IQC物料检验规范
- 格式:doc
- 大小:724.00 KB
- 文档页数:32
I Q C进料检验规范-CAL-FENGHAI.-(YICAI)-Company One11.目的:对所有材料进行检验,以保证材料符合其规格要求,同时为确保生产制程中各项作业程序及作业内容得到正确实施。
2.适用范围:由本公司采购用于生产或与产品品质有关的原材料均包括在内,同时也包括客供料、其它部分不合格部品的管理。
3.职责:品管部IQC检验员负责对原材料的品质进行检验,并作记录。
物控人员负责对库存原材料进行控制。
采购部负责材料的采购、与来料供应商联系不合格品进行退货事宜。
MRB负责对所需特采的原材料进行判定.SQE/IQC副理负责对原材料的品质异常进行处理及判定仓管人员负责原物料的搬运堆放,保管与发放管理。
4. 定义:IQC(Incoming Quality Control):进料品质控制。
SQE:(Supplier Quality Engineer)供货商管理品质工程师。
致命缺陷(Critical Defect):产品不合格现象会影响人身安全及导致其它破坏性事故或有可能引起火灾为致命缺陷。
严重缺陷(Major Defect):不合格现象足以使产品功能失常,性能降低或使用困难者为重缺点。
轻微缺陷 (Minor Defect):轻微之组装结构与外观不良而不影响产品功能。
5. 作业流程: IQC检验流程图(见相关文件)6. 作业内容:来料检验;6.1.1 接收进料仓库管理人员接收进料,核对其规格、数量及标识后置于进料待检区(来料必须有环保标识和物料标贴,否则不给予收货)。
并根据送货单及实物打印《采购入库待检单》给IQC。
6.1.2 检验来料;6.1.2.1 品管部IQC人员确认《采购入库待检单》后,对相应材料进行检验。
6.1.2.2 IQC检验前,全数确认包装,检查包装是否符合规格书要求,是否有对物料保护作用,会不会互相碰撞摩擦,如有破损或者潮湿的现象做不合格品处理并作好记录,反馈给供应商。
6.1.2.3 IQC根据供应商提供的合格出货检查报告或同等资料证明,核对实际来料的名称,型号,产地批号,环保标识及生产日期和我司研发与品质提供的样品、图纸、BOM、合格供方名单、检验作业指导书、部品规格书以及本规范,一致时判定合格,并记录《进料检验报告》,不一致时判定不合格并填写《供应商品质不良反馈单》参照《不合格品控制程序》作业.结果按执行,并给到采购与PMC会签,会签后让采购把《供应商品质不良反馈单》以电子邮件的方式发送给供应商,要求改善,并要求3天内回复8D改善对策。
深圳市金运视讯设备有限公司来料检验规范………………………………………………………………………使用部门:品质部受控号:文件编号:JYSX-QW-01版本/版次:A0编制:惠超良审核:批准:徐邦坤(依据《质量手册》Q/JYSX-01)文件修订记录1.0 目的和范围明确用于强制性认证产品使用的原材料和元件的检验验证方法和要求,保证原材料和元件的产品质量持续达到强制性认证产品要求。
本规范适用于强制性认证产品原材料和元件的检验和验证及关键原材料和元件的定期确认检验。
2.0 职责2.1质检部负责对原材料和元件的检验验证及关键原材料和元件的定期确认检验;2.2检验员负责对原材料和元件的检验验证标识及关键原材料和元件的定期确认检验标识。
3.0工作要求3.1原材料和元件的检验验证3.1.1对生产购进的原材料和元件,仓库管理员核对送货清单确认物料品名、规格、数量等无误、包装无损后,置于待检区、填写《进货检验通知单》交给检验员;3.1.2检验员对原材料和元件按照相关的国家标准要求进行检验验收。
a)仓库管理员根据合格记录或标识办理入库手续;b)验证不合格时,检验员在原材料和元件上贴“不合格”标签,按《不合格品控制程序》进行处理;c)原材料和元件的日常进货检验需要保留相应的检验记录。
