HWS静压造型的排气塞功能和作用DOC
- 格式:doc
- 大小:4.23 MB
- 文档页数:19
压力排气阀工作原理及作用意大利OR排气阀广泛应用于供水、供暖和设备配套,是中国80%以上空调厂、太阳能厂、锅炉厂的指定使用产品,OR排气阀包括空调排气阀、太阳能排气阀、暖气排气阀、锅炉排气阀,各种规格备有大量库存,产品质量可靠,杜绝国产排气阀漏水或不排气的情况发生,选择意大利OR排气阀就是选择品质。
排气阀的工作原理:当系统中有气体溢出时,气体会顺着管道向上爬,最终聚集在系统的最高点,而排气阀一般都安装在系统最高点,当气体进入排气阀阀腔聚集在排气阀的上部,随着阀内气体的增多,压力上升,当气体压力大于系统压力时,气体会使腔内水面下降,浮筒随水位一起下降,打开排气口;气体排尽后,水位上升,浮筒也随之上升,关闭排气口。
同样的道理,当系统中产生负压,阀腔中水面下降,排气口打开,由于此时外界大气压力比系统压力大,所以大气会通过排气口进入系统,防止负压的危害。
如拧紧排气阀阀体上的阀帽,排气阀停止排气,通常情况下,阀帽应该处于开启状态。
排气阀的作用:排气阀应用于独立采暖系统、集中供热系统、采暖锅炉、中央空调、地板采暖及太阳能采暖系统等管道排气。
因为水中通常都溶有一定的空气,而且空气的溶解度随着温度的升高而减少,这样水在循环的过程中气体逐渐从水中分离出来,并逐渐聚在一起形成大的气泡甚至气柱,因为有水的补充,所以经常有气体产生。
OR排气阀的优点:1.OR排气阀的浮筒采用低密度的PPR和复合材料材料,此材料即使长时间在高温水的浸泡下也不会产生变形。
不会造成浮筒活动困难。
2. OR排气阀的浮筒杠杆采用硬质塑料,杠杆与浮筒和支座之间的联接都采用活动联接,故不会在长期运行时产生锈蚀,导致系统不能工作而发生漏水。
3.OR排气阀的杠杆的密封端面部分是采用弹簧支撑,可以随杠杆的运动相应伸缩,保证在不排气的情况下的密封性。
排气阀的安装:1.排气阀必须垂直安装,即必须保证其内部的浮筒处于垂直状态,以免影响排气;2.排气阀在安装时,最好跟隔断阀一起安装,这样当需要拆下排气阀时进行检修时,能保证系统的密闭,水不致外流;3.排气阀一般安装在系统的最高点,有利于提高排气效率。
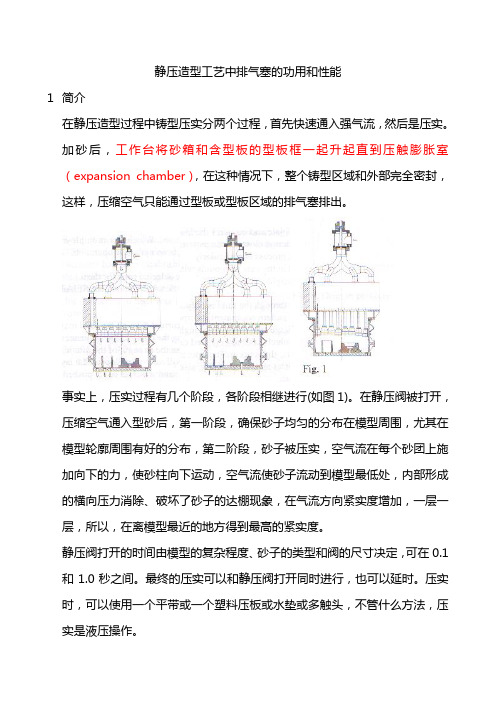
静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实。
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansion chamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出。
事实上,压实过程有几个阶段,各阶段相继进行(如图1)。
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度。
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0.1和1.0秒之间。
最终的压实可以和静压阀打开同时进行,也可以延时。
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作。
静压空气流一耗尽(时间设定),静压阀就立即关闭。
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法。
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞。
图2 砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2 的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实。
通过加倍排气塞面积,扩大了排气面积, 空气流有效性明显提高,所以型板四周紧实度增加。
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm 的模型上的凹槽处建立合理的排气面积,数据表明(如图3):砂型硬度和空气流有关,而空气流又由排气塞的尺寸和数量决定。

排气塞在铸造模具中的应用石炳华【摘要】主要介绍了17型车钩整体芯冷芯盒模具型腔内上、下耳孔处排气不畅的情况。
