可编程控制器罗克韦尔RSLogix5000介绍
- 格式:doc
- 大小:15.28 MB
- 文档页数:120


AB_RSLogix5000初级使用手册自从20世纪50年代开始,计算机技术便开始应用于工业自动化,既提高了生产效率,又降低了劳动强度,延长了工人寿命。
要实现高效率、高质量的生产,需要工业控制系统。
AB_RSLogix5000是一款广泛应用于工控领域的PLC( Programmable Logic Controller)编程工具软件,由美国ROCKWELL自动化公司研发,已经是最为成熟和广泛使用的PLC开发软件之一。
现在,随着科技创新的不断推进,越来越多的人开始学习AB_RSLogix5000的初级使用。
一、环境设置在进行AB_RSLogix5000的编程之前,我们需要对编程环境进行配置。
先安装AB_RSLogix5000编程软件,然后把PLC系统和PC通过以太网连接。
二、新建工程并配置1. 点击菜单栏“File --> New”,创建新工程。
2.选择相应的控制器,勾选相应的模块和设备,完成PLC的配置。
三、程序编写AB_RSLogix5000程序的编写采用基本的Ladder图形式进行编程,分为输入模块、输出模块和中间逻辑三个部分。
1. 输入模块的编写输入模块通常由传感器、开关等设备组成,用户需要根据硬件实际情况设置。
比如,我们可以通过配置“DINT-用电参数”来检测电机电流、电压等信息。
2. 输出模块的编写输出模块是控制器对设备输出实际信号的模块,比如我们可以通过PLC来控制灯的亮灭,完成“0”、“1”的操作。
在输出信号的过程中,可设置延时、执行次数、触发方式等参数。
这样,就可以根据实际需求进行设备控制。
3. 中间逻辑的编写在输入信号和输出信号中,中间逻辑部分起到了中转作用。
中间逻辑的编写涉及到了函数和数据块的使用,比如运用“while”、“if”等常用语句,或者“Timer”计时器,还可以对数据块进行操作。
四、调试和下载当程序编写完成之后,需要对程序进行调试,也就是在编程软件中模拟相应的操作环境,检查程序的正确性和实用性。
一、 控制器项目的创建一个首次使用,或者Firmware刷新后,或内存丢失的控制器,是不能直接在线连接的,必须将项目下载到控制器。
一般的,先在离线状态下建立一个项目,进行组态和编程,然后下载到指定的控制器。
下面,首先学习创建一个项目的操作。
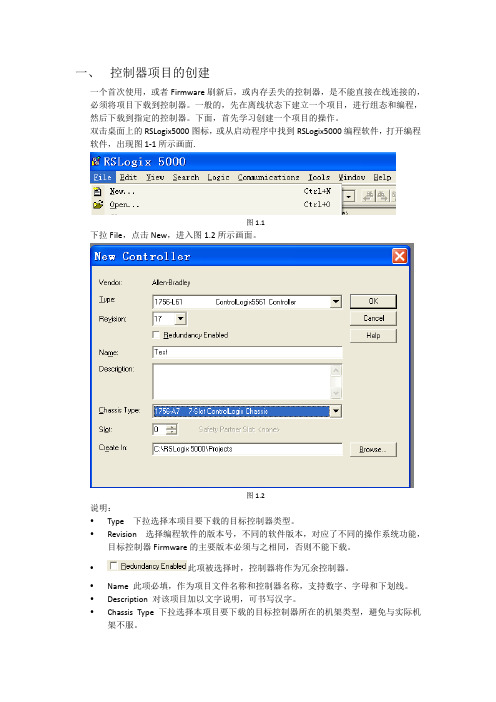
双击桌面上的RSLogix5000图标,或从启动程序中找到RSLogix5000编程软件,打开编程软件,出现图1‐1所示画面.图1.1下拉File,点击New,进入图1.2所示画面。
图1.2说明:y Type 下拉选择本项目要下载的目标控制器类型。
y Revision 选择编程软件的版本号,不同的软件版本,对应了不同的操作系统功能,目标控制器Firmware的主要版本必须与之相同,否则不能下载。
y此项被选择时,控制器将作为冗余控制器。
y Name 此项必填,作为项目文件名称和控制器名称,支持数字、字母和下划线。
y Description 对该项目加以文字说明,可书写汉字。
y Chassis Type 下拉选择本项目要下载的目标控制器所在的机架类型,避免与实际机架不服。
y Slot 指定本项目要下载的目标控制器在机架中所在槽的位置。
y Create In 指定本项目的磁盘存储文件在磁盘中的存放路径,默认值在C:\RSLogix 5000\Projects,亦可自行确定。
点击OK,进入如图1.3所示画面。
图1.3至此,一个项目被创建。
二、 本地I/O模块的建立和监控在I/O Configuration下,选中1756的背板,右击,选中New Module,出现下图所示画面。
1756机架可插放的模块在这里都能找到,亦可分类选择。
