铸件缺陷分类
- 格式:doc
- 大小:35.00 KB
- 文档页数:4
铸件常见缺陷常见缺陷缺陷的分类:铸件常见缺陷分为孔眼、裂纹、表面缺陷、残缺类缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格六大类。
1孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、等。
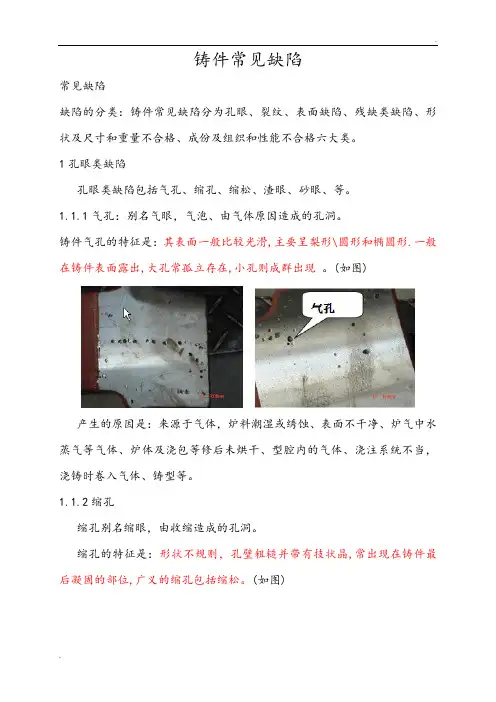
1.1.1气孔:别名气眼,气泡、由气体原因造成的孔洞。
铸件气孔的特征是:其表面一般比较光滑,主要呈梨形\圆形和椭圆形.一般在铸件表面露出,大孔常孤立存在,小孔则成群出现。
(如图)产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的气体、浇注系统不当,浇铸时卷入气体、铸型等。
1.1.2缩孔缩孔别名缩眼,由收缩造成的孔洞。
缩孔的特征是:形状不规则,孔壁粗糙并带有技状晶,常出现在铸件最后凝固的部位,广义的缩孔包括缩松。
(如图)产生的原因是:金属在液体及凝固期间由于补缩不良而产生的孔洞,主要有以下几点:铸件结构设计不合理,浇铸系统不适当,冷铁的大小、数量、位置不符实际、铁水化学成份不符合要求,如含磷过高等。
浇注温度过高浇注速度过快等。
1.1.3缩松缩松别名疏松、针孔蜂窝、由收缩耐造成的小而多的孔洞。
缩松的特征是:铸件断面上出现的分散而细小的缩孔.助高倍放大镜才能发现的缩松称为显微缩松,铸件有缩松的部位,在气密性实验时易渗漏。
(如图)产生的原因同以上缩孔。
1.1.4渣眼渣眼别名夹渣、包渣、脏眼、铁水温度不高、浇注挡渣不当造成。
渣眼的特征是:铸件浇注位置上表面的非金属夹杂物。
通常在加工后发现与气孔并存,孔径大小不一,成群集结。
(如图)产生的原因是:铁水纯净度差、除渣不净、浇注时挡渣不好,浇注系统挡渣作用差、浇注时浇口未充满或断流。
1.1.5砂眼砂眼是夹着砂子的砂眼。
砂眼的特征是:铸件内部或表面带有砂粒的孔洞(如图)。
产生的原因是:型砂损坏脱落,型腔内的散砂或砂块未清除干净、型砂紧实度差、浇注时冲坏型芯、浇注系统设计不当、型芯表面涂料不好等。
1.1.6铁豆铁豆是夹着铁珠的孔眼、别名铁珠、豆眼、铁豆砂眼等。
铸件常见缺陷的鉴别、起因、修补及检验----------------------------------------------福联造型,呋喃树脂、酚醛树脂、覆膜砂专家1.缺陷的分类铸件常见缺陷分为孔眼、裂纹、表面缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格五大类。
(注:主要介绍铸钢件容易造成裂纹的缺陷)1.1孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、铁豆。
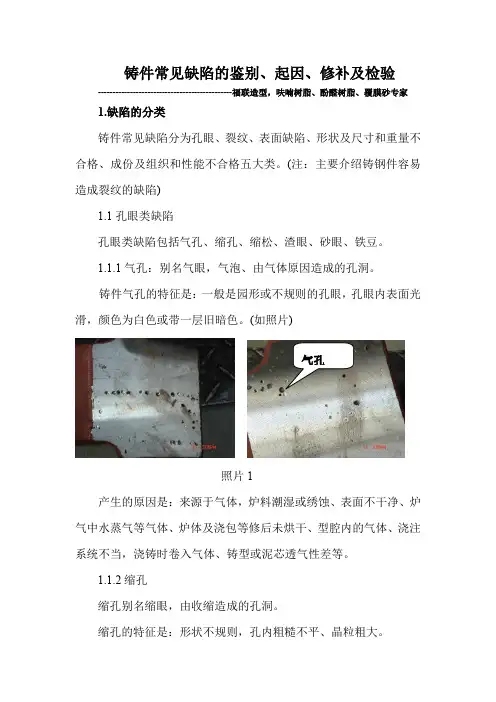
1.1.1气孔:别名气眼,气泡、由气体原因造成的孔洞。
