最新钨极氩弧焊培训课件电子教案
- 格式:pdf
- 大小:270.69 KB
- 文档页数:6

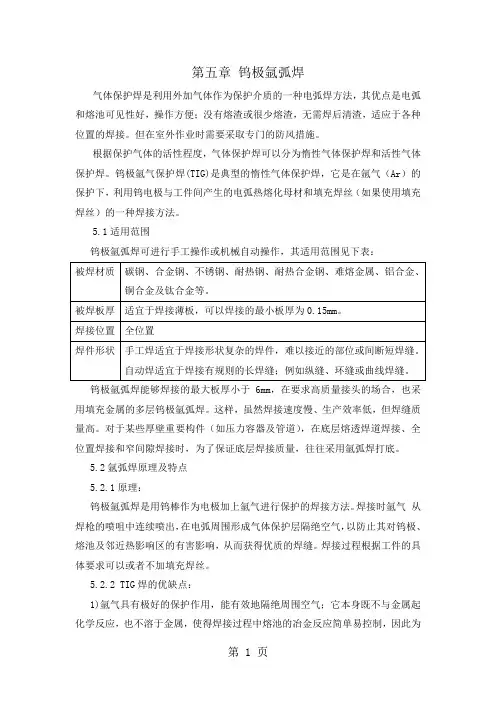
第五章钨极氩弧焊气体保护焊是利用外加气体作为保护介质的一种电弧焊方法,其优点是电弧和熔池可见性好,操作方便;没有熔渣或很少熔渣,无需焊后清渣,适应于各种位置的焊接。
但在室外作业时需要采取专门的防风措施。
根据保护气体的活性程度,气体保护焊可以分为惰性气体保护焊和活性气体保护焊。
钨极氩气保护焊(TIG)是典型的惰性气体保护焊,它是在氩气(Ar)的保护下,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝(如果使用填充焊丝)的一种焊接方法。
5.1适用范围钨极氩弧焊可进行手工操作或机械自动操作,其适用范围见下表:钨极氩弧焊能够焊接的最大板厚小于6mm,在要求高质量接头的场合,也采用填充金属的多层钨极氩弧焊。
这样,虽然焊接速度慢、生产效率低,但焊缝质量高。
对于某些厚壁重要构件(如压力容器及管道),在底层熔透焊道焊接、全位置焊接和窄间隙焊接时,为了保证底层焊接质量,往往采用氩弧焊打底。
5.2氩弧焊原理及特点5.2.1原理:钨极氩弧焊是用钨棒作为电极加上氩气进行保护的焊接方法。
焊接时氩气从焊枪的喷咀中连续喷出,在电弧周围形成气体保护层隔绝空气,以防止其对钨极、熔池及邻近热影响区的有害影响,从而获得优质的焊缝。
焊接过程根据工件的具体要求可以或者不加填充焊丝。
5.2.2 TIG焊的优缺点:1)氩气具有极好的保护作用,能有效地隔绝周围空气;它本身既不与金属起化学反应,也不溶于金属,使得焊接过程中熔池的冶金反应简单易控制,因此为获得高质量的焊缝提供了良好条件。
2)钨极电弧焊非常稳定,即使在很小的电流情况下(<10A)仍可稳定燃烧,特别适合于薄板材料焊接。
3)热源和填充焊丝可分别控制,因而热输入容易调整,所以这种焊接方法可进行全位置焊接,也是实现单面焊双面成形的理想方法。
4)由于填充焊丝不通过电流,故不会产生飞溅,焊接成形美观。
5)交流氩弧焊在焊接过程中有能够自动清除工件表面氧化膜作用。
因此,可成功地焊接一些化学活泼性强的有色金属,如铝、镁及其合金。
钨极氩弧焊
一、焊接原理
氩弧焊是利用氩气作为保护介质的一种电弧焊方法。
氩气是一种惰性气体,它既不与金属起化学反应使被焊金属氧化,亦不溶解于液态金属。
因此,可以避免焊接缺陷,获得高质量的焊缝。
氩弧焊按所用的电极不同分为两种:非熔化极氩弧焊和熔化极氩弧焊,如图所示。
非熔化极氩弧焊时,电极只起发射电子、产生电弧的作用,电极
本身不熔化,常采用熔点较高的钍钨棒或铈钨棒作为电极,所以又叫钨极氩弧焊。
焊接过程可以用手工进行,也可以自动进行。
钨极氩弧焊就是以氩气作为保护气体,钨极作为不熔化极,借助钨电极与焊件之间产生的电弧,加热熔化母材(同时添加的焊丝也被熔化)实现焊接的方法。
氩气用于保护焊缝金属和钨电极熔池,在电
弧加热区域不被空气氧化。
氩弧焊时,由于氩气的散热能力较低,因而一旦引燃后,就能较稳定地燃烧。
二、焊接参数
板厚、钨极直径与电流的关系如下。
板厚(mm)焊接电流(A)
0.5 35~40
0.8 35~50
1.0 40~70
1.5 50~85
2.0 50~130
3.0 120~150
板厚、电流与气体流量的关系如下。
板厚(mm) 钨极直径(mm)电流大小(A)
气体流量
不锈钢铝铜钛
0.3~0.5 φ1.0 10~40 4 6 6 6
0.5~1.0 φ1.0 20~40 4 6 6 6
1.0~
2.0 φ1.6 40~70 4~6 8~10 8~10 6~8
2.0~
3.0 φ1.6 80~130 8~10 10~12 10~12 8~10
3.0~
4.0 φ2.0~2.5 120~170 10~12 10~15 10~15 10~12 >4.0 φ2.5~3.0 160~200 10~14 12~18 12~18 12~14
