冲压模具结构及其设计介绍
- 格式:ppt
- 大小:2.82 MB
- 文档页数:64
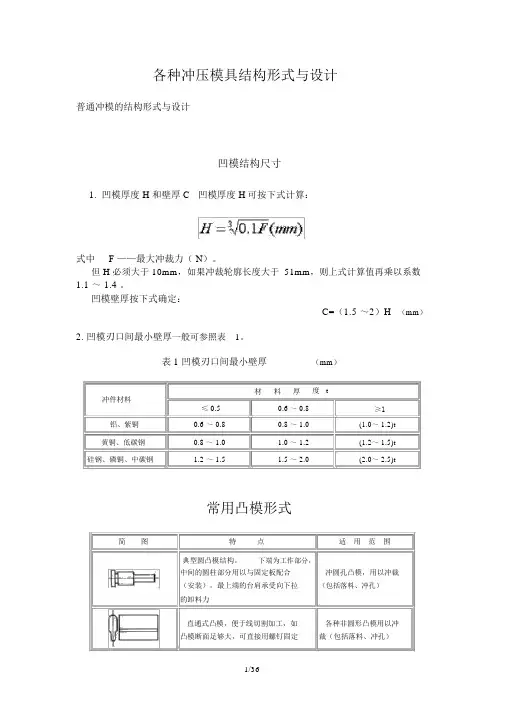
各种冲压模具结构形式与设计普通冲模的结构形式与设计凹模结构尺寸1.凹模厚度 H 和壁厚 C 凹模厚度 H可按下式计算:式中 F ——最大冲裁力( N)。
但 H 必须大于 10mm,如果冲裁轮廓长度大于 51mm,则上式计算值再乘以系数1.1 ~ 1.4 。
凹模壁厚按下式确定:C=(1.5 ~2)H(mm)2.凹模刃口间最小壁厚一般可参照表1。
表 1 凹模刃口间最小壁厚(mm)材料厚度 t冲件材料≤ 0.50.6 ~ 0.8≥1铝、紫铜0.6 ~ 0.80.8 ~ 1.0(1.0~ 1.2)t 黄铜、低碳钢0.8 ~ 1.0 1.0 ~ 1.2(1.2~ 1.5)t 硅钢、磷铜、中碳钢 1.2 ~ 1.5 1.5 ~ 2.0(2.0~ 2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
下端为工作部分,中间的圆柱部分用以与固定板配合冲圆孔凸模,用以冲裁(安装),最上端的台肩承受向下拉(包括落料、冲孔)的卸料力直通式凸模,便于线切割加工,如各种非圆形凸模用以冲凸模断面足够大,可直接用螺钉固定裁(包括落料、冲孔)断面细弱的凸模,为了增加强度和凸模受力大,而凸模相刚度,上部放大对来说强度、刚度薄弱凸模一端放长,在冲裁前,先伸入单面冲压的凸模凹模支承,能承受侧向力整体的凸模结构上部断面大,可直单面冲压的凸模接与模座固定节省贵重的工具钢或硬凸模工作部分组合式质合金组合式凸模,工作部分轮廓完整,圆凸模。
节省工作部分与基体套接定位的贵重材料冲裁凹模的刃壁形式简特点适用范围图刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨适用于冲件为任何形状、各损,一次刃磨量较少。
刃口尺寸随刃种板厚的冲裁模(但料太薄不磨变化宜采用)凹模工作部分强度好α一般取5′~ 30 ′刃壁带有斜度,漏料畅通,但由于适用于材料厚度小于3mm 刃壁与漏料孔用台肩过渡,因此凹模的冲裁模工作部分强度较差凹模厚度即有效刃壁高度。
刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。

必知冲压磨具结构知识介绍冲压磨具是冲压工艺中常用的工具,用于制作各种零件。
磨具的结构对于冲压工艺的稳定性和效率有着重要的影响。
本文将介绍必知的冲压磨具结构知识,帮助读者深入了解冲压磨具的构造和应用。
一、冲压磨具的基本结构冲压磨具主要由上模座、上模板、底模座、底模板、导向柱、导向套、顶杆和顶块等组成。
其中,上模座和下模座是冲压磨具的基础支撑部分,上模板和底模板则是制造零件的主要工作面。
1. 上模座和上模板上模座位于工作台上方,用于固定上模板,通常由钢板焊接构成。
上模板是磨具最上部的部分,也是与工件直接接触的部分。
上模板的形状和尺寸根据工件的要求而设计,常用材料有优质合金钢或硬质合金。
2. 底模座和底模板底模座位于工作台下方,用于固定底模板,同样由钢板焊接构成。
底模板是磨具最下部的部分,其形状和尺寸一般与上模板相对称。
底模板的设计可根据工件的要求决定,常用材料同样是优质合金钢或硬质合金。