(1)数字量输入/输出模块的建立和监控数字量模块有8点、16点和32点之分,有交流和直流之分,有隔离和非隔离之分,模块用途各异,外端接线不同,不过组态过程是相似的。
点击New Module后,出现如下图所示画面。
由于要添加的是数字量模块,选择将Digital前的“+”展开,选择1756‐IB16D,这是一个16点24VDC输入模块带诊断功能,双击该模块,出现下图所示画面。

RSLogix5000培训教程RSLogix 5000是罗克韦尔自动化公司推出的一款基于Windows操作系统的集中式控制软件。
它广泛应用于工业自动化领域,许多工业企业都会在工作中使用这个软件。
因此,对RSLogix 5000软件进行培训教程将有助于工业人员更好地掌握和使用该软件,提高工作效率和质量。
首先,我们需要了解的是RSLogix 5000软件所用到的编程语言和基本概念。
RSLogix 5000支持几种编程语言,包括Ladder Diagram(梯形图)、Structured Text(结构化文本)、Function Block Diagram(功能块图)和Sequential Function Chart (序列功能图)。
每种编程语言都有它自己的语法和操作方式,根据实际应用需求选择相应的编程语言进行编程。
在使用RSLogix 5000软件时,我们需要了解基本概念,如标签、数据类型、Array(数组)、Tag UDT(用户定义的数据类型)等。
标签是一个变量的名称,可以定义为输入、输出或内部变量。
数据类型包括BOOL(布尔型)、INT(整型)、REAL (浮点型)等,其中BOOL是最常用的数据类型。
Array是由相同数据类型的元素组成的变量组合,其中每个元素都有相应的下标值。
Tag UDT是用户在程序中自定义的一个数据类型,可以包含不同的数据类型和结构体。
紧接着,我们需要了解的是如何创建一个工程和配置硬件设备。
在RSLogix 5000软件中,我们可以通过创建一个新工程来开始我们的编程工作。
在创建工程之前,我们需要选择相应的PLC类型、控制器和通信模块,并进行硬件配置。
这样,RSLogix 5000软件就可以连接到PLC并进行编程。
在完成硬件配置之后,我们可以配置主要的控制设备、输入和输出点等,这样可以保证我们的程序的准确性和稳定性。
在编写程序之前,我们还需要了解一些程序设计原则,如状态机、递归、中断服务程序等。

RSLogix5000培训教程RSLogix5000是一个广泛使用的自动化软件平台,可用于设计,实现,管理和监控各种工业自动化系统。
由于其高效性和易用性,RSLogix5000在现代制造业中占据着不可或缺的位置。
本文将介绍RSLogix5000培训教程,以帮助初学者快速入门。
1. 概述RSLogix5000软件是在RockwellAutomation公司掌握的Logix控制器系列硬件下的一款编程软件,提供了新一代的Tag 数数据和更强大的运算逻辑,能极大地提高编程效率。
其功能强大,适用范围广泛,应用于工业过程控制,自动化制造,建筑自动化,能源等领域。
2. RSLogix5000培训教程2.1 界面介绍RSLogix5000界面清晰,用户友好,并且提供了各种有用的工具和功能。
用户面板在左侧和顶部提供了更多操作选项和信息。
用户还可以在Configuration和Program等窗口中进行设置和操作。
2.2 创建新项目打开RSLogix5000软件,单击“File”菜单,在菜单中选择“New”创建新的项目。
在此窗口中,您可以选择硬件、控制、通信等选项来定制您的项目。
2.3 选择控制器类型选择控制器类型是创建新项目的第一步。
您可以从Controller Organizer树中选择控制器类型。
Controller Organizer 提供了多种常用的控制器类型,例如CompactLogix,ControlLogix等。
2.4 配置标签和I/O在创建新项目后,您需要配置您的标签和输入/输出设备(I/O)。
