冲压模具结构及其设计介绍
- 格式:ppt
- 大小:4.31 MB
- 文档页数:10
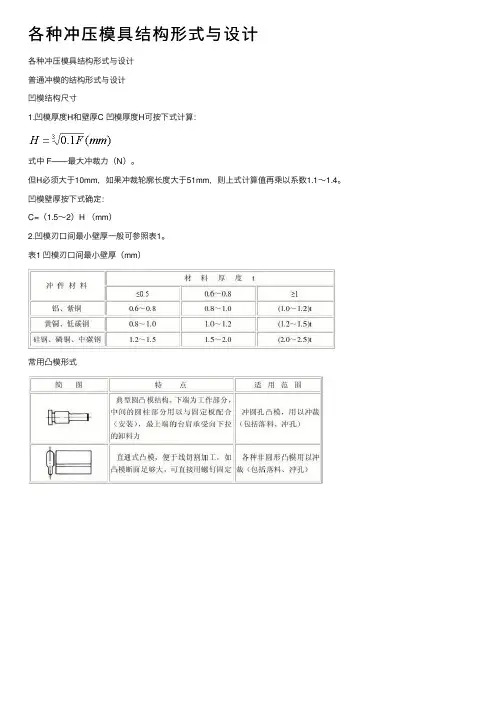
各种冲压模具结构形式与设计各种冲压模具结构形式与设计普通冲模的结构形式与设计凹模结构尺⼨1.凹模厚度H和壁厚C 凹模厚度H可按下式计算:式中 F——最⼤冲裁⼒(N)。
但H必须⼤于10mm,如果冲裁轮廓长度⼤于51mm,则上式计算值再乘以系数1.1~1.4。
凹模壁厚按下式确定:C=(1.5~2)H (mm)2.凹模刃⼝间最⼩壁厚⼀般可参照表1。
表1 凹模刃⼝间最⼩壁厚(mm)常⽤凸模形式冲裁凹模的刃壁形式凹模和凸模的镶拼结构主要⽤于⼤型冲模和刃⼝形状复杂以及个别部分容易损坏的⼩型冲模。
镶块的分块要点如表1。
表1 镶块的分块要点对于中、⼩型镶拼模,镶块的固定可采⽤框套螺钉固定法,圆形镶拼模可采⽤框套热压法。
对于⼤中型镶块的分段固定法如表2。
表2 ⼤、中型镶块的分段固定法常见的凸模固定形式冲裁模的结构形式与设计落料模落料模是沿封闭的轮廓将制件或⼯序件与板料分离的冲模。
图1所⽰为冲制锁垫的落料模。
该模具有导柱、导套导向,因⽽凸、凹模的定位精度及⼯作时的导向性都较好。
导套内孔与导柱的配合要求为H6/h5。
凸模断⾯细弱,为了增加强度和刚度,凸模上部放⼤。
凸模与固定板紧配合,上端带台肩,以防拉下。
凹模刃壁带有斜度,冲件不易滞留在刃孔内,同时减轻对刃壁的磨损,⼀次刃磨量较⼩。
刃⼝尺⼨随刃磨变化。
凹模刃⼝的尺⼨决定了落料尺⼨。
凸模和凹模间有刃⼝间隙。
图1 落料模1-模柄 2-垫板 3-凸模固定板 4-凸模 5-卸料板6-定位销 7-凹模 8-导柱 9-导套在条料进给⽅向及其侧⾯,装有定位销,在条料进给时确定冲裁位置。
⼯件从凹模的落料孔中排出,条料由卸料板卸下,这种⽆导向弹压卸料板⼴泛⽤于薄材料和零件要求平整的落料、冲孔、复合模等模具上的卸料,弹压元件可⽤弹簧或硬橡胶板,卸料效果好,操作⽅便。
冲孔模冲孔模是在落料板材或成形冲件上,沿封闭的轮廓分离出废料得到带孔制件的冲模。
1.冲单孔的冲孔模其结构⼤致与落料模相同。
冲孔模的凸模、凹模类似于落料模。
冲压模具基本结构冲压模具是工业生产中常用的一种模具,广泛应用于汽车、家电、电子、通信等行业。
它是通过对金属板料进行冲压、弯曲、拉伸等加工过程,将板材加工成所需形状的零件。
冲压模具的基本结构主要包括上模座、上模板、下模座、下模板、导柱、定位孔、导套、弹簧、顶针、导轨等组成。
1.上模座:上模座是安装冲头的基座,负责固定上模板。
它通常由钢板焊接而成,用于承受压力和保持模具的稳定性。
2.上模板:上模板是安装冲头的工作部件,它的主要作用是对金属板料进行冲压操作。
上模板一般由多种零件组成,如上模板板身、上模板底座、上模板导柱等,通过螺栓或焊接方式与上模座连接在一起。
3.下模座:下模座是安装下模板的基座,负责固定下模板。
它通常由钢板焊接而成,用于承受压力和保持模具的稳定性。
4.下模板:下模板是安装在下模座上的工作部件,它的主要作用是对金属板料进行冲压操作。
下模板一般由多种零件组成,如下模板板身、下模板底座、下模板导柱等,通过螺栓或焊接方式与下模座连接在一起。
5.导柱:导柱是用于定位上模和下模的零件,它通常由钢材加工而成。
导柱一端固定在上模座或上模板上,另一端固定在下模座或下模板上,使上模和下模在冲压过程中具有准确的定位。
