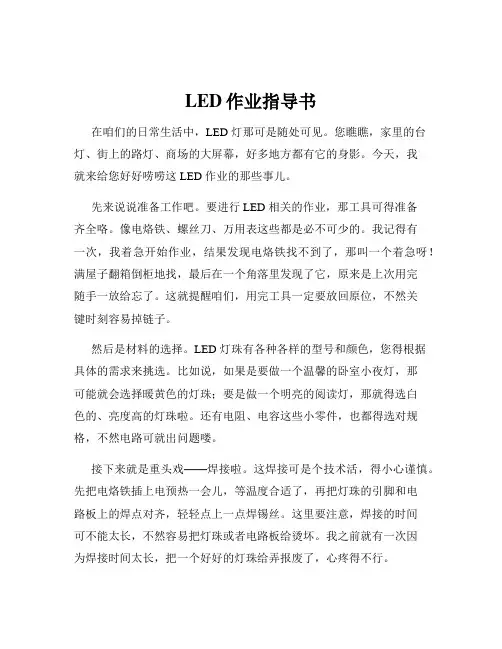
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
1 目的为更好地指导灯具产品的生产,提高产品一次性生产的质量,规范生产的具体要求。
2 适用范围适用于灯具车间灯具产品生产指导、监督和控制。
3 定义无4职责4.1 五金工段工段长负责整个工段的生产监督与控制,执行生产计划。
4.2五金工段领班负责指导、监督生产过程中的具体操作。
5 工作程序5.1 根据工作要求清理、堆放。
5.1.1 生产前,根据工作要求清理干净场地,将非当批生产的零部件等一切物件清出生产现场。
5.1.2 按工作要求及图纸,将当批需生产的零配件等按型号、规格堆放整齐,以便生产。
5.2 灯具主体组装5.2.1 所有组装,必须严格按图纸工艺要求进行,对图纸有不明之处,首先需由领班给予解说,领班不清楚的,及时向工段长请示,必要时询问设计部设计人员。
对图纸有任何疑问时,不可投入生产。
5.2.2 装反光罩:将反光罩底板、左右侧板、方框、锁扣按顺序用拉钉连接安装。
要求连接坚固、平整、垂直,反光罩铝板不能有任何刮伤。
5.2.3 装灯头:将灯头与灯座支架连接。
灯头与灯座连接要求紧固不松动,灯座不能压着灯线;BPC绝缘垫要垫正;检测绝缘值要达到50兆欧或以上;地线用螺钉拧紧固不松动。
5.2.4 组装内胆:用拉钉将灯头挡板同左右侧封板连接,上好防水玻璃胶。
用拉钉将反光罩与内胆两边连接,并打好防水玻璃胶。
5.2.5 安装角码:用M5×16圆头螺丝将角码与内胆两边连接固定。
5.2.6安装外壳及玻璃板:安装外壳拧紧螺丝,装玻璃板。
要求外壳美观无脱漆、划伤等现象,玻璃要透明并清洁干净。
5.2.7 在完成以上各工序后,要求操作者全面作一次自检,确保产品生产过程符合图纸及技术要求。
5.2.8 包装:在自检及品管部检验合格后,将标签(规格型号)、标识等贴在正确位置,放好产品使用说明书、产品检验合格证等,并封箱包装。
5.3 电源控制箱组装5.3.1 按图纸要求安装电源控制箱,各部位螺丝要拧紧。
5.3.2 将镇流器、触发器、电容对照外壳底板上孔及相应位置,用螺丝安装坚固。
电源驱动生产作业指导书
电源驱动生产作业指导书
1. 工具准备:
1.1 有序工作桌面或工作台;
1.2 笔记本电脑;
1.3 国家标准电源驱动规格书;
1.4 等离子切割机;
1.5 打印机;
1.6 钳子、扳手、螺丝刀等基本维修工具;
1.7 电路板实验室设备,例如万用表、示波器等。
2. 生产操作流程:
2.1 阅读国家标准电源驱动规格书,了解相关规定,并按照规定进行操作;
2.2 使用笔记本电脑,打开设计好的电路板;
2.3 检查电路板上的元件是否齐全,是否损坏,必要时更换;
2.4 将电路板放入等离子切割机中,进行切割;
2.5 使用钳子、扳手、螺丝刀等基本工具,将元件焊接到电路板上;
2.6 进行电路板的电气测试,使用万用表、示波器等实验室设备进行测试;
2.7 将已经测试好的电路板放进包装袋中,并进行标记;
2.8 使用打印机打印电路板的生产信息和标识。
3. 操作注意事项:
3.1 操作前先充分了解相关规定和流程;
3.2 使用工具时要注意安全,避免误伤;
3.3 操作过程中应注意电路板上的元件不要损坏;
3.4 在进行电气测试前,要充分了解测试方法,防止操作失误;
3.5 完成操作后要做好包装与标识。
以上就是电源驱动生产作业指导书,希望能对您的生产操作有所帮助。
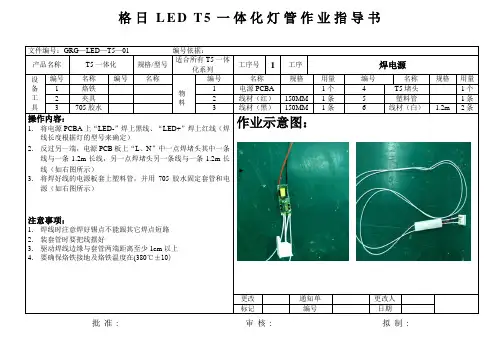
格日L E D T5一体化灯管作业指导书文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号 1 工序焊电源设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 烙铁 1 电源PCBA 1个 4 T5堵头1个2 夹具 2 线材(红)150MM 1条 5 塑料管1条3 705胶水 3 线材(黑)150MM 1条 6 线材(白) 1.2m 2条操作内容:1.将电源PCBA上“LED-”焊上黑线、“LED+”焊上红线(焊线长度根据灯的型号来确定)2.反过另一端,电源PCB板上“L、N”中一点焊堵头其中一条线与一条1.2m长线,另一点焊堵头另一条线与一条1.2m长线(如右图所示)3.将焊好线的电源板套上塑料管,并用705胶水固定套管和电源(如右图所示)注意事项:1.焊线时注意焊好锡点不能跟其它焊点短路2.装套管时要把线摆好3.驱动焊线边缘与套管两端距离至少1cm以上4.