标签是您在编程中使用的变量名称,而I/O是您的控制器所需的输入和输出设备。
3. 编程概念编程概念是RSLogix5000培训教程的核心。
以下是一些基本概念。
3.1 程序程序是您在RSLogix5000中编写的代码。
程序是通过使用Instruction List(IL),Ladder Logic(LL),Structured Text(ST),Function Block Diagram(FBD)和Sequential Function Chart(SFC)等语言来编写的。

第二章RSLogix5000编程学习目标:■学会创建任务、程序、例程■深入理解标签、结构体和数组■掌握编写梯形图程序■学习I/O组态方法■掌握RSLogix5000功能块图编程122.1 编写RSLogix5000梯形图2.1.1 创建任务、程序和例程本次课程基于一个假想的工业环境。
您是一位压缩机装配项目程序开发人员。
图2-1描述了压缩机装配项目的整个工艺流程。
在该项目中,传送带上的压缩机经过三个装配站:冲压、卷边和焊接。
然后,压缩机被传送到第二个传送带并接受质量检查。
通过检查的压缩机码垛后装船运走。
图2-1 工艺流程图冲压、卷边和焊接三个装配站和传送带1由控制器P1控制,质量检查和码垛站以及传送带2由控制器P2控制。
图2-2给出了模拟各工作站运行时所用按钮和指示灯等离散量输入/输出点。
光眼检测到有部件放置到传送带上(PartSensor 由0变为1)后,站1、2和3顺序执行,然后传送带动作。
当光眼再次检测到有部件送至传送带上,上述操作再次执行,以此循环。
下面我们以时序图方式描述控制器P1的操作流程,如图2-3所示。
本实验主题:● 创建并组态一个控制器项目 ● 创建任务 ● 组态任务属性 ● 创建程序● 编辑程序排列表 ● 创建例程 ● 分配例程PartSensor 光眼检查码垛焊接卷边冲压3图2-2 各个按钮和指示灯的含义在了解了装配线工艺流程及控制器P1操作流程之后,您对项目主管说可以开始为控制器P1编程了,这让他感到很惊讶,因为以前都是在完成电气设计之后才能够编写控制程序。
在听过您的解释之后,他认为并行设计的方案是可行的。
同时,他也提醒你,如果该生产线效果良好,公司可能会再增加一条生产线,但控制器可能还是使用现有的ControlLogix 控制器,希望你在编程时考虑到这个问题。
Press 站工作中 StationActive光眼检测输入 PartSensorStake 站工作中 StationActiveWeld 站工作中StationActive光眼故障指示 Part_Sensor_Fault_Indicator传送带输出 ConveyorOutput(P1) 检查站工作中 StationActive码垛站工作中 StationActive检查通过 PartPASSED检查未通过 PartFAULT传送带输出ConveyorOutput(P2)光眼检测PartSensorPress站工作中StationActiveStake站工作中StationActiveWeld站工作中StationActive传送带输出ConveyorOutput(P1)图2-3 时序图实验步骤:1.双击桌面上图标,打开RSLogix5000软件,如图2-4所示。
RsLogix5000编程-快速入门什么是RsLogix5000?RsLogix5000是一款由Rockwell Automation公司开发的自动化控制编程软件。
它是用于PLC(可编程逻辑控制器)的编程环境,可让用户编写和管理自动化系统的控制程序。
RsLogix5000的优点与其他PLC编程软件相比,RsLogix5000有以下优点:•强大而灵活的功能;•易于学习;•可以支持可视化提高编程效率;•可以根据用户的实际需求扩展功能。
RsLogix5000的应用场景RsLogix5000主要用于:•机器人控制;•系统集成自动化;•智能制造。