铸件气孔的特征是:一般是园形或不规则的孔眼,孔眼内表面光滑,颜色为白色或带一层旧暗色。
(如照片)气孔照片1产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的气体、浇注系统不当,浇铸时卷入气体、铸型或泥芯透气性差等。
1.1.2缩孔缩孔别名缩眼,由收缩造成的孔洞。
缩孔的特征是:形状不规则,孔内粗糙不平、晶粒粗大。
产生的原因是:金属在液体及凝固期间产生收缩引起的,主要有以下几点:铸件结构设计不合理,浇铸系统不适当,冷铁的大小、数量、位置不符实际、铁水化学成份不符合要求,如含磷过高等。
浇注温度过高浇注速度过快等。
1.1.3缩松缩松别名疏松、针孔蜂窝、由收缩耐造成的小而多的孔洞。
缩松的特征是:微小而不连贯的孔,晶粒粗大、各晶粒间存在明显的网状孔眼,水压试验时渗水。
(如照片2)缩松照片2产生的原因同以上缩孔。
1.1.4渣眼渣眼别名夹渣、包渣、脏眼、铁水温度不高、浇注挡渣不当造成。
渣眼的特征是:孔眼形状不规则,不光滑、里面全部或局部充塞着渣。
(如照片3)渣眼照片3产生的原因是:铁水纯净度差、除渣不净、浇注时挡渣不好,浇注系统挡渣作用差、浇注时浇口未充满或断流。
1.1.5砂眼砂眼是夹着砂子的砂眼。
砂眼的特征是:孔眼不规则,孔眼内充塞着型砂或芯砂。
产生的原因是:合箱时型砂损坏脱落,型腔内的散砂或砂块未清除干净、型砂紧实度差、浇注时冲坏型芯、浇注系统设计不当、型芯表面涂料不好等。
铸件常见缺陷常见缺陷缺陷的分类:铸件常见缺陷分为孔眼、裂纹、表面缺陷、残缺类缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格六大类。
1孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、等。
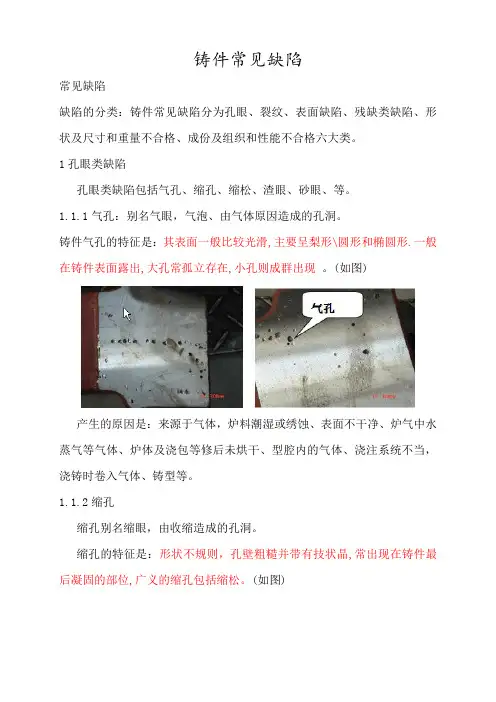
1.1.1气孔:别名气眼,气泡、由气体原因造成的孔洞。
铸件气孔的特征是:其表面一般比较光滑,主要呈梨形\圆形和椭圆形.一般在铸件表面露出,大孔常孤立存在,小孔则成群出现。
(如图)产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的气体、浇注系统不当,浇铸时卷入气体、铸型等。
1.1.2缩孔缩孔别名缩眼,由收缩造成的孔洞。
缩孔的特征是:形状不规则,孔壁粗糙并带有技状晶,常出现在铸件最后凝固的部位,广义的缩孔包括缩松。
(如图)产生的原因是:金属在液体及凝固期间由于补缩不良而产生的孔洞,主要有以下几点:铸件结构设计不合理,浇铸系统不适当,冷铁的大小、数量、位置不符实际、铁水化学成份不符合要求,如含磷过高等。
浇注温度过高浇注速度过快等。
1.1.3缩松缩松别名疏松、针孔蜂窝、由收缩耐造成的小而多的孔洞。
缩松的特征是:铸件断面上出现的分散而细小的缩孔.助高倍放大镜才能发现的缩松称为显微缩松,铸件有缩松的部位,在气密性实验时易渗漏。
(如图)产生的原因同以上缩孔。