6.定位孔:定位孔是安装在上模板或下模板上的孔,用于定位和固定工件。
当冲头下压时,工件被定位在定位孔中,以确保冲压过程中的精度和稳定性。
7.导套:导套是安装在导柱上的套筒状零件,它的主要作用是减少上模和下模在冲压过程中的摩擦,使模具运行更加顺畅。
8.弹簧:弹簧是安装在冲床上的零件,用于控制模板的弹性运动。
弹簧一端固定在上模座上,另一端固定在上模板上,通过弹性回弹的作用,实现上下模板之间的自动复位。
9.顶针:顶针是安装在上模座上的针状零件,用于支撑工件并使其顶出模具。
顶针一般通过弹簧或气压控制,根据工件的形状和需要冲压的位置进行布置。
10.导轨:导轨是用于使模具滑动的零件,通常安装在上模座和下模座上。
冲压模具的基本结构及工作原理冲压模具是一种用于金属材料加工的工具,用于将金属板材或条形材料在变形压力下通过冲裁、弯曲、拉伸、压实等工艺加工成一定形状和尺寸的零件或工件。
冲压模具是冲压机的配套工具,可以分为冲裁模、成型模和冲压上下模。
冲裁模是冲压模具的主要结构,一般由上模座、上模、下模座、下模和导向装置组成。
上模座和下模座相对固定在冲压机上,而上模和下模则位于上模座和下模座之间,可以进行移动。
导向装置用于保持上模和下模的相对位置,以确保模具的稳定工作。
冲裁模具通常用于将金属板材剪切成一定形状和尺寸的零件。
成型模是用于将金属材料进行弯曲、拉伸、压实等成型工艺的冲压模具,一般由上模座、上模、下模座、下模、弯管装置和导向装置等组成。
弯管装置用于将金属板材进行弯曲成型,导向装置用于保持上模和下模的相对位置。
冲压上下模是用于将金属材料通过冲压工艺加工成一定形状和尺寸的零件的冲压模具,一般由上模座、上模、下模座和下模组成。
冲压上下模通常用于将金属板材进行冲孔、拉伸等工艺,形成一些特定的凹形或凸形结构。
冲压模具的工作原理主要是通过冲击力将金属材料加工成所需形状的零件。
在进行冲裁操作时,冲压机将上模座和下模座夹紧住,上模和下模分别位于上模座和下模座上方和下方。
冲压机的活塞以很高的速度向下移动,冲击上模,使上模和下模之间的金属板材被切割或冲裁成所需形状的零件。
通过适当的模具结构设计和材料选用,冲压模具能够实现高速、高效、高精度的加工。
总之,冲压模具是一种重要的金属加工工具,其基本结构包括冲裁模、成型模和冲压上下模。
冲压模具通过冲击力将金属材料加工成所需形状的零件,具有高速、高效、高精度等优点。
冲压模具的设计和制造需要综合考虑多个因素,以满足零件的加工要求。
冲压模具结构及其设计介绍1. 引言冲压模具是冲压工艺中的关键部件,也是冲压过程中实现成形的关键工具。
冲压模具结构的设计与制造直接影响着产品的质量和生产效率。
本文将介绍冲压模具的结构及其设计要点,以帮助读者更好地理解和应用冲压模具。
2. 冲压模具结构冲压模具通常由上模、下模和导向装置组成。
2.1 上模上模是冲压模具的最上局部,其主要功能是固定和定位工件。
根据实际需要,上模可以采用滑块式、拉杆式或翻转式结构。
上模通常由上模座、上模座板、上模底板和上模底板螺钉组成。
2.2 下模下模是冲压模具的最下局部,其主要功能是支撑工件和提供成形空间。
下模通常由下模座、下模座板、下模底板和下模底板螺钉组成。
2.3 导向装置导向装置是冲压模具的重要组成局部,其主要功能是确保上模和下模的定位和运动精度。
导向装置可以分为直线导向和滑动导向两种形式,具体结构的选择需根据实际应用需求而定。