要确保烙铁接地及烙铁温度在(380℃±10)作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号 2 工序穿线、穿铝基板设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 Led试电笔 1 T5铝材1条2 静电环 2 T5堵头1个3 贴片好的铝基板1条操作内容:1.将T5铝材在操作台上摆好,检查铝材是否有变形、刮伤等不良品2.用led试电笔检测贴片好的铝基板,看是否有死珠、不亮、色温明显不对的,若有,剔除出去3.将没问题的铝基板穿入铝材中,注意铝材方向,有凹槽的一端是驱动接线一端(如右图所示)4.将两条长线从铝材中穿出至铝材另一端注意事项:1.铝材摆放时要轻拿轻放,防止人为破坏造成不必要的损失2.固定铝基板时尽量将铝基板保持在铝材中央位置,防止两端出现暗区3.必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号 3 工序制作半成品设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 烙铁 1 电源1个 4 铝基板1条2 静电环 2 T5铝材1条 5 锡线3 压线钳 3 T5堵头2个 6 奶嘴接线帽2个操作内容:1.将电源PCB板上“LED+”的红线焊到灯板“LED+”上、“LED-”的黑线焊到灯板“LED-”上(如右图所示)2.在铝材另外一端露出的两条线材跟堵头的两条线接在一起,并用压线钳压线帽(如右图所示)注意事项:1、检查电源的红黑线是否焊反,否则会导致灯不亮2、压线帽时注意不能把裸露的线露出来,防止接触铝材漏电3、必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号 4 工序半成品测试设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1电量测试仪1T5日光灯半成品1条2 测试夹具3 静电环操作内容:5.调节电量测试仪输出电压为AC220V±0.5V(如右图所示)6.把装好的半成品插到测试架上打开电源7.检查LED灯有没有不亮、色温不正常等异常状况8.检查产品功率是否在标称范围内注意事项:1、看是否有死灯、灯闪、短路、功率不对等现象, 并作好不良品记录放在不良区待修理2、必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号 5 工序制作成品设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 静电环 1T5一体化半成品1条2 螺丝刀 2 PC罩1条3 705胶水操作内容:1、将半成品罩上PC罩,撕下一小段PC罩两端的保护膜2、用螺丝刀轻推套管,将驱动塞进铝材中,注意力度3、在红黑线两焊点上涂一点胶水,盖住焊点即可,不能点太多从而沾到灯珠4、将两端的堵头卡在铝材上,当听到一声响才算卡到位,注意焊驱动那端的红黑线要卡在凹槽上,以免被堵头压断(如右图所示)注意事项:1、将带驱动的套管插入铝材内部时要注意要把红黑电源线卡在凹槽中,防止堵头压到线材2、必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号 6 工序成品测试设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 积分球 1 成品1条2漏电测试仪3 调压电源操作内容:1、用漏电测试仪测试灯管是否漏电(如右图所示)2、宽压电源要测试灯管在低压和高压时是否正常启动3、用积分球测试灯管的光电参数,及其光效是否都满足要求(如右图所示)注意事项:1.看是否有光电参数不符合要求的产品,若有,找出问题所在,并放到维修处维修2.必须戴静电环及保持台面的干净整洁作业示意图:更改通知单更改人标记编号日期批准:审核:拟制:文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号7 工序老化测试设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 老化架 1 成品2 连接线操作内容:1.将T5日光灯装在老化架上接上电,老化时间至少2小时(如右图所示)2.检查色温是否跟样品的色温一致,操作员将色温不一致的做好标识,交给维修员3.出现不亮或者某一段不亮的产品及时拿出来交给维修员维修注意事项:1.当发现有短路现象应立刻关掉电源开关, 作好不良品记录,找到问题并维修2.严格参照样品色温,色温不一致的及时拿出来维修3.老化时间一定不能低于2小时作业示意图:更改通知单更改人标记编号日期文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号8 工序成品外观检查设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 酒精 1 成品2 无尘布操作内容:1.