铣削用量的选择
- 格式:doc
- 大小:252.00 KB
- 文档页数:6
切削用量三要素计算公式切削用量三要素计算公式是指在切削过程中,根据切削速度、进给速度和切削深度来计算切削用量的公式。
切削用量是切削过程中切除材料或切削液的量,是衡量切削过程中切削效果的一个重要指标。
在切削加工过程中,切削用量的合理控制对于提高切削效果、延长刀具寿命和提高加工效率都起到至关重要的作用。
切削用量三要素包括切削速度、进给速度和切削深度。
切削速度是指刀具与工件相对运动的速度,单位通常是m/min。
进给速度是指切削刃每转一周,工件上移动的距离,单位通常是mm/rev。
切削深度是指刀具切削刃在一个工件上的进入深度,单位通常是mm。
切削用量的计算公式为:切削用量=切削速度×进给速度×切削深度切削用量的计算公式可以根据不同的切削形式和加工要求进行调整。
下面将分别介绍一些常用的切削用量计算公式。
1.对于铣削加工:切削用量=切削宽度×进给速度×加工长度其中,切削宽度是指铣刀径向切削刀具之间的距离,通常是成刀具直径的倍数。
2.对于车削加工:切削用量=切削深度×进给速度×加工长度其中,切削深度是指刀具在工件中切削的最大深度。
3.对于钻削加工:切削用量=钻孔直径×进给速度×加工长度其中,钻孔直径是指钻头直径,进给速度是指每转一周,工件上移动的距离。
4.对于镗削加工:切削用量=镗孔直径×进给速度×加工长度其中,镗孔直径是指镗刀直径。
需要注意的是,切削用量的计算公式只是一个理论值,实际加工时往往需要根据具体材料性质、刀具情况、工件形状和加工要求等因素进行适当调整。
切削用量的合理选取对于加工质量的影响非常大。
合理的切削用量可以确保工件表面质量良好,避免切削过程中产生过大的切削力和切削热量,减少工件表面的热影响区,避免刀具磨损过快和强制振动的产生,提高切削效率和工件精度。
因此,在选择切削用量时应充分考虑刀具材料、刀具形状、刀具刃数、切削方式、切削速度和切削深度等因素,并根据实际情况进行调整。
0引言刀具选择与切削用量确定是数铣加工中十分重要的环节,直接关系到加工精度、加工表面质量、加工效率。
选择合适的刀具和切削用量可使加工以最低的成本、最短的时间达到最佳的加工质量。
随着CAD /CAM 技术的发展,许多软件都有自动编程功能,数铣加工刀具的选择和切削用量的确定都在计算机上使用软件完成。
编程人员只要在CAD/CAM 软件的工艺规划中设置了刀具和切削用量等参数,就可通过后置处理自动生成NC 程序。
数铣加工中是在人机交互状态下完成加工刀具的选择和切削用量的确定,因此要求编程人员必须懂得刀具选择和切削用量确定的基本原则和方法。
1数控铣削加工的刀具选择[1]编程人员应按数控铣床的加工能力、工件的材料性能、加工工序、切削用量、相关因素正确地选用刀具。
(1)数控铣床常用的刀具种类。
按铣刀形状可分为:1)平刀;2)球刀;3)牛鼻刀;4)异形刀等。
按铣刀用途可分为:1)立铣刀;2)端铣刀;3)键槽铣刀等。
按铣刀材料可分为:1)高速钢铣刀;2)硬质合金铣刀;3)金刚石铣刀;4)立方氮化硼铣刀;5)陶瓷铣刀等。
(2)选择刀具应考虑的主要因素。
1)工件的材料和性能:有色金属、黑色金属、复合材料、塑料等;及其硬度、刚度、塑性、韧性、耐磨性等。
2)加工工艺类别:粗加工、半精加工、精加工等。
3)工件的几何形状、加工余量、零件精度等。
4)机床的加工能力、刀具能承受的切削用量等。
(3)铣刀类型的选择。
数铣加工CAD/CAM (如:M asterCAM )中可选用的刀具种类很多,数铣中常用刀具的用途如下:1)平刀(r =0)用于加工凸台、凹槽、小平面,开粗和光刀时都可使用,平刀主要用于开粗、平面光刀、外形光刀、清角(清根)。
2)球刀(r =D/2)主要用于曲面光刀,对平面开粗及光刀时粗糙度大,效率低。
3)牛鼻刀(<D )主要用于开粗、平面光刀,适合于加工硬度较高的材料,常用的牛鼻刀圆角半径为R0.2~R6。
4)面铣刀用于较大平面的加工。
加工中心切削用量选用
表
The manuscript was revised on the evening of 2021