记录中应明确检验的标准和测量的结果。
3.1.3紧急放行关键原材料和元件不允许紧急放行。
3.2关键原材料和元件定期确认检验3.2.1实施的时机a)采购的关键原材料和元件批量较大,使用达全年二分之一时;b)库存的关键元器件和材料接近保管期限时;c)新供应商提供试样材料和元件时;d)采购的关键原材料和元件按照相关国家标准要求。
3.2.2频次及项目a)按关键原材料和元件相关国家标准要求频次。
b)检测项目应包括相关国家标准所归定的所有检测项目。
3.2.3委托定期确认检验a)供应商提供的关键原材料和元件出厂检验报告内容少于标准要求时,经和供应商协商委托外部具有资质检验机构进行定期确认检验。
FM-QM-XX-01 Ver: A0(一) 检验规范文件名称:文件编号SI-IQC-XX-01IQC物料检验规范文件版本 1.0 制定部门IQC 制定日期2002-04-17 制定人员修改日期/ 页次 6 of 358. 板弯、板翘与板扭之测量方法8.1. 板弯:将PCB凸面朝上,放置于平板玻璃上,用塞规测量其凸起的高度。
(如图一)8.2. 板翘与板扭:将PCB翘曲面朝上,放置于平板玻璃上,用塞规测量其翘起的高度。
(如图二)文件名称:文件编号SI-IQC-XX-01(二)IC类检验规范(包括BGA)(三)贴片元件检验规范(电容,电阻,电感…)(四)插件用电解电容.(五)晶体类检验规范(六)三极管检验规范(七) CPU Scoket检验规范(八) 排针&插槽(座)类检验规范(九) 电池检验规范(十) CABLE类检验规范(十一) 散热片检验规范(十二) 海棉检验规范(十三) 静电袋检验规范(十四) 说明书检验规范(十五) CD 碟检验规范(十六) 彩盒检验规范(十七) 卡通检验规范IQC 物料检验规范文件版本 1.0 制定部门IQC 制定日期2002-04-17 制定人员修改日期/ 页次23 of 35(十八) 整机机箱检验规范1. 目的作为IQC人员检验生产整机用机箱之依据。
2. 适用范围适用于本公司所有生产整机用机箱之检验。
3. 抽样计划依MIL-STD-105E,LEVEL II正常单次抽样计划;具体抽样方式请参考《抽样计划》。
4. 允收水准(AQL)严重缺点(CR): 0; 主要缺点(MA): 0.4; 次要缺点(MI): 1.5.5. 参考文件无6. 检验标准定义定义名词定义内容备注6.1 检验方式6.1.1.1 照明(灯光):目检检测应在工厂正常照明下进行,即100±20呎远的白色荧光(冷光)照明。
6.1.1.2 位置:a. 将待检测零组件置于检测者面前45至60cm(约一手臂长);b. 检测者应以正视即垂直于表面和45°两方向进行零组件目检检测。


PCB检验标准
IC类检验规范
贴片元件检验规范
插件用电容、电阻类
晶体类检验规范
三极管检验规范
排针&插槽(座)类检验规范
线材类检验规范
段码LCD显示屏、数码管检验规范
电源变压器检验规范
电镀件进料检验规范
注塑件进料检验规范
插头/插座进料检验规范
吸塑进料检验规范
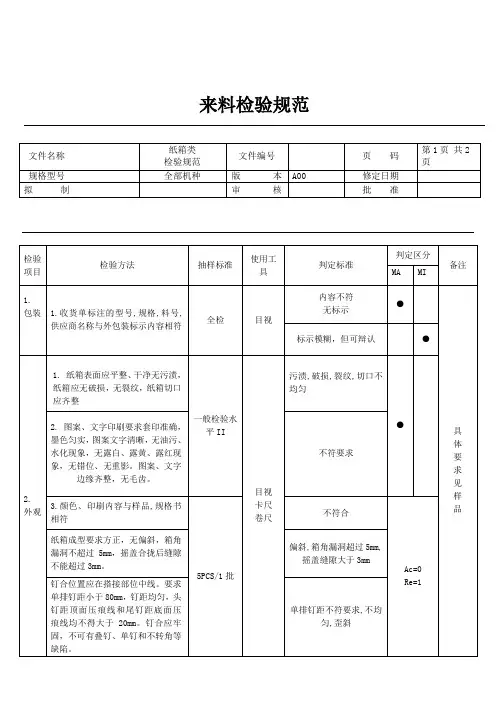
包装/彩盒来料检验规范
胶袋(PE袋)进料检验规范
焊锡丝、锡条进料检验规范
激光模组来料检验规范
电位器来料检验规范
单纯的课本内容,并不能满足学生的需要,通过补充,达到内容的完善
教育之通病是教用脑的人不用手,不教用手的人用脑,所以一无所能.教育革命的对策是手脑联盟,结果是手与脑的力量都可以大到不可思议。
文件制修订记录1、目的为严格执行ISO9001质量体系管理要求、确保物料符合本公司之使用要求,保证生产顺利进行,制订本规范。
2、范围公司自行生产零部品及采购物料。
3、职责进料检验(IQC检验员)负责执行检验、负责品质异常开立“品质异常处理单、负责客户抱怨、制程不良的分析/查核、处理并记录”。
品质部经理负责对检验结果进行核准。