环境设置在开始使用RsLogix5000编程之前,需要确保计算机上已安装以下软件:•Windows 7或更高版本;•RsLogix5000版本12或更高版本。
编程步骤RsLogix5000的编程步骤如下:1.创建新项目2.创建路线3.配置模块4.编写程序5.下载程序创建新项目在RsLogix5000中,首先需要创建一个新项目作为主编程文件。
在创建新项目时,需要设置一个项目名称,选择PLC类型和CPU型号。
此外,用户还需要选择一个IO配置,在此过程中必须选择一种适合PLC的IO模块。
创建路线新项目创建后,用户需要创建一个路线。
路线是指PLC与其他组件之间的连接,如传感器和执行器。
路线的创建涉及到安装IO模块,根据实际情况进行物理布线并为每个模块分配一个地址。
配置模块与传统PLC编程不同,RsLogix5000不直接使用地址寻址。
相反,它使用标记(Tag)来代表硬件组件。
标记可以自定义,可以通过逻辑表达式引用,并且容易识别。
在配置PLC时,用户需要创建一个位置,以定义模块的输入和输出。
在创建位置时,用户需要指定每个位置的模块型号,并为每个位置分配一个任务。
任务是指PLC要执行的特定控制器逻辑,例如转发节点信号或控制执行器。
编写程序实际编写PLC程序的过程称为配置程序。
第二章RSLogix5000编程学习目标:■学会创建任务、程序、例程■深入理解标签、结构体和数组■掌握编写梯形图程序■学习I/O组态方法■掌握RSLogix5000功能块图编程2.1 编写RSLogix5000梯形图2.1.1 创建任务、程序和例程本次课程基于一个假想的工业环境。
您是一位压缩机装配项目程序开发人员。
图2-1描述了压缩机装配项目的整个工艺流程。
在该项目中,传送带上的压缩机经过三个装配站:冲压、卷边和焊接。
然后,压缩机被传送到第二个传送带并接受质量检查。
通过检查的压缩机码垛后装船运走。
图2-1 工艺流程图冲压、卷边和焊接三个装配站和传送带1由控制器P1控制,质量检查和码垛站以及传送带2由控制器P2控制。
图2-2给出了模拟各工作站运行时所用按钮和指示灯等离散量输入/输出点。
光眼检测到有部件放置到传送带上(PartSensor 由0变为1)后,站1、2和3顺序执行,然后传送带动作。
当光眼再次检测到有部件送至传送带上,上述操作再次执行,以此循环。
下面我们以时序图方式描述控制器P1的操作流程,如图2-3所示。
PartSensor光眼 检查 码垛焊接 卷边 冲压本实验主题:●创建并组态一个控制器项目●创建任务●组态任务属性●创建程序●编辑程序排列表●创建例程●分配例程Press站工作中StationActive 光眼检测输入PartSensorStake站工作中StationActive Weld站工作中StationActive光眼故障指示Part_Sensor_Fault_Indicator传送带输出ConveyorOutput(P1)检查站工作中StationActive码垛站工作中StationActive检查通过PartPASSED检查未通过PartFAULT传送带输出ConveyorOutput(P2)图2-2 各个按钮和指示灯的含义在了解了装配线工艺流程及控制器P1操作流程之后,您对项目主管说可以开始为控制器P1编程了,这让他感到很惊讶,因为以前都是在完成电气设计之后才能够编写控制程序。
在听过您的解释之后,他认为并行设计的方案是可行的。
同时,他也提醒你,如果该生产线效果良好,公司可能会再增加一条生产线,但控制器可能还是使用现有的ControlLogix控制器,希望你在编程时考虑到这个问题。
光眼检测PartSensorPress站工作中StationActiveStake站工作中StationActiveWeld站工作中StationActive传送带输出ConveyorOutput(P1)图2-3 时序图实验步骤:1.双击桌面上图标,打开RSLogix5000软件,如图2-4所示。
