纬编针织物分析方法
- 格式:doc
- 大小:29.50 KB
- 文档页数:3
纬编针织物常见疵点的原因及其解决措施1.针织圆机的结构要解决问题,那就先对事物有一定的了解和认识。
下面就先介绍一下针织大圆机的结构:纬编针织是将纱线由纬向喂入到针织机的工作针上,使纱线顺序地弯曲成圈并相互串套而形成织物的一种方法。
针织大圆机主要由给纱机构、编织机构、牵拉卷取机构、传动机构和辅助机构组成。
(一)给纱机构其作用是将纱线从筒子上退解下来,不断地输送到编织区域,以使编织能连续进行。
针织大圆机的给纱机构有积极式、半积极式和消极式3种类型。
目前生产中常采用积极式给纱机构,以固定的速度进行喂纱,控制针织物的线圈长度,使其保持恒定,以改善针织物的质量。
(二)成圈机构其作用是将喂入的纱线通过成圈机件的运动编织成针织物。
成圈机构由织针等多种成圈机件组成,能独自把喂入的纱线形成线圈而编织成针织物的编织机构单元称为成圈系统。
纬编机一般都装有较多的成圈系统,成圈系统数越多,机器一转多编织的横列数越多,生产效率就越高。
(三)牵拉卷取机构其作用是将已形成的针织物从成圈区域引出,并卷成一定形式的卷装,以使编织过程能顺利进行。
牵拉卷取量的调节对成圈过程和产品质量有很大的影响,为了使织物密度均匀、门幅一致,牵拉卷取必须连续进行,而且张力稳定。
此外,卷取坯布时还要求卷装成形良好。
(四)传动机构其作用是将动力传送给上述各个机构,使它们协调工作而完成各自的任务。
传动机构要求传动平稳、动力消耗小、便于调节、操作安全方便。
(五)辅助装置其作用是扩大机器的工艺可能性或使机器便于调节和看管,保证编织正常进行,如机器上的花型机构、自动加油装置、清洁除尘装置、各种自停装置等。
2.常见疵点针织大圆机在编织时出现的机械故障和织物疵点的原因较多且比较复杂。
第1节针织物组织的形成原理与原料特性分析纬编针织物是利用织针把纱线弯曲成线圈,然后将线圈相互串套和连结而形成的针织物。
根据工艺特点的不同,针织物分为经编针织物和纬编针织物两大类。
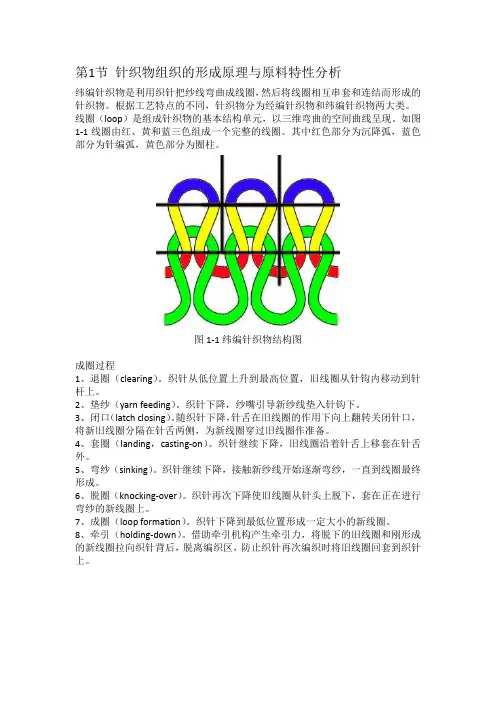
线圈(loop)是组成针织物的基本结构单元,以三维弯曲的空间曲线呈现。
如图1-1线圈由红、黄和蓝三色组成一个完整的线圈。
其中红色部分为沉降弧,蓝色部分为针编弧,黄色部分为圈柱。
图1-1纬编针织物结构图成圈过程1、退圈(clearing)。
织针从低位置上升到最高位置,旧线圈从针钩内移动到针杆上。
2、垫纱(yarn feeding)。
织针下降,纱嘴引导新纱线垫入针钩下。
3、闭口(latch closing)。
随织针下降,针舌在旧线圈的作用下向上翻转关闭针口,将新旧线圈分隔在针舌两侧,为新线圈穿过旧线圈作准备。
4、套圈(landing,casting-on)。
织针继续下降,旧线圈沿着针舌上移套在针舌外。
5、弯纱(sinking)。
织针继续下降,接触新纱线开始逐渐弯纱,一直到线圈最终形成。
6、脱圈(knocking-over)。
织针再次下降使旧线圈从针头上脱下,套在正在进行弯纱的新线圈上。
7、成圈(loop formation)。
织针下降到最低位置形成一定大小的新线圈。
8、牵引(holding-down)。
借助牵引机构产生牵引力,将脱下的旧线圈和刚形成的新线圈拉向织针背后,脱离编织区,防止织针再次编织时将旧线圈回套到织针上。
第2节纬编针织物分类与表示方法针织物组织针织物组织定义为组成针织物的结构单元(线圈、悬弧、浮线)以及附加纱线或纤维集合体的配置、排列、组合与联结的方式,决定了针织物的外观和性质。