4、工作流程4.1检验依据检验卡(图纸)、进料检验规范。
4.2送检所有物品(外购、自制)来料时,应整齐摆放于待检区适宜位置,报仓库管理员进行产品名称、型号、数量及其他随货相应文件进行收料确认(暂存),仓库管理员在物料接收确认后应立即开《送检单》通知品质部,必要时提醒物料紧急程度,由品质安排进行检验。
4.3检验品质部应快速对报送物品进行外观、尺寸、结构、性能等的检验、试验,并做出正确判定。
4.4判定/标识A、进货物料所有检验、试验项目无任何缺陷,或存在缺陷但在允收范围内,应在产品标识单签名确认,后将物料移至合格区报仓库入库。
B、进货物料所有检验、试验项目存在任何一项质量缺陷,在允收范围外,应在产品标识单上判定为不合格状态并签名确认后将物料移至不合格区,外购件报采购部、仓库协作采购部做好退货事宜。
4.5信息反馈进货物料所有检验、试验项目存在任何一项质量缺陷,在允收范围外,由品质部开立品质异常处理单、常规状况下,产品出现异常时品管部直接批准不合格处理,转发(外购件采购部)、仓库,由采购部与供应商进行退货事宜沟通,特殊情况可由相关部门提出评审。
4.6质量评审进货物料所有检验、试验项目存在任何一项质量缺陷,在允收范围外,由品质部开立品质异常处理单判定结果为不合格,若出现严重生产断料、销售进度紧张,可由采购部、生产部、或销售部向品质部提出评审申请,由申请部门填写相应项目申请单,会同相关部门进行评审,品质部若认同申请项目则评审直接通过,若品质部评审未通过提出部门可报总/副总经理进行终批复、列出处理意见并签字确认。
1.0目的订定材料检验之判定规范。
2.0适用范围本规定所订之检验规范,适用于公司各类型机种产品所需之材料。
3.0权责品管员按照本规范对对所有进料进行检验和判定,并对判断结论负责。
4.0定义4.1缺陷定义4.1.1 严重缺点(CRITICAL DEFECT,简称CR)根据判断,此种缺点将导致装配者或使用者受到伤害或造成产品不能执行其功能之缺点。
4.1.2 主要缺点(MAJOR DEFECT,简称MA)将可能造成产品之功能故障,降低其使用效能或其他有关客户规定的质量偏差的缺点,或可能影响出货的标准规定及对产品的使用者造成不良抱怨,均属主要缺点。
4.1.3 次要缺点(MINOR DEFECT,简称MI)指不影响产品的适用性和功能性或外观的缺点,对产品的使用者不会造成不良反应或影响之缺点,均属次要缺点。
4.2 级面定义4.2.1 A级面:组装成品后,在正常使用过程中可以直接看到的表面;4.2.2 B级面:组装成品后,在正常使用过程中需要将视线偏转45~90度才能看到的面;4.2.3 C级面:组装成品后,在正常使用时看不到的面;5.0相关文件5.1《产品的监视和测量管理程序》5.2《不合格品控制程序》5.3《质量记录管理程序》5.4《产品标示和可追溯性管理程序》6.0作业程序6.1 检验条件:6.1.1要求视力在1.0以上;6.1.2 室内无日光时,采用40W-60W的普通日光灯管相当的照度,当识别对象的最小尺寸d(mm),0.15<d≤0.3时,光照强度在500~750 LUX之间;0.3<d≤0.6时,光照强度在300~500 LUX之间;0.6<d≤1.0 时,光照强度在200~300 LUX之间。
6.1.3 目测距离:眼睛距离待检品30±5cm直视为准。
6.2 检验方法:6.2.1抽样检验6.2.1.1针对用于汽车产品上的材料依GB2828抽样准则,计数型抽样计划单次抽样,按照零缺陷方案执行(C=0),抽样标准以AQL=0.4。
电子元器件、锡膏、辅料、包材等物料入料检验规范1范围本检验标准适用于电子物料、半成品或成品、锡膏等进入公司资材室的物料。
2检验工具及仪器防静电手环、防静电手套、镊子、放大镜、显微镜、台灯、直尺、游标卡尺、LCR、万用表等。
3检验条件室内光线或照明良好条件下视物(距60W白炽灯或日光灯),必要时使用放大镜辅助检验。