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量
加工中心切削用量参照表
表1 8-20高速钢立铣刀粗铣切削用量参考值
表2 硬质合金面铣刀加工平面时的切削用量
表3 涂层硬质合金铣刀的切削用量
注:铣削端面时切削深度为轴向切削深度,铣削侧面时切削深度为径向切削深度。
表4 高速钢钻头钻孔时的进给量。

切削用量的选择一、引言切削用量的选择是机械加工中非常重要的一项工作,它直接影响到加工质量、生产效率和设备寿命等方面。
因此,正确选择切削用量是保证机械加工质量和效率的关键。
二、切削用量的定义切削用量是指在机械加工过程中,钻头、铣刀或其他刀具每次进给或每分钟进给的长度或数量。
通常包括进给速度、转速和切深等。
三、影响切削用量的因素1.材料硬度:材料硬度越高,所需的切削力就越大,因此需要减小切削用量。
2.材料性质:不同材料具有不同的物理性质和化学性质,在选择切削用量时需要考虑这些因素。
3.加工精度:如果要求高精度加工,则需要降低切削用量以减少误差。
4.设备能力:设备本身也有其最大可承受的进给速度、转速等限制,需要根据设备能力进行选择。
5.加工方式:不同的加工方式对于所需的切削用量也有影响,例如铣削和车削的切削用量选择不同。
四、切削用量的选择方法1.根据材料硬度选择切削用量:一般来说,材料硬度越高,所需的切削力就越大,因此需要减小切削用量。
但是也需要注意,如果切削用量过小,则会导致加工时间过长、工具磨损严重等问题。
2.根据加工精度选择切削用量:如果要求高精度加工,则需要降低切削用量以减少误差。
此时可以通过增加进给次数或减小每次进给长度来实现。
3.根据设备能力选择切削用量:设备本身也有其最大可承受的进给速度、转速等限制,需要根据设备能力进行选择。
如果超过了设备能力,则会导致设备故障或者加工效率下降。
4.根据材料性质选择切削用量:不同材料具有不同的物理性质和化学性质,在选择切削用量时需要考虑这些因素。
例如对于易碎材料,应该采取小进给、低转速的方式进行加工。
5.根据加工方式选择切削用量:不同的加工方式对于所需的切削用量也有影响,例如铣削和车削的切削用量选择不同。
一般来说,铣削时需要较大的切削用量,而车削时则需要较小的切削用量。
五、切削用量的优化1.合理选择刀具:不同类型的刀具适用于不同材料和加工方式,在选择刀具时需要考虑这些因素。
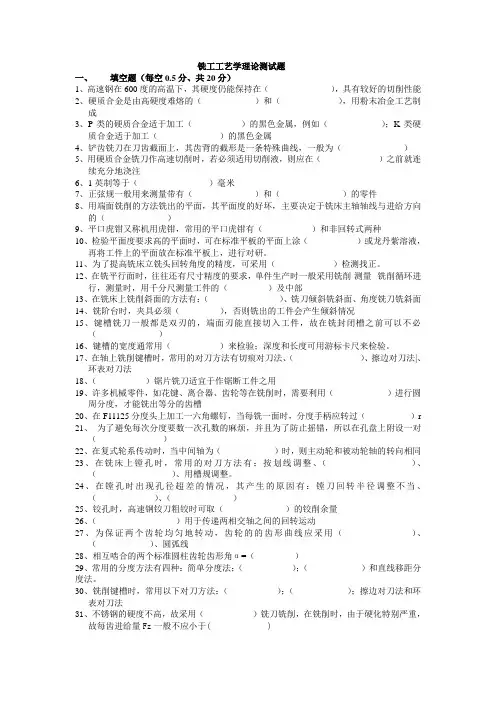
铣工工艺学理论测试题一、填空题(每空0.5分、共20分)1、高速钢在600度的高温下,其硬度仍能保持在(),具有较好的切削性能2、硬质合金是由高硬度难熔的()和(),用粉末冶金工艺制成3、P类的硬质合金适于加工()的黑色金属,例如();K类硬质合金适于加工()的黑色金属4、铲齿铣刀在刀齿截面上,其齿背的截形是一条特殊曲线,一般为()5、用硬质合金铣刀作高速切削时,若必须适用切削液,则应在()之前就连续充分地浇注6、1英制等于()毫米7、正弦规一般用来测量带有()和()的零件8、用端面铣削的方法铣出的平面,其平面度的好坏,主要决定于铣床主轴轴线与进给方向的()9、平口虎钳又称机用虎钳,常用的平口虎钳有()和非回转式两种10、检验平面度要求高的平面时,可在标准平板的平面上涂()或龙丹紫溶液,再将工件上的平面放在标准平板上,进行对研。
11、为了提高铣床立铣头回转角度的精度,可采用()检测找正。
12、在铣平行面时,往往还有尺寸精度的要求,单件生产时一般采用铣削-测量--铣削循环进行,测量时,用千分尺测量工件的()及中部13、在铣床上铣削斜面的方法有:()、铣刀倾斜铣斜面、角度铣刀铣斜面14、铣阶台时,夹具必须(),否则铣出的工件会产生倾斜情况15、键槽铣刀一般都是双刃的,端面刃能直接切入工件,故在铣封闭槽之前可以不必()16、键槽的宽度通常用()来检验;深度和长度可用游标卡尺来检验。