通过下芯和预埋芯工艺均有缺陷,而通过合理使用排气塞,则较好的提高了砂芯的质量及成品率。
%That uninhibited circumstances of aerofluxus have not been existing in both upper and lower earholes inside the cavity of cold core box of an integrated core of Model 17 coupler resulting in low degree of packing of sand core has been mainly introduced.Defects have been found in present technologies of core setting and superimposed core while both the quality and rate of ifnal products of sand core have been highly increased with intelligent use of core vent hence the pouring and castings quality in the late have been given security.【期刊名称】《中国铸造装备与技术》【年(卷),期】2014(000)003【总页数】3页(P13-14,15)【关键词】排气塞;冷芯盒;铸造模具;质量【作者】石炳华【作者单位】宁波全力机械模具有限公司,浙江宁波 315700【正文语种】中文【中图分类】TG241.9冷芯盒制芯技术是目前应用最广泛、高效的制芯技术。
其制芯原理是在常温下将气体吹入芯盒,使型腔中按比例配好的芯砂反应并硬化,从而得到所需的砂芯。


模具排气塞使用说明《模具排气塞使用说明》嗨,大家好!今天我要给大家讲讲模具排气塞这个超级重要的小玩意儿呢。
我先给大家说说我是怎么认识模具排气塞的吧。
我爸爸呀,他在一个工厂里工作,那里有好多好多的模具。
有一次,我跟着爸爸去他的工厂玩,就看到那些大大的、奇奇怪怪形状的模具啦。
我就好奇地问爸爸,这些模具是用来做什么的呀?爸爸就告诉我,这些模具可以做出各种各样的东西,像我们用的塑料小盒子、小汽车的一些零件什么的。
然后我又看到模具上有一些小小的东西,就像一个个小钉子似的,我又问爸爸,这是什么呀?爸爸就笑着告诉我,这就是模具排气塞。
那模具排气塞到底有啥用呢?这就好比我们人呼吸一样呀。
我们人要是不能呼吸,那可就糟糕透顶了,会憋得难受极了。
模具也一样呢,如果没有排气塞,在制作东西的时候,里面的空气就出不来。
这空气出不来会怎样呢?就像是有个调皮捣蛋的小怪兽在里面捣乱一样。
比如说要做一个塑料小杯子,要是空气在模具里出不来,那做出来的杯子可能就会有小坑坑洼洼的地方,或者有的地方根本就没做好,就像我们画画的时候,突然有人来捣乱,画就画得乱七八糟了。
那怎么把模具排气塞安装到模具上呢?这可不能随随便便的哦。
我看那些叔叔阿姨在工厂里安装的时候,可小心啦。
首先呢,要找到模具上合适的位置。
这个位置呀,就像是给排气塞找一个专属的小窝一样。
这个小窝得在那些容易有空气聚集的地方。
要是找错了地方,那就跟我们睡觉找错了床一样,肯定不舒服。
然后呢,要把排气塞稳稳地放进去或者拧进去,这就像我们把小钉子钉进墙里一样,得让它牢固得很。
要是没安装好,那在模具工作的时候,排气塞可能就会掉出来,那可就完蛋啦。
我还看到那些叔叔阿姨们对模具排气塞可爱护啦。
他们时不时就会检查一下排气塞有没有损坏呢。
就像我们检查自己心爱的小玩具一样。
我就问一个叔叔,为啥要这么频繁地检查呀?叔叔就告诉我,要是排气塞坏了,就像我们的鼻子被堵住了一样,那模具里面的空气就又没办法好好排出去了。
1 德国HWS 公司静压造型线从德国HWS 公司进口了一条EFA2SD6 静压造型自动线,主要用于发动机的铸件生产。
该线的设计生产率为80 整型/ h,设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000 箱以上,年产量为20000万吨汽车配件。