1.1.4渣眼渣眼别名夹渣、包渣、脏眼、铁水温度不高、浇注挡渣不当造成。
渣眼的特征是:铸件浇注位置上表面的非金属夹杂物。
通常在加工后发现与气孔并存,孔径大小不一,成群集结。
(如图)产生的原因是:铁水纯净度差、除渣不净、浇注时挡渣不好,浇注系统挡渣作用差、浇注时浇口未充满或断流。
1.1.5砂眼砂眼是夹着砂子的砂眼。
砂眼的特征是:铸件内部或表面带有砂粒的孔洞(如图)。
产生的原因是:型砂损坏脱落,型腔内的散砂或砂块未清除干净、型砂紧实度差、浇注时冲坏型芯、浇注系统设计不当、型芯表面涂料不好等。
1.1.6铁豆铁豆是夹着铁珠的孔眼、别名铁珠、豆眼、铁豆砂眼等。
常见压铸件缺陷及解决方法常见的压铸件缺陷包括疏松、气孔、烧结、裂纹、砂眼等。
下面将对这些缺陷进行逐一解释,并提供相应的解决方法。
1.疏松:疏松是由于熔融金属凝固时形成的气体或未熔化的固体杂质在压铸件内部形成气孔而导致的。
疏松不仅会降低压铸件的强度和硬度,还会引起气门席位不密封、变形等问题。
解决方法包括合理选择冷料铸造工艺、提高铸型制备技术、优化压铸工艺参数等。
2.气孔:气孔是由于熔金属在充型过程中,未排出液态金属中的气体而形成的。
气孔通常呈现为孔洞状,会严重影响压铸件的表面质量和机械性能。
解决方法包括改善金属液的质量、提高模具排气性能、优化压铸工艺参数、采用真空压铸等。
3.烧结:烧结是指在压铸过程中,由于金属在高温高压条件下与模具接触过久而发生的表面热蚀伤。
烧结会引起表面孔洞、氧化和金属元素丢失等问题。
解决方法包括使用合适的模具材料、降低模具温度、缩短冷却时间等。
4.裂纹:压铸件中的裂纹可以是细小的微裂纹,也可以是较大的结构性裂纹。
裂纹会导致压铸件的破坏、漏气和泄漏等问题。
解决方法包括增加浇注系统的冷却时间、提高模具的强度和刚度、优化压铸工艺参数等。
5.砂眼:砂眼是因为铸件表面存在颗粒状材料,如砂粒等而形成的凹陷或凸起。
砂眼会影响压铸件的美观性和表面质量。
解决方法包括优化型腔冷却系统、提高浇注系统的冷却时间、改善铸型制备工艺等。
总的来说,要解决常见的压铸件缺陷,需要从改善熔融金属的质量、优化模具设计和制备工艺、调整压铸工艺参数等多个方面入手。
此外,还需要采用适当的检测手段,如金相分析、X射线检测、超声波检测等,对压铸件进行质量检验,及时排除可能存在的缺陷。
铸造缺陷分类标准铸造是一种广泛用于工业生产的工艺,它涉及到将熔融的金属倒入模具中,待其冷却凝固后形成所需形状的金属零件。
然而,铸造过程中可能会产生各种缺陷,这些缺陷会影响到产品的质量和性能。
为了更好地理解和控制铸造过程,制定一个铸造缺陷分类标准是非常必要的。
以下是一个基于常见铸造缺陷的分类标准:一、孔洞类缺陷孔洞类缺陷是指在铸造过程中,由于气泡或挥发物未能及时逸出,导致在铸件内部或表面形成的孔洞。
这类缺陷包括以下几种:1. 气孔:由于气体在金属液中形成气泡,未能及时逸出而形成的孔洞。
2. 夹渣孔:由于金属液中夹杂物未及时排除而形成的孔洞。