3. 导向柱和导向套导向柱用于保持上模座和底模座之间的相对位置,以确保磨具在工作过程中的稳定性和准确性。
导向柱一般安装在上模座和底模座中央的位置。
导向套则用于固定导向柱,使其能够在工作过程中保持相对位置不变。
4. 顶杆和顶块顶杆通过导向柱与上模座相连,用于传递冲击力和固定上模板。
顶块位于顶杆的顶端,与工件接触。
顶块的形状和尺寸根据工件要求决定,常用材料同样是优质合金钢或硬质合金。
二、冲压磨具的应用领域冲压磨具广泛应用于各个行业,其中包括汽车、电子、家电等领域。
下面以汽车行业为例,介绍冲压磨具的应用。
1. 冲压件的制备汽车中的许多零部件都是通过冲压工艺制备而成的,例如车身、车门、引擎罩等。
冲压磨具在汽车制造过程中起着重要作用,能够快速而准确地制作出符合要求的零部件。
2. 冲压件的模具设计冲压磨具的结构设计对于冲压件的质量和效率有着直接影响。
在汽车行业中,冲压件的模具设计包括模具结构设计、模具结构分析、模具加工等环节,冲压磨具的设计要求精准合理,以确保冲压件的尺寸和表面质量满足要求。
冲压工艺及模具设计冲压工艺及模具设计是现代工业制造中常用的一种技术,它通过将金属板材或者其他形状的金属件置于模具中,然后通过冲压机的动作使得金属材料发生塑性变形以得到所需的形状和尺寸。
冲压工艺及模具设计是一门综合性强的工艺技术,以下将介绍其包括冲压工艺流程、模具设计原则、模具结构设计、模具构件选用等相关内容。
一、冲压工艺流程冲压工艺分为单道冲压和多道冲压两种。
单道冲压是指在一个冲压过程中完成产品的全体造型,多道冲压是指通过多次冲压工艺来完成产品的全体造型。
下面将以多道冲压为例介绍冲压工艺流程。
1.材料准备:选择合适的板材材料,进行剪切、铺料等准备工作。
2.模具设计:根据产品的形状和尺寸要求,设计合适的冲压模具。
3.上料:将材料板厚按照模具规格要求剪切成对应尺寸,然后放置在模具上。
4.开模:通过冲压机的动作,使得模具上的凸模与凹模对压,使材料发生塑性变形。
5.去杂及模具保养:在冲压过程中会产生一些杂质,需要及时清理,并对模具进行保养和维护。
二、模具设计原则模具设计是冲压工艺的核心环节,它直接影响着产品的质量和成本。
在进行模具设计时,需要遵循以下原则:1.合理性原则:模具结构要合理,能够满足产品的形状和尺寸要求,并且易于加工和调整。
2.稳定性原则:模具要具有足够的刚性和稳定性,能够承受冲压机的冲击力和振动。
3.高效原则:模具设计要考虑工作效率,设计出能够实现快速冲压的模具结构。
4.经济原则:模具的设计和制造成本要较低,以降低产品的制造成本。
三、模具结构设计模具的结构设计是模具设计的重要环节,它包括模具的整体结构、分段结构、导向结构等。
下面将介绍常用的模具结构设计方法:1.整体结构设计:将模具设计为一个整体结构,具有较好的刚性和稳定性。
2.分段结构设计:根据产品的形状和尺寸要求,将模具分为多个部分,通过连接件进行连接。
3.导向结构设计:模具需要具有良好的导向性,避免材料在冲压过程中发生歪斜和偏移。
4.其他辅助结构设计:模具还需要考虑各种辅助结构,如剪断边缘结构、定位结构、脱模结构等。

冲压模具结构及其设计介绍1. 引言冲压模具是冲压工艺中的关键部件,也是冲压过程中实现成形的关键工具。
冲压模具结构的设计与制造直接影响着产品的质量和生产效率。
本文将介绍冲压模具的结构及其设计要点,以帮助读者更好地理解和应用冲压模具。