1. 1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/ 350 mm生产率80 整型/ h循环砂箱/ 小车数190 副/ 195 辆全线总功率340kW液压定量泵3 台,360L/ min液压变量泵1 台,360L/ min储能器1 台,100L齿轮循环泵1 台,450L/ min1. 2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。
造型段主要由分箱机、造型推送缸、造型辊道、空箱清扫机、静压造型机、翻箱机、移箱机、造型缓冲缸等组成。
转运车1 把空砂箱和平板小车一起移入分箱机2 ,2 松开箱卡依次提起上下箱,提升上下箱时油缸的行程是不同的,油缸的行程是由脉冲编码器控制的。
在造型推送缸3 和缓冲缸12 相互配合下,上下箱被推上造型辊道,由4 和5 对砂箱进行清扫和外型检查。
然后进入造型机中心,举起砂箱完成接箱、加砂、静压、压实和回程起模。
辊道上每移动一个铸型,翻箱机7 就翻转180Ü(正反转) 。
刮砂机9 在铸型移动时对砂箱背面进行刮砂,然后铸型进入移箱机11 ,11 依次抓起上下型分别放在下芯辊道和平板小车上。
提起和放下铸型的油缸是由脉冲编码器控制的。
下芯合箱浇注段主要由中间推送缸、中间缓冲缸、下芯辊道、铣浇口机、扎气眼机、下芯机和合箱机组成。
主要完成铣浇口、扎气眼、下芯和合箱。
合箱机18 夹紧并提起上型翻转180Ü,在中间推送缸13 和缓冲缸19 的作用下铸型向前移动一个位置, (移箱机把上型放在这留下的空位) 。
下型移进合箱机18 ,把上型放下合箱,并卡紧箱卡。
通气塞标准通气塞是一种安全、有效的装置,用于维持环境中的气压平衡,以确保正常的空气流动。
通气塞通常用于汽车、家用电器、医疗设备和工业机械等领域,起到防止压力积聚、防止爆炸和防止产生负压的作用。
为了确保通气塞的性能达到标准要求,以下是一些通气塞的相关参考内容。
1. 测试方法和标准:- 流量测试:通气塞的性能之一是其能在一定的时间内通过一定量的气体。
测试时可以使用测压计或流量计来测量通过通气塞的气体流量。
- 气密性测试:通气塞应具有良好的气密性,以防止气体泄漏。
测试时可以使用封闭容器和检测仪器来测量通气塞的泄漏情况。
- 压力测试:通气塞可能需要承受一定的压力,测试时可以使用压力计来测量通气塞能够承受的最大压力。
- 耐用性测试:通气塞应具有一定的耐久性,特别是在高温、低温、湿度和震动等恶劣环境条件下。
测试时可以使用模拟设备或实际环境进行长时间的测试。
2. 材料和制造要求:- 材料选择:通气塞通常由高温、耐腐蚀的材料制成,如不锈钢、铝合金等。
材料应符合相关的化学和物理性能要求。
- 制造工艺:通气塞的制造工艺应符合一定的标准,包括模具设计、注塑成型、喷涂或电镀等工艺要求。
- 尺寸和几何要求:通气塞的尺寸和几何形状应符合设计要求和相关标准,以确保其能够正确安装和使用。
- 表面处理:通气塞的表面可能需要进行耐腐蚀处理或喷漆处理,以提高其使用寿命和外观。
3. 标志和包装要求:- 标志要求:通气塞上应标识明确的性能参数、批次信息和制造厂家信息等。
标志应可见清晰,耐用度高,不易褪色和磨损。
- 使用说明书:通气塞应配备使用说明书,包括安装方法、使用条件和注意事项等。
使用说明书应简明扼要,易于理解。
- 包装要求:通气塞在包装时应保证安全、整洁,并且适合运输和存储。
包装材料应符合相关环保要求。
通过以上参考内容,可以确保通气塞的性能和质量达到标准要求。
然而,鉴于链接不能直接提供,建议在实际应用中参考相关的标准文件和技术规范,以确保通气塞的设计、制造和使用符合行业标准和法规要求。
静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实。
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansion chamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出。
事实上,压实过程有几个阶段,各阶段相继进行(如图1)。
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度。
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0.1和1.0秒之间。
最终的压实可以和静压阀打开同时进行,也可以延时。
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作。
