第六章大型覆盖件成形工艺及模具设计
- 格式:pptx
- 大小:4.61 MB
- 文档页数:66
第六章大型覆盖件成形工艺及模具设计6.2 覆盖件冲压成形工艺设计6.2.1 确定冲压方向覆盖件的冲压工艺包括拉深、修边、翻边等多道工序,确定冲压方向应从拉深工序开始,然后制定以后的冲压方向。
应尽量将各工序的冲压方向设计成一致,这样可使覆盖件在流水线生产过程中不需要进行翻转流水线作业,减轻操作人员的劳动强度,提高生产效率,也有利于模具制造。
有些左右对称且轮廓尺寸不大的覆盖件,采取左右件整体冲压的方法对成形更有利。
1. 拉深方向的确定拉深方向的确定,不但决定了能否拉深出满意的覆盖件,而且影响到工艺补充部分的多少,以及后续工案。
拉深方向的确定原则是:覆盖件本身有对称面的,其拉深方向是以垂直于对称面的轴进行旋转来确定的称的覆盖件是绕汽车位置相互垂直的两个坐标面进行旋转来确定拉深方向的。
前者平行于对称面的坐标线是的,后者的拉深方向确定后其投影关系改变较大。
经过确定拉深方向后,其坐标相互关系完全不改变的拉深为处于汽车位置,其坐标关系有改变的拉深方向称为处于非汽车位置。
此外,确定拉深方向必须考虑以下几问题(1)保证凸模与凹模的工作面的所有部位能够接触为保证能将制件一次拉成,不应有凸模接触不到的死角或死区,要保证凸模与凹模的工作面的所有部位接触。
这类问题主要在局部形状成凹形或有反拉深的某些覆盖件成形时容易出现,此时覆盖件本身的凹形和的要求决定了拉深方向。
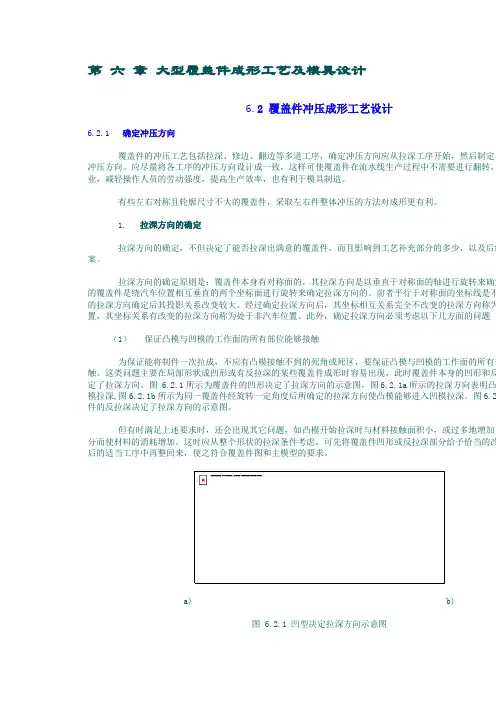
图 6.2.1所示为覆盖件的凹形决定了拉深方向的示意图,图6.2.1a所示的拉深方凸模不能进入凹模拉深,图6.2.1b所示为同一覆盖件经旋转一定角度后所确定的拉深方向使凸模能够进入凹深。
图6.2.2所示为覆盖件的反拉深决定了拉深方向的示意图。
但有时满足上述要求时,还会出现其它问题,如凸模开始拉深时与材料接触面积小,或过多地增加了工部分而使材料的消耗增加。
这时应从整个形状的拉深条件考虑,可先将覆盖件凹形或反拉深部分给予恰当的在拉深以后的适当工序中再整回来,使之符合覆盖件图和主模型的要求。
第六章大型覆盖件的成形工艺及模具设计复习题答案填空题和一般冲压件相比,覆盖件具有材料薄,形状复杂、多为空间曲面且曲面间有较高的连接要求、尺寸结构较大、表面质量要求高、刚性好等特点。
覆盖件零件的主要成形特点是:成形工序多,包括拉深、胀形、弯曲等复合成形;主要的成形障碍是:起皱和拉裂;一般在双动压力机上进行等。
对于形状比较简单,变形比较容易的零件,或零件的相对厚度较大的零件,一般采用平面压边装置就可以有效的防止拉深时的起皱。
对于形状复杂、变形比较困难的零件,则需要通过设置合理的工艺补充面和拉深筋等方法才能有效的防止起皱。
覆盖件的修边是指将拉深件修边线以外的部分切掉。
当需要在覆盖件上压制深度较大的突包时,为了利于材料的流动,往往采用冲工艺孔或工艺切口的措施。
在拉深变形程度大、径向拉应力也较大的圆弧曲线的部位上,可以不设或少设拉深筋。
在拉深变形程度小、径向拉应力也较小的直线部位或曲率较小的曲线部位上,要多设拉深筋。
问答题汽车上的哪些件是覆盖件?汽车发动机和底盘、构成驾驶室和车身的一些零件,如轿车的挡泥板、顶盖、车门的内外板、发动机盖、水箱、行李箱盖等零件都属于覆盖件。
覆盖件的成形工序有哪些?覆盖件的成形一般要经过落料、拉深、修边、翻边、冲孔等多道工序才能完成。
拉深、修边和翻边是最基本的工序,其中拉深工序是比较关键的一道工序,它直接影响产品质量、材料利用率、生产效率和制造成本。
大型覆盖件零件有何特点?大型覆盖件零件具有表面质量要求高<光滑、美观)、刚性好、轮廓尺寸大、形状复杂等特点。
大型覆盖件零件的拉深有何特点?<1)零件可由拉深系数来确定拉深次数和工序尺寸。
但大型覆盖零件大多数都是由复杂的空间曲面组成,在拉深时毛坯在模具内的变形甚为复杂,各处应力都不相同,因此,不能按一般拉深那样用拉深系数来判断和计算它的拉深次数和拉深变形量。
目前,一般都是采用类比的方法,经生产调整确定,并且大型覆盖件的拉深一般都是在双动<或三动)压力机上一次拉深成形。
作业1---大型覆盖件成型工艺及模具作业内容:针对下列行业,查阅公开出版的文献资料。
经过阅读、理解后,就下列内容进行综述:∙该行业使用的覆盖件材料现状、用途和典型产品;∙覆盖件成型模具的典型结构及生产现状;∙覆盖件成型模具设计、制造方法和步骤;∙覆盖件成型过程中可能出现的问题及解决办法;∙覆盖件成型新材料、新方法、新工艺及应用前景展望。