凡接触静电敏感器件的人员必须采取防静电措施:佩戴防静电手套或手环并确认手环接地良好4检验项目4.1 通用检验项目:基本要求:1、包规要求每一批出货外包装都附有正确的标签。
如果标签因包装或容器的类型、形状或其他限制不能粘附,那么标签就应贴在一个附加标签上,锡膏、胶水等非客供物料,随同物料须提供经认可确认的出货检验报告。
2、包材、TRAY、锡膏、胶水等批次入料必须有ROHS2.0检测报告。
3、物料供方应为公司认可的合格供应商清单中。
4、MSL等级2及以上,必须真空包装,且包装符合防静电要求;包装内部须包含湿敏指示卡。
5、物料不得出现爆带、托盘错位、非防静电材质(如胶带、纸张、标签等)接触静电敏感器件(带防静电标识或集成IC类物料)。
物料不得出现相互挤压受力变形或产生摩擦造成表面损伤。
6、非客供物料,物料生产周期应当不超过3年;7、检验数量:同批次全部为整数包装时,检验数量可以从以下方案二选一:1)检验数量要求:按GB/T2828.1-2012一次抽样检验方案/一般检验水平Ⅱ,AQL=0.65 ;2)任意抽检2个最小包装数量(两个最小包装避免从一个外包装箱中抽取);如果存在尾数,尾数必须检验,同时LCR测试2pcs/盘;非尾数抽检任一最小包装数量。
8、检验质量目标:入料合格率≥99%。
4.2检验规程IQC检验不合格物料,按照不合格品处置流程进行,并通知到品质担当,由担当根据物料计划需求和对产品的影响程度进行复核判定。
4.3检验项目及要求电阻贴片电容(无极性)电容(有极性)电感/磁珠二极管(发光二极管)三极管(晶体管)IC芯片晶振接插件(插针/插座/TF卡座/USB接口等)线材包材锡膏、胶水免检物料:办公用品、耗材、劳保用品、标准件、设备配件、清洗液。
IQC来料品质流程1)供应商:交送物料至仓库,并同时提供货单及其他资料:1.1加工件等公司有出图的物料供应商须同时提供图纸;1.2设备须提供《出货检验报告》、《合格证》、《保修卡》、《使用说明书》;冷却盘管/加热管需提供《出货检验报告》;马达/泵浦须提供《合格证》、《保修卡》、《使用说明书》,如无合格证/保修卡需提供《出货检验报告》。
1.3 《出货检验报告》之检验项目需包括规格型号、材质、外形尺寸、外观、功能(试水、测漏变形等)。
1.4金属原材料每批次均需提供《材质证明》或《质量保证书》;2)仓管人员:核对实物、订单、货单,确认规格,数量一致后予以暂收(无货单不予暂收),贴好物料标识并填写IQC来料检验报告之仓库填写项目,实物放置于待检验区,货单/订单/报检单放置于仓库文件夹“已收货,待品检”内,通知相关质检员检验。
3)质检员:由生产部相应使用人员按抽检计划完成;电料,电工工具,设备由设计部负责。
4)抽检计划:加工件/设备/表面处理需全检;螺丝/管件等标准件按GB2828正常单次抽样一般II级水准,AQL=0.4抽取(参考附件1:抽样标准)。
5)质检员:依抽样计划,予以检验判定,资料不齐按品质不合格处理,检验完成后将其检验记录填于《IQC来料检验报告》。
6)质检员:判定合格时,填写《IQC来料检验报告》,交部门主管审核后交归品质课;在物料标签上盖合格章并签字确认,并将相应货单/订单放置于仓库文件夹“品检OK,待入库”通知仓库入库处理。
7)质检员:判定不合格时,填写《IQC来料检验报告》并交部门主管审核,并在来料物料标签上盖不合格章,放置于不合格品区;将相应货单/订单放置于仓库文件夹(品检NG,待评审);判定不合格之《IQC来料检验报告》经部门主管审核完毕后及时交归品质课。
8)品质课:根据《IQC来料检验报告》之不合格项目,填写《品质异常报告》,统筹相关部门进行综合评审、确定处理方案并跟进处理结果。