静压空气流一耗尽(时间设定),静压阀就立即关闭。
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法。
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞。
图2 砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2 的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实。
通过加倍排气塞面积,扩大了排气面积, 空气流有效性明显提高,所以型板四周紧实度增加。
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm 的模型上的凹槽处建立合理的排气面积,数据表明(如图3):砂型硬度和空气流有关,而空气流又由排气塞的尺寸和数量决定。
SAVELLI双面压实造型和静压造型工艺的比较常州萨维利铸造技术有限公司<摘要>目前有代表性的有箱造型线,国外主要有德国KW、HWS、日本新东和意大利萨维利(SAVELLI)的双面压实造型线。
本文重点介绍被人们誉为“下一代造型技术”的双面压实造型技术,并且与传统的静压造型以及造型线作以全面的比较,使大家可以更深入地了解萨维利独特的双面压实造型工艺,其可以实现高硬度和好的透气性完美地结合,并且在能耗与控制可靠性方面有着显著的优势。
萨维利高效全自动造型线具有提供300整型/时和最大砂箱尺寸3500毫米的生产全套技术。
一、萨维利SAVELLI FORMIMPRESS双面压实造型工艺和造型线1、双面压实造型机造型工艺原理和特点双面压实造型和普通造型的区别只在于型砂和模板之间的相互移动不同。
它的造型过程和工艺是将预填框置于砂箱和模板之间。
采用模板随型压实工艺和多触头压实机构,模板可以作上、下自由移动,将预填框内的型砂从砂型(砂箱)分型面处挤压推入,其紧实度是分型面和背面高,而中间较低的理想曲线分布,实现了高紧实度和好的透气性完美结合。
紧实过程(请见图1所示)图1步骤一:通过造型机称量斗称量型砂,同时预填框处于最高位置;步骤二:提升工作台,将模板,预填框和砂箱举升到工作位置;步骤三:重力加砂,将型砂从称量斗中加入到砂箱;步骤四:多触头压头进入至砂箱上方,造型机中心工作位置,刮平多余型砂;步骤五:工作台带着模板,预填框和砂箱再次提升,预紧实;步骤六:提升模板,自下而上开始压实;步骤七:通过多触头,以15kg/cm2压力从顶部挤压完成终紧实;步骤八:工作台下降,通过预填框慢速平稳脱模;步骤九:快速分离,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造型区准备。
2、造型机主要结构组成组成结构包括:底部基础机构,顶部压头机构,机架,加砂和砂分配机构,带举升工作台的压实机构,中心转台旋转模板更换装置,模板吹喷装置,液压气控系统和电气控制系统。
静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实。
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansion chamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出。
事实上,压实过程有几个阶段,各阶段相继进行(如图1)。
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度。
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0.1和1.0秒之间。
最终的压实可以和静压阀打开同时进行,也可以延时。
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作。
静压空气流一耗尽(时间设定),静压阀就立即关闭。
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法。
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞。
