QU11 检测设备失准追溯记录表
- 格式:doc
- 大小:31.00 KB
- 文档页数:1
1. 目的建立和保持检验、测量和试验设备的控制体系,确保对本公司所有计量器具进行控制。
2. 范围适用于本公司ISO9001:2008、ISO/TS16949:2009质量管理体系对所有检验、测量和试验设备的控制。
3. 职责品管部实验室负责对检测器具的日常管理、校准和周期检定工作。
4. 程序4.1 检验、测量和试验设备的配置4.1.1申请配置部门根据相关技术要求(如图纸、工艺文件、产品标准、检验规定等)提出配置要求,填写“计量器具配置申请表”,报品管部。
4.1.2品管部核实购买需求,签署意见并报相应主管批准,由采购部实施采购。
4.2 检验、测量和试验设备的采购、检定、建档贮存4.2.1采购部负责采购检验、测量和试验设备,并送实验室,由实验室负责检定或送检,合格后办理入库手续;检定不合格的,应由采购部负责调换或退货。
4.2.2 实验室负责检验、测量和试验设备的标识、编号、登记入台帐。
4.2.3 仓库对已入库的检验、测量和试验设备负责保管,确保有适宜的环境条件,必须有安全、防锈、防潮措施。
4.3 检验、测量和试验设备的领用、借用和回收4.3.1使用部门/个人领用、借用时,应填写在“检测设备领用/借用登记表”中,经实验室负责人同意后方可领用或借用。
4.3.2未经实验室登记编号、无表明校准状态唯一合格标识的计量器具,一律禁止在生产现场使用。
4.3.3 计量器具领用/借用人离开本公司时,必须到实验室办理相关手续;当其跨部门调动时,其本人应主动通知实验室并办理有关手续。
4.4 检验、测量和试验设备的使用4.4.1在用计量器具,必须按规定周期检定或校准;在检定和校准的有效期内使用。
4.4.2公司员工必须正确使用计量器具,防止因调整不当而使其校准失效。
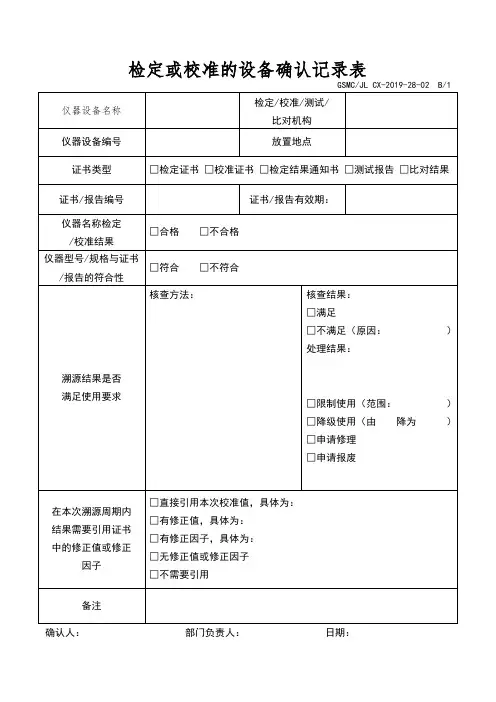
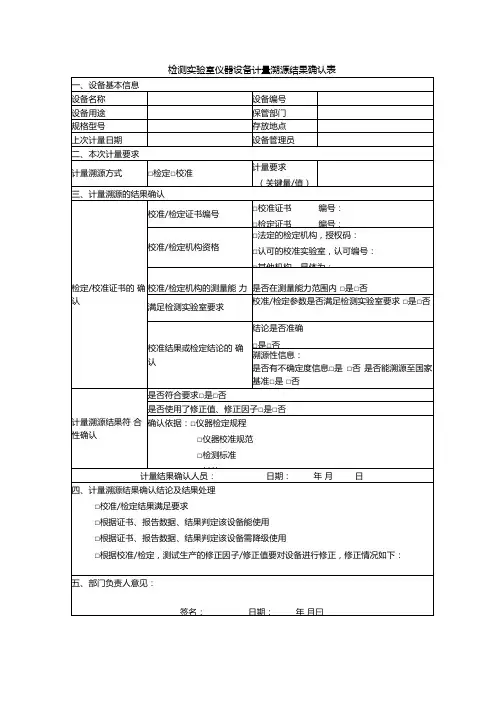