二、裂纹和冷隔类缺陷裂纹和冷隔类缺陷是指在铸造过程中,由于冷却速度过快、金属液收缩等因素导致的铸件开裂或冷隔现象。
这类缺陷包括以下几种:1. 热裂纹:由于金属液冷却速度过快,导致铸件内部应力过大而产生的裂纹。
2. 冷裂纹:由于铸件冷却过程中受到外力作用,导致铸件开裂。
3. 冷隔:由于金属液在冷却过程中未能完全融合,形成的分隔区域。
三、缩松和缩孔类缺陷缩松和缩孔类缺陷是指在铸造过程中,由于金属液冷却过程中体积收缩,导致在铸件内部或表面形成的缩松或缩孔。
这类缺陷包括以下几种:1. 缩松:由于金属液冷却过程中体积收缩不均匀,导致铸件内部形成的细小孔洞。
2. 缩孔:由于金属液冷却过程中体积收缩过大,导致铸件内部形成的较大孔洞。
四、气孔、夹杂和夹渣类缺陷气孔、夹杂和夹渣类缺陷是指在铸造过程中,由于金属液中混入气体、杂质或夹渣物而导致的缺陷。
这类缺陷包括以下几种:1. 气孔:由于金属液中混入气体而形成的气泡。
2. 夹渣:由于金属液中夹杂的固体颗粒物而形成的夹渣。
五、形状和表面类缺陷形状和表面类缺陷是指在铸造过程中,由于模具设计、制造或操作不当导致的铸件形状或表面质量的缺陷。
这类缺陷包括以下几种:1. 模具痕迹:由于模具设计或制造不当,导致铸件表面留下的痕迹。
2. 表面粗糙:由于金属液冷却过程中表面收缩不均匀,导致铸件表面粗糙。
铸铁缺陷国标
铸铁是一种常见的铸造材料,但在生产中可能会出现一些缺陷。
国际上,缺陷的分类和定义可能有所不同,而国内常用的是中国国家标准GB/T 6414《铸铁缺陷分类和缺陷度》。
以下是该标准中关于铸铁缺陷的一些主要内容:
1.缺陷分类:
铸铁缺陷按照GB/T 6414的标准主要分为两类:内部缺陷和外部缺陷。
内部缺陷:
气孔:气体在铸铁中形成的孔洞。
夹渣:夹杂在铸铁中的非金属渣滓。
异物:非金属的杂质或异物。
收缩孔:因铁水冷却收缩形成的孔洞。
外部缺陷:
裂纹:表面或内部出现的裂缝。
气泡:表面或内部形成的气体孔洞。
夹层:两个铸件的表面不完全结合形成的层状夹层。
夹杂:铸铁中的夹在其中的其他材料。
2.缺陷度的评定:
标准中规定了缺陷度的评定方法,以及根据缺陷的类型、数量和尺寸等来判定铸铁的质量等级。
质量等级包括A、B、C、D四个等
级,其中A为最高等级,D为最低等级。
3.缺陷的检验方法:
GB/T 6414中规定了对于不同缺陷的检验方法,包括目测、X射线检测、超声波检测等方法。
4.特殊缺陷的规定:
标准还对一些特殊的缺陷,如细小气孔、夹杂等,进行了详细的规定。
5.适用范围:
GB/T 6414的适用范围包括灰口铸铁、球墨铸铁、蠕墨铸铁和合金铸铁等多种铸铁材料。
总体来说,GB/T 6414标准为铸铁缺陷的分类、评定提供了一套相对完善的体系,有助于生产中对铸铁质量的评估和控制。
在具体的铸铁生产中,生产厂家应按照相关标准要求,通过适当的检测手段和方法,确保产品质量符合规定的标准。
铸件缺陷有哪些1 气孔气孔是一种常见的铸件缺陷,它是由于铸件内部汽水压力不均衡时形成的“空气孔”,也可能是打火口时残留下来的“砂孔”等引起的汽孔。