图2 砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2 的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实。
通过加倍排气塞面积,扩大了排气面积, 空气流有效性明显提高,所以型板四周紧实度增加。
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm 的模型上的凹槽处建立合理的排气面积,数据表明(如图3):砂型硬度和空气流有关,而空气流又由排气塞的尺寸和数量决定。
A )排气塞在型板上,自由通道4%B )排气塞在墙壁上,自由通道4%C )大的排气塞,自由通道8%砂型硬度气流分布实际经验也表明:对于尤其精确的、深的模型轮廓,有必要开设大的排气面积,在随后的压实中,对其只有很有限的影响。
为生产出好的铸型,开设总型板面积的1—2%的排气面积即可。
在大多数情况下,通过在型板台车(pattern plate carrier )上开一圈排气塞即可实现。
对于不复杂的型板,在型板上不必开排气塞,在调试新型板时,建议先不要在型板上开设排气塞进行成型实验,然后再根据实际需要增加排气塞。
静压造型工艺中,排气面积和压降分布如下图记录(图4),在这一系列实验中,每种情况下,静压阀打开的时间都是1秒。
实验表明:排气面积占型板面积的1.7—1.9%时,静压阀关闭大约2.5秒后铸型区域内气压降至大气压,最后的压实可以在这一期间进行。
2 缝隙式排气塞 2.1 简介砂型硬度高度〇 排气面积3.2% ▽ 排气面积5.2% ● 排气面积7.1%图 3静压阀打开 时间气压型板排气面积图4 铸型区域内气压降铜制缝隙式排气塞已经在静压造型工艺上成功使用。
0.3mm宽的缝隙式排气塞可以设置在型板表面(如果在此处必须要排气塞的话)。
排气塞尺寸不会磨损,可以使用几年,材料也不会疲劳破坏,它们紧紧镶嵌在安装孔中,几乎不受任何损坏。
但是,铜制缝隙式排气塞要求定期保养和清洁,排气塞的堵塞对压实过程有很大危害。
2.2详细的设计和尺寸排气塞安装孔一般是软材料(木头、塑料、铝),钻孔最小公差至少为0.1mm,以确保排气塞不掉出去。
型板上排气塞定位孔深度必须和排气塞深度完全一致,以防止铸件表面出现印记,如果不一致将使排气塞和其他模型表面有高差。
铜制缝隙式排气塞在嵌入模型后应根据模型轮廓研磨,这样可能使缝隙宽度减小,应使用缝隙清洁装置或相似的装置将缝隙宽度开设到原始值0.3mm图5.铜制缝隙式排气塞有横向加强筋铜制蝶形排气塞铜制缝隙式排气塞由Willy Krauss GmbH公司Beilngries 制造3排气塞位置下面是排气塞布置位置的有关信息,排气塞准确位置的安排和数量由型板轮廓和型板的设计决定,在静压造型工艺介绍过程中,建议和我们的专家讨论许多典型型板系统,花几个小时去学习并明白排气塞设计原理。
一般,大直径的的排气塞优先于小直径的排气塞通过自由通道尺寸比较表明:一个直径为30mm的排气塞和4个直径为15mm 的排气塞或者7个直径为10mm的排气塞有同样的排气面积鉴于此,小直径排气塞只被使用在大排气塞无法布置的区域例如:肋板室(图6),各肋板之间间距很窄,只能安排小的排气塞,实验也表明:即使排气面积相同,大的排气塞比小的排气塞更有效,图7数据也明显表明:在型砂的压实过程中,大的排气塞有更好的效果。
这一点也被实际经验证明。
在理想条件下,当使用金属型板并且砂子性能也比较好,只使用空气流就可以使型板附近型砂硬度达到如下值。
3.1 型板框型板框(图8)在静压造型工艺中用于使空气流从铸型区域很好的排出,型板框图 6图 7〇 排气塞直径 10 mm排气面积4.1% ● 排气塞直径 25 mm排气面积4.0%高度砂型硬度的设计应适合安排整体型板或分体型板,这样就可以不需花费大的费用使现存型板适合新的安装情况,型板的设计一般比砂箱内尺寸小40—70mm ,这样在型板和砂箱壁之间有20—30mm 的距离可以安排一圈排气塞,足够使空气流排出 排气塞沿着砂箱内壁安排,这样确保所有模型边缘被很好的压实型板台车是箱式,其侧壁朝内有一定偏距,足够连接排气塞孔突出到箱体外部,侧壁有大的开口使从型板排气塞排到型板台车上的空气没有压力的排到外面 型板必要的支撑上应有大的孔洞用来避免产生凹槽,在那儿容易形成内部气压对型板框的生产精度要求很高,因为它对生产高质量铸件有关键影响,所以要求有特殊的照顾和保养 3.2型板上的排气塞在型板上安置额外的排气塞是很困难的,排气塞和型板侧壁圆角末端的间距将是2mm ,排气塞之间的距离将根据模型的复杂程度可能在5到15mm ,在任何情况下,这个距离都不能大于排气塞直径,排气塞缝隙将平行于型板壁(图9)。