电流与焊丝直径的关系如下。
电流(A) 焊丝直径(mm)
30~50 φ1.0
30~50 φ1.0
35~60 φ1.6
45~80 φ1.6
75~120 φ2.0
110~140 φ2.0
三、钨极氩弧焊设备
手工钨极氩弧焊设备由焊接电源、焊枪、供气系统、控制系统和
冷却系统等部分组成。
(1)焊接电源
钨极氩弧焊要求采用具有陡降外特性的焊接电源,有直流电源和交流电源两种。
(2)控制系统
控制系统是通过控制线路,对供电、供气与稳弧等各个阶段的动作进行控制。
(3)焊枪
焊枪的作用是装夹钨极、传导焊接电流、输出氩气流和启动或停止焊机的工作系统。
焊枪分为大、中、小三种,按冷却方式又可分为
气冷式和水冷式。
当所用焊接电流小于150A时,可选择气冷式焊枪,焊接电流大于150A时,必须采用水冷式焊枪。
(4)供气系统
供气系统由氩气瓶、氩气流量调节器、电磁气阀及送气管组成。
1)氩气瓶外表涂灰色,并用绿漆标以“氩气”字样。
氩气瓶最
大压力为15MPa,容积为40L。
2)电磁气阀是开闭气路的装置,由延时继电器控制,可起到提
前供气和滞后停气的作用。
3)氩气流量调节器起降压和稳压的作用及调节氩气流量。
4)送气管输送焊接时所需的保护气体。
(5)冷却系统
冷却系统用来冷却焊接电缆、焊枪和钨极。
如果焊接电流小于
150A可以不用水冷却。
使用的焊接电流超过150A时,必须通水冷却,并以水压开关控制。
四、焊接操作技术
1、焊前准备工作
检查设备、水、气、电路是否正常,焊件和焊枪接法是否符合要求,规范参数是否调试妥当,全部正常后,接通电源、水源、气源。
(1)熟悉图样及工艺规程,掌握施焊位置、尺寸和要求,合理地
选择施焊方法及顺序。
(2)清理好工作场地,准备好辅助工具和防护用品。
(3)检查设备。
焊机上的调整机构、导线、电缆及接地是否良好;
手把绝缘是否良好,地线与工件连接是否可靠;水路、气路是否畅通;高频或脉冲引弧和稳弧器是否良好。
(4)检查工件。
坡口内不得有熔渣、泥土、油污、砂粒等物存在,
在焊缝两侧20mm范围内不得有油、锈,焊丝应进行除油除锈工作。
(5)不要在风口处或强制通风的地方施焊。
(6)依据工艺文件和产品图样要求,正确选择焊丝。
2、焊接操作技术
钨极氩弧焊的操作技术包括引弧、填丝焊接、收弧等过程。
(1)引弧
①短路引弧法(接触引弧法),即在钨极与焊件瞬间短路,立即稍稍提起,在焊件和钨极之间便产生了电弧;
②高频引弧法,即把焊枪的钨极端部对准焊缝起焊点,钨极与工件之间距离为1-3mm按下焊开关,提前送气,高频放电把氩气击穿
电离,从而引燃电弧。
(2)填丝焊接
焊接时,在钨极与工件间产生电弧,填充金属从一侧送入,在电
弧热的作用下,填充金属与工件熔融在一起形成焊缝。
为了防止电极的熔化和烧损,焊接电流不能过大。
填丝时必须等母材熔化充分后才可填加,以免未熔合,填充位置一定要填到熔池前沿部位,并且焊丝收回时尽量不要马上脱离氩气保护区。
氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:
焊枪保持70~80°倾角,焊丝倾角为10~20°,焊枪作直线匀速移动,并在移动过程中观察熔池,焊丝的送进速度与焊接速度要匹配,焊丝不能与钨极接触,以免烧坏钨极,焊枪。
同时根据焊缝金属颜色,来判定氩气保护效果的好坏。
(3)收弧
①焊接结束时,焊缝终端要多添加些焊丝金属来填满弧坑。
熄灭
电弧后,在熄弧处多停留一段时间,使焊缝终端得到充分氩气保护,防止氧化。
②利用焊机的电流衰减装置,在焊缝终端结束前关闭控制按钮,此时电弧继续燃烧,焊接继续,直至电弧熄灭,保证了焊缝端部不至于烧穿,保证了焊缝质量。
五、焊接质量
焊缝表面颜色与气体保护效果见下表。
焊件材料效果
不锈钢
最好良好较好不良最坏银白、金
黄
蓝色红灰灰色黑色最好良好较好不良最坏。