此外,由于铸件中砂模、砂滑块等砂型材料表面腐蚀或异物污染,也会使铸件出现汽孔。
气孔的形成,会导致铸件的质量受到影响,它们多为深孔状的内控,很容易被漏检。
而且,汽孔的存在,还会影响铸件的结构强度和使用寿命。
2 挖坑挖坑是指铸件披露时出现的“穴坑、绝缘坑”等外形的缺陷。
主要是由于模具表面的不均匀性或模具颗粒、抛丸和防锈剂等异物污染,在披露过程中没有被充分清除,而且披露工艺过程中,将披露深度过大,或温度过高,也会导致披露处出现凹槽、凹坑等挖坑缺陷。
挖坑的缺陷,会降低铸件的表面质量,从而降低产品的工作性能,甚至影响正常使用。
此外,由于披露缩小了铸件的冷却面积,进一步促使披露部分熔断,增加了披露缺陷的可能性,从而破坏了铸件的均一性。
3 淤渣淤渣是指由于模具内铸造残留物残留在出铸件上形成的缺陷。
它多由于模具内部构形复杂、脱模系统设计不当,模具整体活动量不足,不能将模具内的余铸料和其他废料及产生的气体等以足够的速度排出,而形成的淤渣缺陷。
淤渣的存在,会影响铸件的表面,从而影响产品的外观、形状和工作性能,严重时甚至会使铸件的完整性受到影响,使其尺寸精度、强度、坚固性和耐腐蚀性受到影响,影响其材料等级。
4 熔断熔断是指铸件内部在较低温度时因内部结构发生变化产生的缺陷。
熔断可由多个因素引起,如模具润滑不佳、熔点太高或披露深度过大、冷却效果不好等,此外,对某些特定材料,如煤基铸铁,温度较低时受到高氮含量的影响,也会产生熔断缺陷。
熔断的存在,会影响铸件的结构强度和使用寿命,它们多为深孔状的内控,很难以被检测出来,未能及时发现和纠正,会导致铸件质量减退,乃至于产品失效。
铸造过程中常见的几种缺陷
铸造是一种常见的金属加工方法,但在铸造过程中,常会出现一些缺陷,影响铸件的质量和性能。
本文将介绍几种常见的铸造缺陷及其主要内容。
1. 疏松
疏松是指铸件内部存在气孔、夹杂物等空隙。
这种缺陷会导致铸件强度下降、易断裂等问题。
疏松的原因主要有两个方面:一是液态金属中溶解气体过多;二是浇注时液态金属流动不畅或充型不良。
2. 气孔
气孔是指在铸件表面或内部存在的小孔洞,通常由于液态金属中溶解气体过多而形成。
气孔会影响铸件的外观和性能,严重时会导致断裂等问题。
3. 夹杂物
夹杂物是指在铸件中存在的异物,如沙粒、灰尘、切削屑等。
夹杂物会影响铸件强度和韧性,甚至导致断裂。
4. 热裂纹
热裂纹是指在冷却过程中,由于金属内部应力过大而导致的裂纹。
热裂纹通常发生在厚度不均匀的铸件部位,如壁厚变化处、边缘等。
5. 缩孔
缩孔是指铸件内部存在的凹陷或空洞,通常由于液态金属在凝固过程中收缩而形成。
缩孔会影响铸件的强度和密封性能。
为避免上述铸造缺陷的出现,可以采取以下措施:
1. 控制液态金属中溶解气体含量,如采用真空熔炼等方法。
2. 优化浇注系统设计,确保液态金属流动畅通。
3. 严格控制充型质量,如采用振动充型、压力充型等方法。
4. 控制冷却速度和温度梯度,避免产生应力过大的情况。
5. 优化铸件结构设计,避免壁厚变化过大、边角过于尖锐等情况。