如图2-1显示,除了线圈外,还包含了1悬弧和2浮线,并且线圈、悬弧和浮线这三种结构单元按照一定方式排列组合。
如图2-2称为衬纬组织。
其中出了线圈外,还包含黑色横向附加纱线,并且线圈和附加纱线按照一定方式排列配置。
图2-1三种结构单元排列组合图2-2线圈附加纱线1、基本组织由线圈以最简单的方式组合形成,是针织物各种组织的基础。
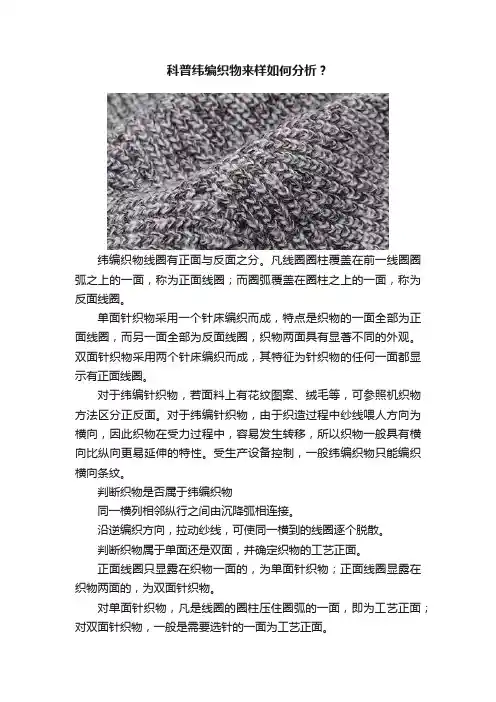
科普纬编织物来样如何分析?纬编织物线圈有正面与反面之分。
凡线圈圈柱覆盖在前一线圈圈弧之上的一面,称为正面线圈;而圈弧覆盖在圈柱之上的一面,称为反面线圈。
单面针织物采用一个针床编织而成,特点是织物的一面全部为正面线圈,而另一面全部为反面线圈,织物两面具有显著不同的外观。
双面针织物采用两个针床编织而成,其特征为针织物的任何一面都显示有正面线圈。
对于纬编针织物,若面料上有花纹图案、绒毛等,可参照机织物方法区分正反面。
对于纬编针织物,由于织造过程中纱线喂人方向为横向,因此织物在受力过程中,容易发生转移,所以织物一般具有横向比纵向更易延伸的特性。
受生产设备控制,一般纬编织物只能编织横向条纹。
判断织物是否属于纬编织物同一横列相邻纵行之间由沉降弧相连接。
沿逆编织方向,拉动纱线,可使同一横到的线圈逐个脱散。
判断织物属于单面还是双面,并确定织物的工艺正面。
正面线圈只显露在织物一面的,为单面针织物;正面线圈显露在织物两面的,为双面针织物。
对单面针织物,凡是线圈的圈柱压住圈弧的一面,即为工艺正面;对双面针织物,一般是需要选针的一面为工艺正面。
确定编织方向对织物分别从横向、直向拉伸,观察线圈结构,确定织物的纵行及横列方向,并沿织物纵向的上下边沿试拆织物,确定编织方向。
观察完全组织,并做标记对于完全组织明显的织物,可在织物正面按完全组织的纵行分布,用记号笔在起始纵行及结束纵行做好标记。
若完全组织纵行数较多,可以5个纵行或10个纵行为单位再做细分标记,直到完全组织结束。
然后判断织物属于单面还是双面,并确定织物的工艺正面对于完全组织不明显的织物,可从任一纵行开始,以每5个或10个纵行为间隔做标记,试拆一些横列后,从每一列线圈结构的循环规律中确定完全组织的宽度,再做正式的标记。
如果样布面积太大,则可从中裁取包含几个完全组织的一块,再试拆。
拆散织物,并记录线圈形态确定织物的编织方向后,左手握持织物,右手拉住从织物的逆编织方向可脱散的第一条纱线,轻轻拉动纱线,线圈从右向左逐个脱散。

关于纬编针织物线密度测试方法的探讨关键要点摘要:本文针对针织物纱线线密度与伸直张力之间的关系展开分析,同时整理了纬编针织物线密度测试方法应用原理,最后梳理了纬编针织物线密度测试方法的应用要点,以此来积累测试方法的应用经验,提高纬编针织物线密度测试结果的准确性。
关键词:纬编针织物;线密度测试;纱线质量从实际应用情况来看,针织物质地松软,具有良好的透气性和抗皱性,它的组织具有种类丰富、外观别致、品种颇多等特征。
随着针织行业的快速发展,在绝大部分服装中得到了应用。
纬编针织物作为常见种类,特别是针织物线密度将直接影响到产品质量。
通过整理线密度测试活动中需要注意的要点,可以更好地了解针织物生产质量,为后续改进措施的拟定提供良好参考。
1针织物纱线线密度与伸直张力之间的关系总结以往的数据分析经验可以得知,不同种类纱线制作的针织物,其线密度与伸直张力之间保持着一定关系,具体的分析结果如下:①棉纱或者棉型纱制作的针织物,如果估测的线密度值Q≤7.00tex,那么伸直张力数值为0.075Q(计量单位为cN);若线密度值Q>7.00tex,那么伸直张力数值为0.2Q+4(计量单位为cN)。