单击New(新建)图2-4 RSLogix5000启动界面2.单击File->New创建新项目。
您会看到New Controller(新建控制器项目)界面。
起始槽号为0。
您可以直接观察ControlLogix Demo箱,确定Logix5555控制器所在槽位;也可以打开RSLinx软件,组态通讯,在RSWho中确定Logix5555控制器槽位,第二种方法显然更适用于操作员处于远程位置时。
配置好的画面如图2-5所示:图2-5 新建控制器对话框单击OK,弹出如图2-6所示画面。
缺省创建连续型任务图2-6 新建项目资源管理器现在我们已经创建了一个ControlLogix项目。
此时我们还没有添加任何与项目相关的I/O模块,项目中也没有可执行的代码(如梯形图)。
你正在离线工作,所作的任何改变都只限于软件中,并存储在计算机的硬盘中。
在进行在线操作前,这些变化并不能反映到Logix5555控制器中。
3.接下来,根据应用实例要求来组织控制器P1项目中任务、程序和例程及其操作要求。
控制器P1项目组织结构,如表2-1所示。
表2-1控制器P1项目组织操作要求:控制器P1中任务必须符合以下要求:●装配线任务(站1,2,3)--执行时间不超过500ms--根据调度连续运行●传送带任务--执行时间不超过500ms--与调度任务分时执行(两任务的优先级相同)--每50ms执行一次调度任务--执行时间不超过400ms--与传送带任务分时执行(两任务的优先级相同)--每50ms执行一次4.Logix控制器不仅支持Continuous(连续型)任务,还支持Periodic(周期型)和Event(事件型)任务。
根据上述P1的操作要求,确定控制器P1中各任务的属性,并记录到表2-2中。
表2-2 控制器P1中各任务的属性5.Logix控制器仅支持一个连续型任务,且RSLogix5000已经自动创建了连续型任务MainT ask(如图2-6所示)。
在MainT ask文件上单击右键,在弹出菜单中选择Properties (属性),将MainT ask任务名称改为Assembly,并输入相应属性值。
6.单击File->New component->T ask或在项目管理器Tasks(任务)文件夹上单击右键,在弹出菜单中选择New Task…创建新任务Conveyor,并设置相应属性,如图2-7所示,因为传送带任务要求50ms执行一次,所以选择Periodic(周期型)任务。
同理,创建新任务Periodic_Dispatcher,并设置相应属性,保存该项目。
图2-7 创建新任务Conveyor7.创建Assembly(装配线)任务的程序。
在Assembly文件夹上单击右键并在弹出菜单中选择New Program(创建新程序)。
输入程序名称Program_1_Press并设置相应属性,如图2-8所示。
同理创建Program_2_Stake,以及Program_3_Weld并设置相应属性。
图2-8创建新程序8.规划Assembly(装配线)任务的程序。
右键单击Assembly任务,从弹出的对话框中选择Properties(属性)。
从弹出属性对话框中选择Program Schedule(程序规划)选项卡。
规划后的程序如图2-9所示:图2-9规划程序9.为Assembly(装配线)任务的Program_1_Press程序创建例程。
右键单击Program_1_Press程序,在弹出菜单中选择New(新建),在弹出的对话框中输入名称Routine_Dispatch(调度例程),类型为Ladder Diagram(梯形图),作用域在Program_1_Press程序中,如图2-10所示。
该例程用于调度程序中其它的子例程。
图2-10 创建例程同理,创建Station_1_Press(冲压)例程,类型为Ladder Diagram(梯形图),范围在Program_1_Press程序中。