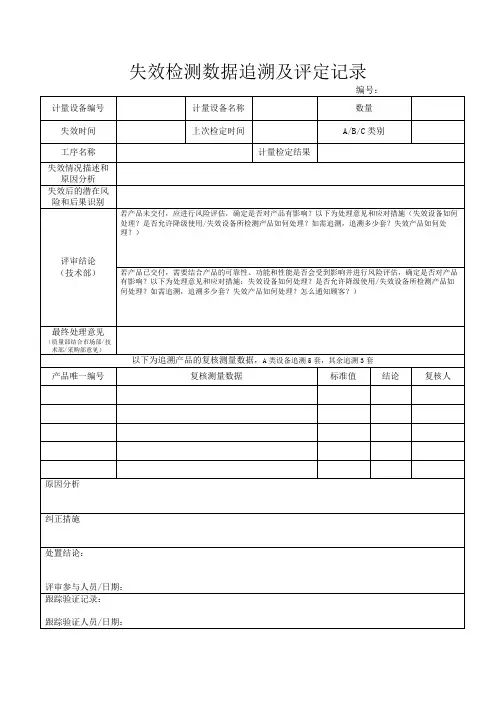
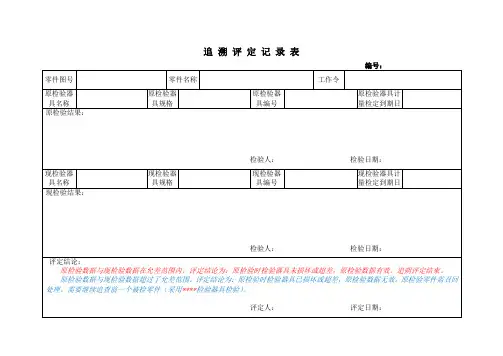
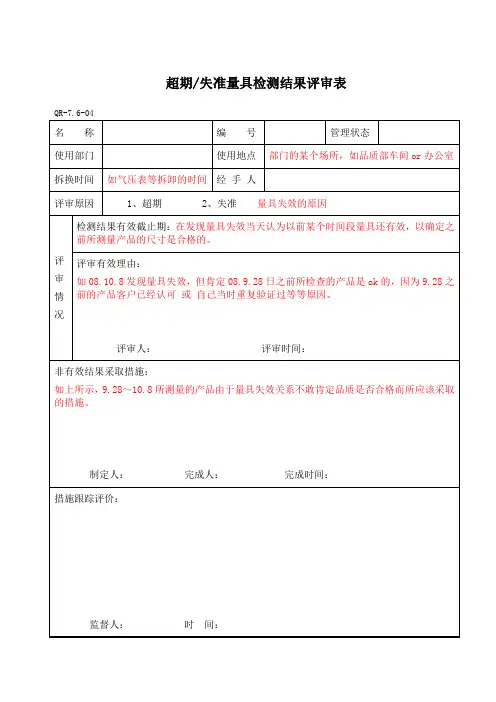
4.4.3 使用者一旦发现计量器具失准,应立即通知实验室换用另一计量器具;并对已检测的产品进行复检,填制“计量器具失准追溯记录表”。
同时,该计量器具由实验室收回,贴禁用标识,并及时安排检定/维修,或直接报废。
计量设备失准时检测数据的评定与追溯管理制度GB/T19000 (ISO9000)系列标准要求发现检验、测量和试验设备偏离校准状态时,应评定已检验或试验结果的有效性.根据国家和国际标准的要求,结合质量体系认证、完善计量检测体系中的实践,分析、探讨了对处于失准状态下的检验、测量和试验设备(含计量器具、计量仪表等,文内简称计量设备)所出据的检测数据进行评定、追溯的有关办法。
为满足国际质量标准的要求,确保企业计量检测体系规范运行并为产品的高质量生产提供可靠的基础保证,必须完善对处于失准状态下的计量设备的控制,对其已出据的影响检验或试验结果的检测数据实施评价和必要的追溯。
本制度就此假定在有关计量设备上次检定(校准)的有效性、校准方法和频次、人员培训及计量设备的适用性的评审等软件环境完好有序的前提下,重点针对计量设备失准的硬件环境规范管理。
1.实施数据评定追溯的思路实施检测数据的评定与追溯目的是为了避免因失准计量设备在未被察觉时投入使用后所出据的检测数据影响已检验的试验结果的有效性。
从计量设备投入使用后的产品(即检测数据)于企业追求最佳质量成本的影响考虑,生产检测、大宗物料的进出、能源及安全环保等方面的计量数据影响程度很大,则有必要在此类计量数据出现可疑时开展检测结果的评定工作,必要的实施追溯;联系实际,可确定具体实施工作应从量值传递系统到计量设备服务对象的诸环节开展。