17、在轴上铣削键槽时,常用的对刀方法有切痕对刀法、()、擦边对刀法|、环表对刀法18、()锯片铣刀适宜于作锯断工件之用19、许多机械零件,如花键、离合器、齿轮等在铣削时,需要利用()进行圆周分度,才能铣出等分的齿槽20、在F11125分度头上加工一六角螺钉,当每铣一面时,分度手柄应转过()r21、为了避免每次分度要数一次孔数的麻烦,并且为了防止摇错,所以在孔盘上附设一对()22、在复式轮系传动时,当中间轴为()时,则主动轮和被动轮轴的转向相同23、在铣床上镗孔时,常用的对刀方法有:按划线调整、()、()、用槽规调整。
钛合金零件切削用量与刀具参数的选择- 中华工具网钛合金零件切削用量与刀具参数的选择 主要加工方法钛合金零件的加工余量比较大,有的部位很薄(2~3mm),主要配合表面的尺寸精度、形位公差又较严,因此每项结构件都必须按粗加工→半精加工→精加工的顺序分阶段安排工序。
主要表面分阶段反复加工,减少表面残余应力,防止变形,最后达到设计图的要求。
其主要的加工方法有铣削、车削、磨削、钻削、铰削、攻丝等。
铣削用量及刀具的选择钛合金结构件中大量应用铣削加工,如零件内外型面。
刀具应选择具有高硬度、高抗弯强度和韧性、耐磨性好、热硬性好、工艺性好、散热性好的材料,主要为高速钢W6Mo5Cr4V2Al、W2Mo9Cr4VCo5(M42)和硬质合金YG8、K3O、Y330。
刀具几何参数应以保证刀具强度高、刚性好、锋利为原则,细长比不能过大,并分粗、精加工两种,加工时最好采用顺铣。
铣削刀具参数见表1,常规加工铣削用量见表2。
铣削时必须注入充足的水溶性油质切削液来降低刀具和工件的温度,切削液流量应不小于5L/min,以延长刀具的使用寿命。
在上述常规加工的基础上,为进一步提高铣削加工效率,我们在强力铣加工中心机床上进行了高效铣削试验,获得了较理想的切削用量、刀具和切削液,铣削用量数据见表3。
通过高效铣削与常规对比可以看出,高效铣削加工比常规加工效率提高了2~4倍,零件表面质量也得到较大的提高,加工周期大大缩短,制造成本相应降低。
车削用量及刀具的选择在刀具、切削用量、切削液选择合理的情况下,钛合金车削并不困难,与加工合金钢接近。
但车削钛合金表面氧化皮较为困难,一般在加工前用酸洗方法去掉表面薄层氧化皮,然后车削剩余的氧化皮,车削时切削深度应超过氧化皮深度1~5倍,走刀量可加大,但切削速度应降低。
刀具材料应选择YG类硬质合金材料。
刀具几何参数选择:前角g0=4°~8°,后角a0=12°~18°,主偏角Ø45°~75°,刃倾角l=0°,刀尖圆弧半径r=0.5~1.5mm。
铣削用量的选择
铣削每齿进给量f z
主轴转速n=1000v c /(πD)=xxx r/min
V f =f z (每齿进给量)*Z(齿数)* n (主轴转速)=xxx mm/min
注:铣削铸铁、铜及铝合金,进给量可增加30%~40%
硬质合金立铣刀加工平面和凸台时的进给量
注:表中所列进给量可得到Ra6.3~Ra3.2的表面粗糙度。
铣削时的切削速度推荐值
注:①粗铣时切削负荷大,v
c 应取小值;精铣时,为了降低表面粗糙度值,v
c
应取大值;
②经实际切削后,如发现铣刀耐用度太低,应适当减小v
c。
高速钢钻头加工铸铁的切削用量
=20~30m/min 注:采用硬质合金钻头加工铸铁时取V
c
高速钢钻头加工钢件的切削用量
高速钢铰刀铰孔的切削用量
镗孔的切削用量
注:当采用高精度的镗刀镗孔时,由于余量较小,直径余量不大于0.2mm,切削速度可提高些,铸铁件为100~150m/min,钢件150~250m/min,铝合金为200~400m/min,巴氏合金为250~500m/min,进给量可在0.03~0.1mm/r范围内。
普通螺纹底孔钻头直径
攻丝:用丝锥攻螺纹叫攻丝,
1)普通螺纹攻丝前的底孔钻头直径
=d-P
当P≤1时 d
≈d-(1.04~1.08)P
当P>1时 d
2)攻螺纹的转速
丝锥攻螺纹时,进给速度的选择决定于螺距,对于刚性攻螺纹和用攻螺纹夹头的浮动攻螺纹,进给计算如下:
速度V
f
V
=P×S
f
式中:V
------进给速度(mm/min),一般不要带小数;
f
P--------螺距(mm)
S--------主轴转速(r/min)
攻螺纹切削用量
IT7、IT8级孔的加工方式及其工序间的加工余量。