行业:航天、工程机械、航空、家电、造船、兵器、汽车、电站锅炉、管道、仪器仪表题目的选取:按照点名册顺序,1~5(其余顺序相同)分别选择上述每两个行业中任选1个行业撰写综述报告。
报告的撰写要求:∙采用A4纸打印或者手写;如果打印,正文字体为5号字,行距1.25倍;∙作业的页数为3-5页(包括封面),不得超过5页;∙至少阅读3篇文章,并综述其实验方法和结果,文字精炼;不能全文抄袭或者拷贝,如果报告有自己阅读心得和思考内容,则加分,本次大作业分数占平时成绩的20%;∙参考文献按照下页的格式来写;∙独立完成,不得互相抄袭,发现后抄袭者和被抄袭者该作业成绩均按照0分计算。
如何获取资料:∙互联网是获取资料的首选,也可以到图书馆的现刊阅览室和过刊阅览室查看∙模具制造领域的国内外期刊杂志:-图书馆、互联网∙《现代模具》、《汽车与配件》、《金属加工世界》、《CAD/CAM与制造业信息化》、《机械工程学报》、《模具与设备》等;∙论文集、专利-图书馆、互联网截止时间:本次作业截至上交时间为:2011.6.5。
封面及参考文献格式:《冲压工艺及模具设计》大作业大型覆盖件成型工艺及模具姓名:阮茜茜班级:成型082成绩:参考文献格式1 林来兴. 空间控制技术. 宇航出版社, 1992:25~422 J. R. McDonnell, D. Wagen. Evolving Recurrent Perceptions for Time-Series Modeling.IEEE Trans. on Neural Networks. 1994,5(1):24~383 X.Yao. Evolutionary Artifitial Neural Networks. J. Of Neural Systems. 1993, (4): 203~2224 谌颖. 空间最优交会控制理论与方法研究. 哈尔滨工业大学博士论文. 1992:8~135 S. Niwa, M. Suzuki and K. Kimura. Electrical Shock Absorber for Docking System Space.IEEE International Workshop on Intelligent Motion Control, Bogazici University, 1990, Istenbul: 825~8306 吴葳, 洪炳熔. 自由浮游空间机器人捕捉目标的运动规划研究. 中国第五届机器人学术会议论文集. 哈尔滨, 1997:75~80…………注意:西文文献中第一个词和每个实词的第一个字母大写,余者小写;俄文文献名第一个词和专有名词的第一个字母大写,余者小写;日文文献中的汉字须用日文汉字,不得用中文汉字、简化汉字代替。
第六章汽车覆盖件成形工艺及模具设计6.1 覆盖件的结构特征与成形特点6.2 覆盖件冲压成形工艺设计6.3 覆盖件成形模具的典型结构和主要零件的设计覆盖件主要指覆盖汽车发动机和底盘、构成驾驶室和车身的一些零件,如轿车的挡泥板、顶盖、车门外板、发动机盖、水箱盖、行李箱盖等<图6.0.1)。
由于覆盖件的结构尺寸较大,所以也称为大型覆盖件。
除汽车外,拖拉机、摩托车、部分燃气灶面等也有覆盖件。
和一般冲压件相比,覆盖件具有材料薄、形状复杂、多为空间曲面且曲面间有较高的连接要求、结构尺寸较大、表面质量要求高、刚性好等特点。
所以覆盖件在冲压工艺制定、冲模设计和模具制造上难度都较大,并具有其独自的特点。
a>b>图6.0.1轿车覆盖件图a> 轿车覆盖件组合图 b>轿车部分覆盖件分解图汽车覆盖件冲压成形工艺相对一般零件的冲压工艺更复杂,所需要考虑的问题也更多,一般需要多道冲压工序才能完成。
常用的主要冲压工序有:落料、拉深、校形、修边、切断、翻边、冲孔等。
其中最关键的工序是拉深工序。
在拉深工序中,毛坯变形复杂,其成形性质已不是简单的拉深成形,而是拉深与胀形同时存在的复合成形。
然而,拉深成形受到多方面因素的影响,仅按覆盖件零件本身的形状尺寸设计工艺不能实现拉深成形,必须在此基础上进行工艺补充形成合理的压料面形状、选择合理的拉深方向、合理的毛坯形状和尺寸、冲压工艺参数等。
因为工艺补充量、压料面形状的确定、冲压方向的选择直接关系到拉深件的质量,甚至关系到冲压拉深成形的成败.可以称为是汽车覆盖件冲压成形的核心技术,标志着冲压成形工艺设计的水平。
如果拉深件设计不好或冲压工艺设计不合理,就会在拉深过程中出现冲压件的破裂、起皱、折叠、面畸变等质量问题。
在制定冲压工艺流程时,要根据具体冲压零件的各项质量要求来考虑工序的安排,以最合理的工序分工保证零件质量,如把最优先保证的质量项的相关工序安排到最后一道工序。