2. 冲压模具结构冲压模具通常由上模、下模和导向装置组成。
2.1 上模上模是冲压模具的最上局部,其主要功能是固定和定位工件。
根据实际需要,上模可以采用滑块式、拉杆式或翻转式结构。
上模通常由上模座、上模座板、上模底板和上模底板螺钉组成。
2.2 下模下模是冲压模具的最下局部,其主要功能是支撑工件和提供成形空间。
下模通常由下模座、下模座板、下模底板和下模底板螺钉组成。
2.3 导向装置导向装置是冲压模具的重要组成局部,其主要功能是确保上模和下模的定位和运动精度。
导向装置可以分为直线导向和滑动导向两种形式,具体结构的选择需根据实际应用需求而定。
3. 冲压模具设计要点冲压模具设计时需要考虑以下几个要点:3.1 工件形状分析在进行冲压模具设计之前,需要对工件的形状进行分析。
通过对工件形状的分析,可以确定冲压模具的结构、材料选择、工艺布局等设计参数。
3.2 材料选择冲压模具的材料选择直接影响着模具的寿命和性能。
一般而言,冲压模具的工作部位应选择高硬度、高强度、高热稳定性的材料,如优质合金工具钢等。
3.3 充气系统设计充气系统是冲压模具设计中必不可少的一局部,其作用是通过充气将工件弹出模具。
充气系统的设计应考虑到冲压过程中的力学特性,并确保充气均匀、稳定。
3.4 固定方式设计冲压模具的固定方式设计直接影响着模具的稳定性和定位精度。
常见的固定方式有机械固定和气动固定两种,具体选择需根据模具的具体结构和工艺要求而定。
3.5 冲压力分析冲压过程中的冲压力分析是冲压模具设计的重要环节。
通过对冲压力的分析,可以确定模具的结构强度和刚度,以及选取适宜的冲压机。
4. 结论冲压模具是冲压工艺中不可或缺的工具,其结构和设计直接影响着产品质量和生产效率。
冲压模具设计1. 引言冲压模具是指在冲压加工过程中用于将金属材料加工成所需形状的专用模具。
冲压加工具有高效率、高精度、低材料消耗等优点,是广泛应用于汽车、家电、航空航天等制造行业的关键工艺。
冲压模具的设计是冲压加工过程中不可或缺的一环,在模具设计过程中需要考虑多个因素,包括材料的选择、模具结构的设计、加工工艺的确定等。
2. 冲压模具的基本概念和工作原理冲压模具主要由上模、下模和导向系统组成。
上模与下模配合后形成一个封闭的腔体,腔体中通过金属材料进行冲压加工,使其变形成所需要的形状。
冲压模具的工作原理是通过将上模与下模进行闭合,并施加一定的压力,使金属材料产生弹性变形或塑性变形,从而得到目标形状。
3. 冲压模具的设计步骤冲压模具的设计过程可以分为以下几个步骤:3.1 确定产品形状和尺寸在冲压模具设计之前,首先需要明确产品的形状和尺寸要求。
这可以从产品的图纸和技术要求中获取,也可以通过与产品设计师的沟通来确认。
3.2 材料选择根据产品的特性和工艺要求,选择适合的材料作为冲压模具的材料。
常见的冲压模具材料包括合金工具钢、高速钢等,具体选择需要综合考虑材料的强度、耐磨性、导热性等因素。
3.3 模具结构设计根据产品形状和尺寸要求,设计模具的结构。
模具一般分为上模和下模,根据需要还可以增加一些辅助结构,如导向柱、导向套等。
模具的结构设计需要考虑到产品的加工过程和模具的使用寿命,确保模具具有足够的强度和刚度。
3.4 模具零件设计根据模具的结构设计,对各个零部件进行详细设计。
主要包括上模、下模、导向柱、导向套、导向销等部件。