检查灯管表面是否不良、干净, 看是否有划伤、脱油漆、沙眼、变形、等现象2.用酒精擦拭干净表面(如右图所示)注意事项:1.工业酒精是有毒物品,请勿进口作业示意图:更改通知单更改人标记编号日期文件编号:GRG—LED—T5—01 编号依据:产品名称T5一体化规格/型号适合所有T5一体化系列工序号9 工序包装设备工具编号名称编号名称物料编号名称规格用量编号名称规格用量1 直尺 1 标签2个 4 成品1个2 胶纸座 2 胶袋1个 5 珍珠棉2块4 包装盒1个 6 T5配件1包操作内容:1.把相应标签和合格证贴在产品铝材上,然后用袋子装上(如右图所示)2.把灯管及其配件包放入包装纸盒内,在包装盒勾选灯管相应数据3.在装入大箱中,两端用珍珠棉垫,用胶纸封好箱4.大箱用塑料包装带捆好,贴上箱麦注意事项:1.包装注意色温范围2.常规包装标签不能贴错、贴歪3.外箱注明产品型号和数量,不能混装,数量不符作业示意图:更改通知单更改人标记编号日期。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:led作业指导书篇三:[整理]史上最全LED行业作业指导书(工艺文件)大全 (1)[整理]史上最全LED相关作业指导书(工艺文件)大全一、封装篇LED封装芯片及材料产品购买地址: LED灯珠及光源产品购买地址:LED支架生产流程及应用教程下载地址:SMD-LED支架生产流程下载地址:/thread-50-1-1.htmlLED封装流程及作业指导(全)+品质检验标准下载地址:/thread-10802-1-1.htmlLED芯片全制程图解下载地址:大功率LED生产工艺及作业指导书下载地址:大功率LED光源生产工艺及封装技术(全面)下载地址:大功率LED灯珠封装流程工艺下载地址:/thread-11407-1-1.html大功率LED固晶作业指导书下载地址:/thread-10710-1-3.html大功率LED封装工艺系列之固晶篇下载地址:LED固晶站手动点银胶作业指导书下载地址:大功率LED生产流程图及相关配置下载地址:/thread-11408-1-1.html大功率LED灯珠封装流程工艺下载地址:大功率led底胶(银胶)作业指导书下载地址:SMD LED封胶作业指导+检验指导+检验标准下载地址:LED封胶作业指导书下载地址:/thread-10805-1-1.htmltop led封装作业指导书下载地址:/thread-10729-1-1.html二、照明灯饰产品篇LED照明灯饰产品购买地址:LED灯具产品作业指导书完全版(扫描版) 下载地址:LED压克力立体发光字制作工艺下载地址:LED发光字,灯串制作工艺及流程。
详解LED日光灯驱动电源DIY制作过程LED电源 DIY LED驱动器我是做开关电源的,原来做过适配器,充电器,铁壳开关电源。
后来做LED电源,最初是做些1W,3W的大功率LED驱动器,但后来做的少了。
原因很简单,没有市场。
我发现大功率LED恒流电源,只要其功率超过5W,基本就没有市场,只能是打样。
因为LED太贵。
这也算给同行做电源的朋友提个醒,这是我的经验之谈。
不知有多少人失足于大功率LED,大功率LED雷声大,雨点小,害的不少在这一块痛失老本。
还是小功率LED市场好一点。
不过也不行,现在小功率LED驱动器,被阻容降压电源占去大部分江山。
恒流形的开关电源驱动小功率LED,好是好,就是很多人接受不了其成本。
我出过一款恒流型小功率LED驱动器,开关电源的,效率达到0。
9,稳定性可靠性,恒流精度都很好,价格才五元钱,但不少人还是嫌贵,因为他们拿它和一元钱的阻容降压电源去比较,当然这二者根本没法比。
我做的开关电源里面,有一个集成MOS的开关电源芯片,还有一个变压器。
这二者的成本就是放在那里的,当然性能也是放在那里的。
但我相信,最终小功率LED恒流驱动器会将阻容降压电源淘汰掉。
因为消费者会慢慢趋于理性,一个阻容降压电源做出来的灯具,几乎是没有什么实用价值的,只能当个摆设和玩具,如果LED真的进入了通用照明领域,阻容降压电源根本无法胜任。
我可以料到将来的情况会是,随着LED 性能的提高,价格的降低,电源成本也将会成为LED灯具成本的相当重要的一部分。
真正的灯具,阻容降压根本不能胜任。
阻容降压电源大行其道,只是一个过渡,最终还是恒流型电源为正宗。
我目前还是看好小功率的LED灯具。
小功率LED灯,目前主要是光衰太大,价格也不够理想。
但现在用于普通照明还是比大功率有优势。
我认为小功率LED灯具进入通用照明领域,和节能灯一较高下,会是五年之内的事。
而大功率LED进入通用照明,则肯定是五年以外的事。
所以现在我专注于小功率LED的研发和制作。