检测结果的评定、追溯流程应是:分析失准计量设备↓评定已出检测数据↓评判检测数据影响、效能↓追溯已检测产品等循序渐进的几个过程。
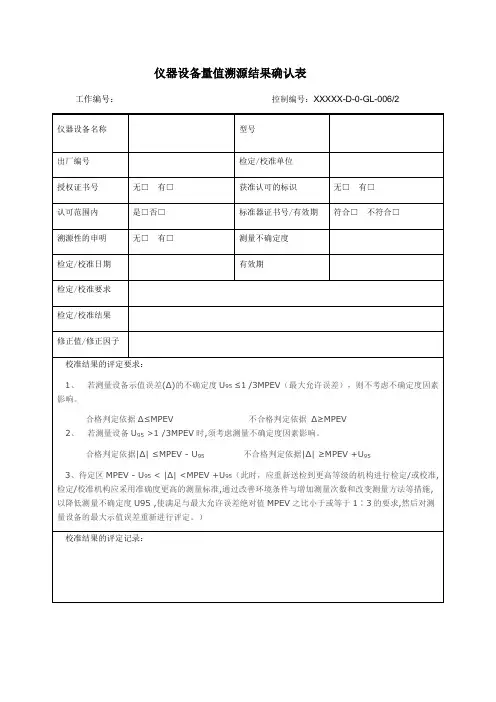
版本:V1.02.检测数据评定、追溯工作的实施范围和工作重点2.1 检测数据评定、追溯工作的实施范围通过分析计量设备失准的类型及程度、计量设备的使用及作用效能的影响,可确定在企业计量检测体系的量值传递(量值溯源)系统和计量设备服务领域(重点是生产检测领域)实施失准计量设备检测数据的评定追溯工作。
(1)对企业量值传递(量值溯源)系统,是对在用计量标准失准时开展工作,完成数据评定,必要时对已开始的检定(校准)工作重新进行,并分析对计量设备服务对象的影响。
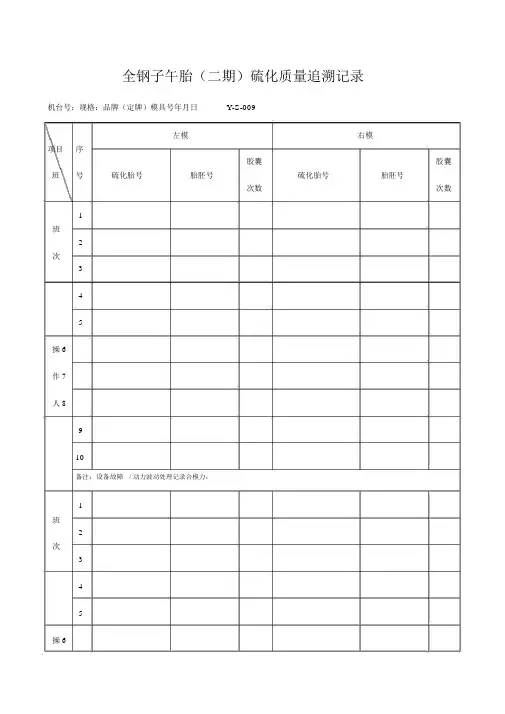
全钢子午胎(二期)硫化质量追溯记录机台号:规格:品牌(定牌)模具号年月日Y-S-009左模右模项目序胶囊胶囊班号硫化胎号胎胚号硫化胎号胎胚号次数次数1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:说明: 1.“备注”一栏对胎胚检查中存在的质量问题,设备、动力波动等问题及处理加以说明。
2.传递:硫化操作工→硫化班长→车间工艺技术员全钢子午胎(二期)成型工序主鼓质量、追溯报表班次 / 机台:规格:主手/ 记录人:年月日Y-S-007标准实测标准部件名称追溯编号与使用记录实测宽度灯光灯光宽度内衬层复合件(或宽复合左胎侧子口右胎侧子口左钢丝加强层右钢丝加强层胎体左垫胶右垫胶胎圈复合件左扣圈定位风源压力侧压辊压力(高压)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)锁块压力定型压力侧压辊压力侧压辊压(中压)力(低压)单位:长度、宽度、定位mm ,压力 MPa 或 kgf/cm 2 。
胎圈检查合格,记录合格。