在设计过程中,需要考虑到各个零件的功能需求,如导向柱的导向精度、导向套的磨损等。
3.5 加工工艺确定根据产品的加工要求和模具的结构特点,确定模具的加工工艺。
主要包括不同零件的加工顺序、加工方法、加工设备的选择等。
加工工艺的确定需要综合考虑加工效率、加工精度和加工成本等因素。
4. 冲压模具设计的注意事项在冲压模具设计过程中,需要注意以下几个方面:•结构合理性:冲压模具的结构应尽可能简洁,确保模具的强度和刚度满足要求;同时要尽量避免零部件的干涉和冲突,以提高模具的稳定性和寿命。
冲压模具结构及其成型方法介绍1. 引言冲压模具是一种广泛应用于工业生产中的重要工具。
它被用于制造各种金属零件,包括汽车零件、家电零件、电子零件等等。
冲压模具的结构和成型方法对于产品的质量和效率有着重要的影响。
本文将介绍冲压模具的结构组成和常用的成型方法。
2. 冲压模具的结构组成冲压模具主要包括模座、模架、模板和顶出机构等几个根本局部。
2.1 模座模座是冲压模具的底部支撑局部,它通常由稳固的合金钢制成,具有足够的强度和刚度。
模座中还设有导向柱和导向套,用于保持模具的定位准确。
模架是冲压模具的主体局部,它由优质的钢材制成,并经过精确的加工。
模架上通常设有导向柱和导向套,用于支撑模板和定位。
2.3 模板模板是冲压模具中负责成型的零部件,它通常由高硬度和高耐磨性的材料制成,例如高速钢或硬质合金。
模板上设有凹模和凸模,通过凹模和凸模的配合来实现金属材料的压制和成型。
2.4 顶出机构顶出机构是冲压模具中的重要组成局部,它用于将成型后的零件从模具中顶出。
顶出机构通常由弹簧、顶出杆和顶出板组成,可以通过弹性力和顶出杆的推力将成型后的零件从模具中顶出。
3. 冲压模具的成型方法冲压模具的成型方法主要有单冲、连冲和复合冲压三种。
单冲是最简单、最常见的冲压模具成型方法之一。
它是通过一次冲击将材料冲压成形的过程。
单冲通常适用于较简单的零件成型,在成型过程中,模具只进行一次压制操作。
3.2 连冲连冲是一种高效的冲压模具成型方法,它可以在一次往复冲击中完成多个成型过程。
连冲通常适用于复杂的零件成型,在成型过程中,模具可以进行屡次连续的压制操作,从而提高生产效率。
3.3 复合冲压复合冲压是一种复杂的冲压模具成型方法,它通过屡次冲压和转位的组合来实现零件成型。
复合冲压通常适用于多重加工程序的零件成型,可以在一个模具中完成多个工序的加工,从而减少生产周期和工艺复杂性。
冲压模具是一种重要的工业生产工具,具有广泛的应用领域。
了解冲压模具的结构组成和成型方法对于提高生产效率和产品质量具有重要意义。
冲压模具结构设计及实例冲压模具是指用于冲压工艺的模具,它是冲压工艺中的重要组成部分。
冲压模具的结构设计对于冲压工艺的质量和效率具有重要影响。
本文将从冲压模具的结构设计和实例两个方面进行探讨。
一、冲压模具的结构设计冲压模具的结构设计是冲压工艺的关键环节之一。
一个优秀的冲压模具需要具备以下几个方面的设计要素:1. 合理的结构布局:冲压模具的结构布局应该合理,能够满足冲压工艺的要求,并且方便操作和维护。
通常包括上下模座、导向装置、冲头、顶出装置等部分。
2. 合适的材料选择:冲压模具需要承受较大的冲击和摩擦力,因此材料的选择非常重要。
常用的材料有优质合金钢、工具钢等,具有较高的硬度和耐磨性。