总之,在铸造过程中要注意各个环节的质量控制和优化设计,以确保铸件质量和性能。
1、多肉类缺陷1)冲砂一、特征铸件表面上有粗糙不规则的金属瘤状物,常位于浇口附近。
在铸件其他部位则往往出现砂眼。
二、原因分析型、芯表面局部砂子被液态金属冲刷掉:1、型砂或芯砂强度太低。
2、型、芯舂得太松。
3、型、芯烘烤过渡。
4、浇注系统开设不当,内浇口数量少,液态金属流速过大,冲刷力强,或型、芯局部表面受冲刷时间过长。
2)掉砂一、特征铸件表面上得块状金属突起物,其外形与掉落的沙块很相似。
在铸件其他部位往往出现砂眼或残缺。
二、原因分析砂型或砂芯的局部块在机械力作用下掉落:1、分型面不平整或分型负数不适当,以及芯头不平整或间隙小,合型时将型、芯压坏。
2、下芯合型操作不小心,型、芯局部砂块被压坏挤落。
3、型芯水分过高或型、芯未烘干且通气性很差,浇注时发生沸腾现象。
4、舂砂太松或紧实度不均,型、芯局部强度不足5、模样有深而小的凹槽,由于结构不良或拔模斜度小,起模时将砂型带坏或震裂。
6、和好的砂型在紧箱、加压铁或在运输过程中受冲击碰撞,型、芯局部砂块掉落。
7、型、芯干燥温度过高。
1、空洞类缺陷1)、气孔、针孔一、特征1、析出气孔(溶解在液态金属中的气体在凝固时产生的气孔):多是细小的,呈圆形、椭圆形或针状,分布在铸件的整体或某一部分,其内壁光滑而明亮。
氢气孔比氮气孔明亮,氢氮复合气孔易产生在铸件的中心部位。
这类气孔在铝合金中,常以针孔形式存在,它的大小多在1毫米以下,通常在铸件的厚大断面或热结处较为严重。
2、侵入气孔(型和芯的气体侵入液态金属后产生的气孔):尺寸较大,孔壁光滑,表面氧化,多数呈梨形或椭圆形,位于铸件表面或内部。
3、反应气孔(液态金属的某些成分之间或液态金属与铸型在界面上发生化学反应产生的气孔):气孔位于铸件表皮下,有的呈分散的针孔,有的隐蔽在铸件上部并伴有夹渣。
二、原因分析1、液态金属中含有大量气体,且浇注温度低,析出气体来不及上浮溢出。
2、炉料潮湿、锈蚀、油污,出铁槽和浇包未烘干。
3、针孔主要是由氢、氮、一氧化碳气体造成的,硅虽可减少铸铁中氧的含量,但却增加氢的含量,故高硅铸铁易出现气孔。
6种铸件常见缺陷的产生原因、防止方法,不收藏是你的损失!一、气孔(气泡、呛孔、气窝)特征:气孔是存在于铸件表面或内部的孔洞,呈圆形、椭圆形或不规则形,有时多个气孔组成一个气团,皮下一般呈梨形。
呛孔形状不规则,且表面粗糙,气窝是铸件表面凹进去一块,表面较平滑。
明孔外观检查就能发现,皮下气孔经机械加工后才能发现。
形成原因:1、模具预热温度太低,液体金属经过浇注系统时冷却太快。
2、模具排气设计不良,气体不能通畅排出。
3、涂料不好,本身排气性不佳,甚至本身挥发或分解出气体。
4、模具型腔表面有孔洞、凹坑,液体金属注入后孔洞、凹坑处气体迅速膨胀压缩液体金属,形成呛孔。
5、模具型腔表面锈蚀,且未清理干净。
6、原材料(砂芯)存放不当,使用前未经预热。
7、脱氧剂不佳,或用量不够或操作不当等。
防止方法:1、模具要充分预热,涂料(石墨)的粒度不宜太细,透气性要好。