②毛纱、毛型纱、中长型纱制作的针织物,如果估测的线密度值Q在15.00-60.00tex,那么伸直张力数值为0.2Q+4(计量单位为cN);若线密度值Q 在61.00-300.00tex时,那么伸直张力数值为0.07Q+12(计量单位为cN)。
③若是非变形长丝纱制作成的针织物,那么所有数值的线密度Q,都可以通过0.5Q 来得出伸长张力值[1]。
2纬编针织物线密度测试方法应用原理在对纬编针织物线密度进行测试时,参考FZ/T 01152-2019标准规范中的相关内容来进行线密度测试。
在具体应用中的测试原理如下:在待检测样品的2个不同部位,各拆取下一组纱线作为试验样品,每一组拆取下来的单根纱线自然长度不能小于250mm,而且其总长度不能低于10m,接着对每一根纱线的伸直长度进行测试量取精确至1mm,随后称取纱线在标准大气中调湿后的质量,根据获取到的质量和伸直长度来计算线密度[2]。
纬编针织物常见疵点的原因及其解决措施1.针织圆机的结构要解决问题,那就先对事物有一定的了解和认识。
下面就先介绍一下针织大圆机的结构:纬编针织是将纱线由纬向喂入到针织机的工作针上,使纱线顺序地弯曲成圈并相互串套而形成织物的一种方法。
针织大圆机主要由给纱机构、编织机构、牵拉卷取机构、传动机构和辅助机构组成。
(一)给纱机构其作用是将纱线从筒子上退解下来,不断地输送到编织区域,以使编织能连续进行。
针织大圆机的给纱机构有积极式、半积极式和消极式3种类型。
目前生产中常采用积极式给纱机构,以固定的速度进行喂纱,控制针织物的线圈长度,使其保持恒定,以改善针织物的质量。
(二)成圈机构其作用是将喂入的纱线通过成圈机件的运动编织成针织物。
成圈机构由织针等多种成圈机件组成,能独自把喂入的纱线形成线圈而编织成针织物的编织机构单元称为成圈系统。
纬编机一般都装有较多的成圈系统,成圈系统数越多,机器一转多编织的横列数越多,生产效率就越高。
(三)牵拉卷取机构其作用是将已形成的针织物从成圈区域引出,并卷成一定形式的卷装,以使编织过程能顺利进行。
牵拉卷取量的调节对成圈过程和产品质量有很大的影响,为了使织物密度均匀、门幅一致,牵拉卷取必须连续进行,而且张力稳定。
此外,卷取坯布时还要求卷装成形良好。
(四)传动机构其作用是将动力传送给上述各个机构,使它们协调工作而完成各自的任务。
传动机构要求传动平稳、动力消耗小、便于调节、操作安全方便。
(五)辅助装置其作用是扩大机器的工艺可能性或使机器便于调节和看管,保证编织正常进行,如机器上的花型机构、自动加油装置、清洁除尘装置、各种自停装置等。
2.常见疵点针织大圆机在编织时出现的机械故障和织物疵点的原因较多且比较复杂。
为了利于检修,根据实践经验,大致可以归纳为下列几个方面:(1)机械零件质量差,各零部件的安装配合不良,以及保全保养工作欠佳,在长期运转过程中造成零件的严重磨损。
(2)由于原料品质所引起的。
纬编均匀提花产品的分析方法
对于纬编均匀提花产品的分析方法,一般可以从以下几个方面进行考虑:
1. 织物的织造结构:纬编均匀提花产品的最大特点就是花型图案的清晰、色彩的鲜艳,这与织物的织造结构密不可分。
因此,分析纬编均匀提花产品的织造结构,可以更好地理解花型变化规律和色彩设计。
2. 纱线的选型和组合:纬编均匀提花产品的纱线选型和组合非常重要,它们直接影响到产品的织造效果和品质。
因此,分析纬编均匀提花产品的纱线类型、规格和组合方式等,可以为纱线的选用提供参考。