为安装排气塞更方便,HWS 发明了一个简单的中心钻孔装置,用于钻排气塞孔图8图103.3极限的利用模型区域静压造型工艺允许极限的利用模型区域,和别的图9压实工艺相比,模板的边缘可以很靠近砂箱内壁, 大的排气塞安排在此位置,使气流有效性最大, 在异常情况下,排气塞可能被型 板覆盖(图11).型板和砂箱壁的间距A 或者两型板之间的间距由型板高度H 决定(图12) 下面是型板布置的指导距离,这些值将根据型板的设计和型砂的质量而变化3.4 模型的极限情况在型板有窄且深的凹槽时,大直径的排气塞可能一个紧挨一个,在异常情况下,有可能被模型覆盖,在这些模型区域的排气面积大约是8%.(图3) 3.5 排气塞的不同影响图12图11实验表明:大排气塞在小排气塞附近以及排气塞堵塞对压实过程的影响,大排气塞安排在小排气塞附近将增加他们的有效性,如果有三个排气塞被堵塞,砂型硬度将惊人的下降图14所有带”*”的标记都被De Globe执行,也在各种出版物上出版最好的事例:安排排气塞制造带有肋板的电机壳,通过大的排气塞围绕型板,砂型硬度增加2.6圆的砂柱静压造型工艺可以根据以下比率形成圆的砂柱砂胎高/直径=H/D=2.5/1型板拔模斜度是0.5º在砂柱周围必须有足够的排气塞面积对圆砂柱,建议安排的排气塞以下给的是在这个区域安排的排气图16 塞的最大尺寸和数量的参考值大多数场合下,较少的小排气塞已足够,他们将根据提供的设计数据安排,既不松又可最大的增加排气面积3.7 长砂条(Sand Cross Pieces)在两个型板之间造出窄的砂条,必须安置足够多的排气塞确保足够大的排气面积(图18)当安置型板时,要考虑型板之间的间距(详见3.3)建议为长砂条安置的排气塞如图示以上所有建议都假定:型板适合高压造型,型砂有好的压实性能4 排气孔的连接孔为了确保排气孔不产生内压,排气塞后的连接孔必须无瓶颈或堵塞4.1在厚壁零件上的连接孔如果连接孔通过厚壁或者肋板,为了防止内部产生压力,连接孔外部应扩大,从其另一面扩钻,将比排气孔直径大5 mm4.2 平的型板平型板放置在支撑框架上,应注意支撑框架不能覆盖连接孔,如果有覆盖,在型板反面应开孔(图20)4.3肋板类型板在使用肋板类型板时,要求肋板和外部有相通的部分,如有必要,部分肋板将割断以提供必要的通道5 静压装置原理上,所有静压造型机的压实装置是相同的(图22)每个造型机装配有一个进气阀A,它确保足够量的气流在瞬间得到,同时防止空气压缩机内的气压下降,气阀直接安装在机器上以使提供给机器的压力下降最小,在气阀和压实装置之间的管路上有一个开关阀作为静压阀“B“静压阀打开的时间有电气程序编程控制,为了1 保持气流消耗最小2 从排气塞区域快速排气静压阀打开的时间应尽可能短在高的复杂的型板,打开时间可以渐增直到达到足够压实力上下砂箱的静压阀打开时间可以分别设置在慢速运行造型机时,气流从型板框或型板的排气塞排出在快速运行造型机时,通过排气塞排气的时间不够,这时候有一个卸压阀“C“当压实板或多触头已压到型砂表面时,卸压阀才能打开,如果阀在别的时间打开,扩散的空气可能再一次松散压实的型砂6.静压压实顺序0.2---0.5s0.2---0.8s0---1s1---3s填满砂的砂箱和余砂框压触膨胀室,压实过程开始压实工作台升起压着型板装置,砂箱和余砂框接触膨胀室,“压实工作台升起”的信号使延时开始,延时的目的是确保静压阀在造型室(moulding compartment)完全密封的情况下打开,在这个时间末,静压阀打开,静压阀打开的时间是生产好的产品的关键因素,静压阀打开的时间将在调试时建立和设置(和打开行程有关),在造型室有一个压力表“D ”用来做简单的视觉检查,在有气流时,指针摆到4bar 然后很快下降。
在很多情况下,在压实已经开始后有必要再次打开静压阀,二次气流开始的时间和持久度通过时间决定。
气流压实完成后,最终压实开始,压实由液压驱动,压实板或者多触头一旦压实型砂表面就形成一个反压力,短时间后,压实压力达到提前设置的值,这时,压实时间开始,接到“压实时间完成”的 命令和二次气流后静压阀已经关闭的信号,压头返回到其起始位置,工作台开始下降,压实过程完成。
压实过程中问题及对策0.1---0.3s。