2、使用倾斜浇注方式浇注。
3、原材料应存放在通风干燥处,使用时要预热。
4、选择脱氧效果较好的脱氧剂(镁)。
5、浇注温度不宜过高。
二、缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。
常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有大平面的厚薄处。
形成原因:1、模具工作温度控制未达到定向凝固要求。
2、涂料选择不当,不同部位涂料层厚度控制不好。
3、铸件在模具中的位置设计不当。
4、浇冒口设计未能达到起充分补缩的作用。
5、浇注温度过低或过高。
防治方法:1、提高磨具温度。
2、调整涂料层厚度,涂料喷洒要均匀,涂料脱落而补涂时不可形成局部涂料堆积现象。
3、对模具进行局部加热或用绝热材料局部保温。
4、热节处镶铜块,对局部进行激冷。
5、模具上设计散热片,或通过水等加速局部地区冷却速度,或在模具外喷水,喷雾。
6、用可拆缷激冷块,轮流安放在型腔内,避免连续生产时激冷块本身冷却不充分。
7、模具冒口上设计加压装置。
铸件缺陷分类
一、GB5611—1998《铸造名词术语》对铸件缺陷分类的规定:
1、多肉类缺陷;
2、孔洞类缺陷;
3、裂纹、冷隔类缺陷;
4、表面缺陷;
5、残缺类缺陷;
6、形状及重量误差类缺陷;
7、夹杂类缺陷;
8、性能、成分、组织不合格。
二、铸造缺陷术语(72项)
1、多肉类缺陷(8项)
1.1飞翅(飞边)
1.2毛刺
1.3抬型(抬箱)
1.4胀砂
1.5冲砂
1.6掉砂
1.7粘模多肉
1.8外渗物(外渗豆)
2、孔洞类缺陷(9项)
2.1气孔
2.2针孔
2.3表面针孔
2.4皮下气孔
2.5 缩孔
2.6 缩松
2.7 疏松
2.8渗漏
2.9呛火
3、裂纹、冷隔类缺陷(9项)3.1 冷裂
3.2 热裂
3.3 缩裂[收缩裂纹]
3.4 热处理裂纹
3.5网状裂纹[龟裂]
3.6 白点(发裂)
3.7 冷隔
3.8 浇注断流
3.9重皮
4、表面缺陷(14项)
4.1 鼠尾
4.2 沟槽
4.3 夹砂结疤(夹砂)
4.4涂料结疤
4.5 机械粘砂(渗透粘砂)
4.6 化学粘砂(烧结粘砂)
4.7 表面粗糙
4.8粘形
4.9龟裂[网状裂纹]、
4.10流痕[水纹]
4.11印痕
4.12皱皮
4.13 缩陷
4.14拉伤
5、残缺类缺陷(6项)
5.1 浇不到(浇不足)
5.2 未浇满
5.3 炮火
5.4损伤(机械损伤)
5.5型漏(漏箱)
5.6漏空
6、形状及重量误差类缺陷(6项)6.1 拉长
6.2 超重
6.3 变形
6.4 错型(错箱)
6.5 错芯
6.6 偏芯(漂芯)
7、夹杂类缺陷(9项)
7.1 夹杂物
7.2 冷豆
7.3 内渗物(内渗豆)
7.4 渣气孔
7.5 砂眼
8、性能、成分、组织不合格(11项)8.1 亮皮
8.2 菜花头
8.3 石墨漂浮
8.4 石墨集结
8.5 组织粗大
8.6 偏析
8.7 硬点
8.8 反白口
8.9 球化不良
8.10 球化衰退
8.11 脱碳。