3. 设计色彩的运用:纬编均匀提花产品的设计色彩是非常重要的,它直接影响到产品的形象和市场接受度。
因此,分析纬编均匀提花产品的色彩构成和运用方式,可以更好地理解设计师的思路和设计原则。
4. 成品织物的检验:纬编均匀提花产品的成品织物质量检验是必不可少的一步,它可以保证产品符合国家标准和企业要求。
因此,对成品织物的外观、尺寸、手感等进行检验,并统计质量数据,可以为品质改进和产品改良提供参考。
纬编均匀提花产品的分析方法和技巧
纬编均匀提花产品的分析方法和技巧有以下几点:
1. 纱线质量分析:产品质量的好坏很大程度上取决于纱线的质量,因此纱线质量分析应首先进行。
通过对纱线外观、强度、断裂伸长率、细度、纺织形态等指标进行分析,筛选出适合纬编均匀提花产品的优质纱线。
2. 机台可控性分析:一台好的纬编机不仅要有高精度的加工能力,还需要具备较好的可控性。
从机器设计、生产工艺、加工质量等方面进行分析,选择机台可控性好、生产效率高、加工精度高的纬编机。
3. 纹样设计优化:提花产品的纹样设计非常重要,需要贴合市场需求和实际生产情况,同时兼顾美观和实用性。
通过对市场需求和产品特性进行分析,设计出更具竞争力的提花纹样。
4. 工艺参数调整:好的产品离不开优秀的工艺参数,需要对纬编机上的各项参数进行测试和调整,以达到最佳的生产效果。
特别是提花产品的工艺参数调整需要极其精细,以保证细节处的提花效果。
5. 检验鉴定分析:最后,对纬编均匀提花产品进行检验和鉴定分析,确保产品达到国家相关标准,并在市场上具有较好的竞争力。
总之,纬编均匀提花产品的分析方法和技巧需要综合考虑多个方面的因素,从纱线、机台、纹样、工艺和检验等方面进行全面分析和精细调整,才能生产出优质的提花产品。
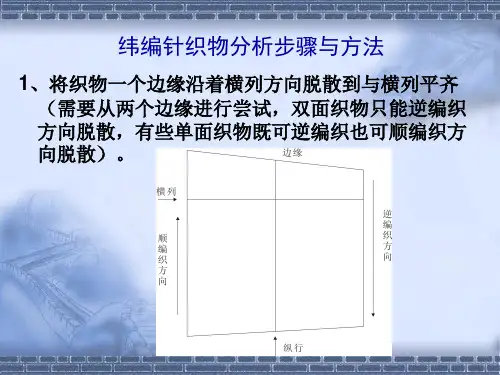
纬编针织物分析方法
常用工具是:照布镜、放大镜、分析针、直尺、方格纸、双头笔、涂改笔及颜色纸。
一:组织分析
1. 确定织物的正反面:指织物的工艺正面和反面。
2. 确定编织方向:一般纬编针织物均能逆编织方向脱散。
3. 循著一个线圈横列划于织物上,同时在一线圈丛行划圈,隔10个丛行或20个丛行间隔再划一个直线,以此作为拆散织物时数线圈,绘制编织图或意匠图的起始依据。
4. 切割织物,横向切割要与线圈横列平齐,纵向切割要离开左右丛向标志5-10MM处,以便于操作
5. 从划有基线的一边,逐根脱散,观察横列断面及每根纱线在每一个丛行(每支针)的编织形式,并在方格纸上或用编织图的方法依次将成圈、集圈、浮线按规定记号逐个记录,并在记录的横列数纵丛行数要为一个或几个完全组织。
6. 当织物中有不同色纱或不同原料的纱进行编织时,注意布样组织与色纱的配合关系,即下纱位。
A 确定花高花宽,画出意匠图或编织图:
花宽----纵行-----针花高----横列-----路数
单面----意匠图或编织图双面----编织图
b 排针
c 画出三角图,并注明下纱位
d 确定机器类型,即单面或双面、上编织
二:原料分析:主要是分析纱线的组成、织物种类、纱线的细度、配色、线圈长度等。
1 分析纱线的组成:分析纱线是什么形态,如长丝、变形丝、短纤纱等:
2 鉴别纤维种类:分析纱线由什么纤维组成,是属纯纺织物、绲纺织物还是交织织物若是化学纤维,还要了解其是有光还是无光,并确定其截面形状
3 测试纱线的细度,有比较测定法与称重测定法。
4 配色:把拆下的纱线和色谱对照,确定色纱的颜色,然后记录织物的纱线颜色:
5 测定线圈长度,织物属基本组织或简单的花色组织时,要求出一个线圈的纱线长度,如果是提花复杂织物时,要求一个完全组织内不同色纱或不同原料的纱线长度。
测定线圈长度的基本方法,从实际织物中抽取纱线,测量5-10根100针线圈的长度,求出线圈长的算术平均值,测量时,在纱线上要附加一定的负荷(一般为纱线断裂的确20%-30%),以使纱线上剩留的线圈
曲屈基本伸直。
三:有关成品规格的简介
1.成品规格:即成品的封度和重量,是客户的成品封度和重量,是织厂与染厂共同努力所要完成的主要任务,与针数、纱支、织法结构,织物密度等有密切联系,
A:成品封度:是根据成衣的尺寸确定的,关系到成品的裁剪,忽略一些特殊的变化因素,根据织物的横密来确定针筒总数与布封的关系。
N-------针筒总针数
W= N /0.508* Pa W-------针织物布封(英寸)
Pa-------针织物横向密度(纵行/5cm)
当针数一定时,成品布封(W)与横密成反比
当Pa 越大,布越紧,W越小:
发果布封不足或阔了,都要赔布给客户
1抽针可以使布封减小
2含针可以使布封增大
3粗纱支可以使封增大
B:成品重量:即定型后的织物单位面积的重量,不但与织物的风格效果有关,而且与原料的耗用量,成本有直接的关系,与织物的纱支,织法结构,密度有关,现在客户对成品重量的要求越来越高,超过5克以上就要赔布,因此,密度的控制很重要,确定织物的密度有以下几种方法。
1用针密来控制织物的重量,即横向密度和纵向密度:
Pa横向密度用5cm内线圈横列方向的纵行数表示(WALE),Pb纵向密度用5cm内线圈丛行方向的线圈横列数(COURSE)
一般国外一些客户会以Pa、Pb作为一种测试标准,衡量色布的重量的轻重或区公梭织布的一种标准,有时会以每英寸或者2厘米来计算W ALE和COURSE。
E 线圈长度(mm)
G=0.236*E*Pa* Pb/Ne Pa横向密度(纵行/5cm)
Pb 纵向密度(横列/5cm)
Ne 纱线支数(S)
C:测定纱线长度,
织物属基本组织或简单花色组织,要求出纱线长度,如果是提花布要求测出一个完全组织中不同原料的纱线长度,一般以100个线圈的纱线长度作为一个设定密度的方法,基本方法是从实标织物中抽取5至10根100个线圈长,量度出平均值,测量进在纱线上附加一定的负荷(一般为断裂强度的15%)
洗后的重量和成品重量一样重要,洗后重量亦即是成品布(做成衣洗水)洗完干燥后的布重(g/m2),通常有要求洗后重量的单,是以洗后重量作为收标准的,当然成品(定后)重量也不能太离谱,一般洗后重量大30克左右,要看缩水率的大小而定。
缩水率与成品封度、重量有极大关系。
洗前纵50----------------------------------------洗后纵47
洗前横50-----------------------------------------洗后横50
横缩W= 45-50/50 * 100%= —10%
负值表示收缩,正值表示扩阔。
缩水分为铺干缩水、挂干缩水和抛干缩水,铺干缩水即将布放在水平网上晾干,挂干即象我们平时晒衣服一样,尺寸稳定较好,但不适用于丛向容易伸长的胚布,抛干则用干衣机抛干,尺寸变化较大,缩水率比挂干大。
2:布封度(成品封度)与针筒寸数的关系
同种布类的针织布,封度与织机针寸数有直接的关系。
要求布封=未知布数的针筒/已知布封的针*已知布封
例如:通常18G30”20s/1棉单珠地做68”X 210G/M2。
1740针
要求布封X =82”
若需做82“则82”/62”* 1740=2098----可先用2088和针筒.。