全钢子午胎(二期)成型工序辅鼓质量追溯报表班次 / 机台:规格:辅手/ 记录人:修胎:年月日Y-S-008部件名称带束层一层带束层二层带束层三层零度带束层胎面辅鼓周长胎胚标标实实准准测测标准右右右追溯编号与使用记录实测宽度宽度灯灯灯灯线线线线(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)胎胚编号与使用记录花纹全宽肩宽长度首次中间末次首件中间末件全钢子午胎(二期)半成品工序质量追溯记录工序:月日班次:操作主手:Y-S-006半成品规格名称质量追溯编号生产时间原料名称原料追溯编号备注:说明: 1.传递:机台主手→当班追溯管理员→车间专管员2.质量追溯编号:********(**---**)月日班次机台工号首件顺序号末件顺序号全钢子午胎(二期)母炼胶混炼追溯记录操作主手: Y-S-004机台班次工号月日序母胶数小料追溯号母炼胶追溯号号代号量月日班次工号月日班次机台工号顺序号123456789101113141516171819202122全钢子午胎(二期)终炼胶混炼追溯记录操作主手: Y-S-005机台班次工号月日序数终炼胶硫磺、促进剂追溯编号母炼胶追溯编号号量代号月日班次工号月日班次机台工号顺序号1234678910111213141516171819202122全钢子午胎(二期)使用原材料记录原材料名称: Y-S-003备注批次产地质量情况使用要求投用日期结束日期(箱号)全钢子午胎(二期)原材料入库记录原材料名称: Y-S-001产地入库数质量使用投用结束批次备注(来源)时间量情况要求日期日期全钢子午胎(二期)原材料使用跟踪卡Y-S-002原料名称产地试验编号批次数量试验结果发货日期发货人 :收货人 :投用日期使用人 :结束日期配料班长质量跟踪状况质检员:备注发卡人 :年月日说明:此单一式三份,由技术部填写使用要求,一联留存;其余送至仓库保管员,待其发货留存一份后转给使用车间;使用车间收料人及班长在使用结束并在相关栏目签字后,交当班质管员验证,由使用车间自存。