3. 合理的导向装置:导向装置能够确保上下模具的准确对位,以保证冲压工艺的精度。
常见的导向装置有滑块导向、销针导向等。
4. 适当的顶出装置:顶出装置能够将冲制件从模具中顶出,以便进行下一步的操作。
顶出装置的设计需要考虑冲制件的形状和尺寸等因素。
5. 合理的冲头设计:冲头是冲压模具的重要组成部分,其设计需要考虑冲制件的形状和尺寸等因素。
同时,冲头的材料选择和热处理也非常重要。
二、冲压模具结构设计实例以下是一个钣金冲压模具的结构设计实例:该冲压模具用于加工一种带有凹槽的钣金零件。
该零件的厚度为2mm,材料为优质冷轧板。
根据对该零件的要求,设计出了以下的冲压模具结构:1. 上模座:采用整体式上模座,材料为优质合金钢。
上模座上设置有导向装置,确保上下模具的准确对位。
2. 下模座:采用整体式下模座,材料为优质合金钢。
下模座上设置有顶出装置,以便将冲制件顶出。
3. 冲头:冲头采用硬质合金材料制造,并经过热处理,以提高其硬度和耐磨性。
冲头的形状和尺寸与钣金零件的凹槽相匹配。
4. 引导装置:在上模座和下模座上设置有引导装置,确保上下模具的准确对位,以保证冲制件的精度。
通过以上的结构设计,该冲压模具能够满足钣金零件的冲压工艺要求。
冲制过程中,上下模具准确对位,冲头能够将钣金材料冲剪成带有凹槽的零件,并通过顶出装置将零件顶出,以便进行下一步的操作。
冲压模具结构及设计冲压模具是一种专门用于进行冲压加工的工具。
它的主要作用是将金属板材等原材料按照一定的形状和尺寸进行压制成零件或产品。
冲压模具由上模和下模两部分组成,通过上下模的相互配合,使得原材料在施加压力的作用下发生塑性变形,最终得到所需的成品。
冲压模具的结构设计非常重要,它直接影响到冲压加工的效果和产品质量。
下面是冲压模具的常见结构及设计要点:1.上模结构:上模是用来嵌入原材料并施加压力的部分。
上模的结构设计应该考虑到以下几个要点:-上模应该具有足够的强度和刚度,能够承受施加在上面的压力,并保持稳定的形状。
-上模的工作面应该经过精密加工,以确保产品的精度和表面质量。
-上模应该有适当的导向装置,以确保上下模的配合精度。
2.下模结构:下模是用来支撑原材料并使得其得到充分变形的部分。
下模的结构设计应该注意以下几个要点:-下模应该有足够的刚度,能够承受上模施加的压力,并保持稳定的形状。
-下模的工作面应该具有适当的形状和结构,以确保原材料的变形能够得到充分的发展和形成所需的形状。
-下模应该有适当的导向装置,以确保上下模的配合精度。
3.模具材料选择:冲压模具的材料选择应该根据具体的加工要求和产品特性来确定。
常见的模具材料有钢材、硬质合金等。
模具材料应具备高硬度、耐磨损、高韧性等特点,以确保模具的使用寿命和加工质量。
4.模具构造设计:模具的构造设计应该符合冲压工艺要求和产品要求,在确保加工质量的同时,尽可能减少生产成本。
模具的构造设计需要考虑模具的易于装卸、维修和调试等方面的要求。
5.寿命分析和改进:冲压模具在长期使用过程中会发生磨损和疲劳断裂等问题,因此需要进行寿命分析,并根据分析结果对模具进行改进。
例如,可以通过增加模具的硬度、改进模具的支撑结构等方式来延长模具的使用寿命。
综上所述,冲压模具的结构设计是冲压加工的关键,它直接影响到产品的加工质量和生产效率。
通过合理的结构设计和材料选择,可以提高冲压模具的使用寿命,减少生产成本,从而提高企业的竞争力。