该例程用于控制冲压工序的时间。
10.为Assembly(装配线)任务中Program_1_Press程序指定主例程。
右键单击Program_1_Press程序,在弹出菜单中选择Properties(属性)。
在弹出的对话框中选择Configuration(组态)选项卡。
Assigned Main(指定主例程)为Routine_Dispatch(调度程序),如图2-11所示。
图2-11 指定主例程11.按照相同的步骤,用户可自行为Program_2_Stake、Program_3_Weld程序创建相应例程并设置主例程。
12.对于Conveyor和Periodic_Dispatcher任务,请按照图2-12所示执行如下操作:--创建所需程序;--创建所需例程并指定主例程。
图2-12 新建任务、程序和例程13.单击File->Save,保存该项目。
该项目所有任务、程序和例程创建完毕。
至此,您已完成创建任务、程序和例程的所有实验!2.1.2 创建标签、结构体和数组在本实验中,我们将结合应用实例继续前面的工作,创建相应的标签、结构体和数组。
Logix控制器的特点:无需手动进行I/O映射,根据控制属性,自动创建/命名标签,并且支持结构体和数组。
另外,控制器域和程序域标签分类提高了代码重用性。
本实验的主题:1.创建控制器域和程序域的标签2.创建用户自定义数据类型实验步骤:1.双击桌面上图标,打开RSLogix5000软件。
2.选择File->Open,选择上一实验所创建项目P1并打开。
3.右键单击Controller Tags(控制器标签),在弹出的菜单中选择New Tag…(新建标签)。
Tag Name类似于其它编程语言中的变量-它们均用于存储数值。
你可以根据P&ID(管道仪表图)或电气设计图中的符号名称来命名标签(T ag Name)。
您在此输入标签名称会保存在PLC中,不会因为更换用于编程的上位机而丢失。
且这些Tag Name 可供系统中的人机界面直接使用,而无须重新定义。
这都会为您的编程、文档管理和系统维护带来极大的便利。
在对话框中输入名称Call_Program_Value,数据类型INT,标签类型为Base(基本型),范围为P1(Controller),显示类型为Decimal(十进制),如图2-13所示。
图2-13 新建标签4.按照上述步骤逐个创建以下控制器域的标签,如图2-14所示,这些标签将在下一实验中用到。
图2-14 控制器域标签5.创建下面的Conveyor程序域内的标签,如图2-15所示。
图2-15 Conveyor程序域内标签6.创建下面的Station_Dispatcher(站调度)程序域的标签如图2-16所示。
图2-16 Station_Dispatcher程序域内标签7.创建下面的Program_1_Press(冲压站)程序域的标签,如图2-17所示。
图2-17 Program_1_Press程序域内标签8.将Program_1_Press(冲压站)程序域的标签复制(Ctrl+C)并粘贴(Ctrl+V)到Program_2_Stake和Program_3_Weld程序域内,无须重建标签,提高代码重用性。
在此我们注意到,在Logix控制器中,不同程序域内的标签名称是可以相同的。
9.创建用户自定义数据类型。
在控制器P1中为每个压缩机生成一个产品编号(Product ID),每个产品编号由零件编号(Part_ID)、序列号(Serial_No)和目录号(Catalog_No)三部分构成。
使用用户自定义数据结构可以更方便的管理这种数据类型的标签。
如图2-18所示,右键单击Data Type文件夹下User-Defined(用户自定义),在弹出的菜单中选择New Data Type…(新建数据类型)。
图2-18 新建用户自定义数据类型10.在弹出画面中输入自定义数据类型的Name(名称)和Members(成员),如图2-19所示。