FM-QM-XX-01 Ver: A0(一) PCB检验规范文件名称:文件编号SI-IQC-XX-01IQC物料检验规范文件版本 1.0 制定部门IQC 制定日期2002-04-17 制定人员修改日期/ 页次 6 of 358. 板弯、板翘与板扭之测量方法8.1. 板弯:将PCB凸面朝上,放置于平板玻璃上,用塞规测量其凸起的高度。
(如图一)8.2. 板翘与板扭:将PCB翘曲面朝上,放置于平板玻璃上,用塞规测量其翘起的高度。
(如图二)文件名称:文件编号SI-IQC-XX-01(二)IC类检验规范(包括BGA)(三)贴片元件检验规范(电容,电阻,电感…)(四)插件用电解电容.(五)晶体类检验规范(六)三极管检验规范(七) CPU Scoket检验规范(八) 排针&插槽(座)类检验规范(九) 电池检验规范(十) CABLE类检验规范(十一) 散热片检验规范(十二) 海棉检验规范(十三) 静电袋检验规范(十四) 说明书检验规范(十五) CD 碟检验规范(十六) 彩盒检验规范(十七) 卡通检验规范文件名称:文件编号SI-IQC-XX-01IQC物料检验规范文件版本 1.0 制定部门IQC 制定日期2002-04-17 制定人员修改日期/ 页次23 of 35(十八) 整机机箱检验规范1. 目的作为IQC人员检验生产整机用机箱之依据。
2. 适用范围适用于本公司所有生产整机用机箱之检验。
3. 抽样计划依MIL-STD-105E,LEVEL II正常单次抽样计划;具体抽样方式请参考《抽样计划》。
4. 允收水准(AQL)严重缺点(CR): 0; 主要缺点(MA): 0.4; 次要缺点(MI): 1.5.5. 参考文件无6. 检验标准定义定义名词定义内容备注6.1 检验方式6.1.1.1 照明(灯光):目检检测应在工厂正常照明下进行,即100±20呎远的白色荧光(冷光)照明。
6.1.1.2 位置:a. 将待检测零组件置于检测者面前45至60cm(约一手臂长);b. 检测者应以正视即垂直于表面和45°两方向进行零组件目检检测。
IQC物料检验规范1. 引言IQC(Incoming Quality Control)是指对进货物料进行检验的过程,旨在确保所采购的物料符合公司的质量要求和标准。
本文档旨在制定IQC物料检验的规范,以确保物料的质量稳定和公司产品的质量可控性。
2. 检验流程IQC物料检验包括以下步骤:1.接收:接收进货物料,并记录物料的数量和批次信息。
2.样品抽检:从接收到的批次中随机抽取样品进行检验。
3.检验项目确定:根据物料的特性和要求,确定适用的检验项目。
4.检验方法制定:制定具体的检验方法和标准。
5.检验执行:按照检验方法和标准执行检验。
6.检验结果记录:记录检验结果,包括合格品数量、不合格品数量及具体不合格项。
7.判定与处理:根据检验结果判定物料的合格性,并对不合格品进行处理。
8.报告与存档:生成检验报告,并将报告存档。
3. 物料分类和检验要求根据物料的特性和要求,将物料分为以下几类,并对各类物料的检验要求进行规范。
3.1 原材料类原材料是产品制造过程中的基础材料,对产品的质量和稳定性具有重要影响。
对原材料的检验要求如下:•外观检验:检查原材料外观是否符合要求,如有伤痕、污染等。
•尺寸检验:测量原材料的尺寸是否符合要求。
•化学成分检验:对原材料进行化学成分分析,确保成分符合要求。
•物理性能检验:对原材料进行物理性能测试,如抗拉强度、硬度等。
3.2 零部件类零部件是产品的组成部分,对产品的功能和性能起着重要作用。
对零部件的检验要求如下:•外观检验:检查零部件外观是否有缺陷、变形等。
•尺寸检验:测量零部件的尺寸是否符合要求。
•材料检验:对零部件的材料进行检验,确保材料质量合格。
•组装及连接检验:检查零部件的组装及连接情况是否正确、牢固。
3.3 包装材料类包装材料是产品运输和保护的重要环节,对产品的外观和完整性影响较大。
对包装材料的检验要求如下:•外观检验:检查包装材料外观是否完好,如有破损、污渍等。
•尺寸检验:测量包装材料的尺寸是否符合要求。