3. 冲压模具设计要点冲压模具设计时需要考虑以下几个要点:3.1 工件形状分析在进行冲压模具设计之前,需要对工件的形状进行分析。
通过对工件形状的分析,可以确定冲压模具的结构、材料选择、工艺布局等设计参数。
3.2 材料选择冲压模具的材料选择直接影响着模具的寿命和性能。
一般而言,冲压模具的工作部位应选择高硬度、高强度、高热稳定性的材料,如优质合金工具钢等。
3.3 充气系统设计充气系统是冲压模具设计中必不可少的一局部,其作用是通过充气将工件弹出模具。
充气系统的设计应考虑到冲压过程中的力学特性,并确保充气均匀、稳定。
3.4 固定方式设计冲压模具的固定方式设计直接影响着模具的稳定性和定位精度。
常见的固定方式有机械固定和气动固定两种,具体选择需根据模具的具体结构和工艺要求而定。
3.5 冲压力分析冲压过程中的冲压力分析是冲压模具设计的重要环节。
通过对冲压力的分析,可以确定模具的结构强度和刚度,以及选取适宜的冲压机。
4. 结论冲压模具是冲压工艺中不可或缺的工具,其结构和设计直接影响着产品质量和生产效率。
冲压模具结构设计及实例冲压模具是指用于冲压工艺的模具,它是冲压工艺中的重要组成部分。
冲压模具的结构设计对于冲压工艺的质量和效率具有重要影响。
本文将从冲压模具的结构设计和实例两个方面进行探讨。
一、冲压模具的结构设计冲压模具的结构设计是冲压工艺的关键环节之一。
一个优秀的冲压模具需要具备以下几个方面的设计要素:1. 合理的结构布局:冲压模具的结构布局应该合理,能够满足冲压工艺的要求,并且方便操作和维护。
通常包括上下模座、导向装置、冲头、顶出装置等部分。
2. 合适的材料选择:冲压模具需要承受较大的冲击和摩擦力,因此材料的选择非常重要。
常用的材料有优质合金钢、工具钢等,具有较高的硬度和耐磨性。
3. 合理的导向装置:导向装置能够确保上下模具的准确对位,以保证冲压工艺的精度。
常见的导向装置有滑块导向、销针导向等。
4. 适当的顶出装置:顶出装置能够将冲制件从模具中顶出,以便进行下一步的操作。
顶出装置的设计需要考虑冲制件的形状和尺寸等因素。
5. 合理的冲头设计:冲头是冲压模具的重要组成部分,其设计需要考虑冲制件的形状和尺寸等因素。
同时,冲头的材料选择和热处理也非常重要。
二、冲压模具结构设计实例以下是一个钣金冲压模具的结构设计实例:该冲压模具用于加工一种带有凹槽的钣金零件。
该零件的厚度为2mm,材料为优质冷轧板。
根据对该零件的要求,设计出了以下的冲压模具结构:1. 上模座:采用整体式上模座,材料为优质合金钢。
上模座上设置有导向装置,确保上下模具的准确对位。
2. 下模座:采用整体式下模座,材料为优质合金钢。
下模座上设置有顶出装置,以便将冲制件顶出。
3. 冲头:冲头采用硬质合金材料制造,并经过热处理,以提高其硬度和耐磨性。
冲头的形状和尺寸与钣金零件的凹槽相匹配。
4. 引导装置:在上模座和下模座上设置有引导装置,确保上下模具的准确对位,以保证冲制件的精度。
通过以上的结构设计,该冲压模具能够满足钣金零件的冲压工艺要求。
冲制过程中,上下模具准确对位,冲头能够将钣金材料冲剪成带有凹槽的零件,并通过顶出装置将零件顶出,以便进行下一步的操作。
各种冲压模具结构形式与设计一般冲模的结构形式与设计凹模结构尺寸1.凹模厚度H和壁厚C 凹模厚度H可按下式计算:式中F——最大冲裁力〔N〕。
但H必须大于10mm,要是冲裁轮廓长度大于51mm,那么上式计算值再乘以系数1.1~1.4。
凹模壁厚按下式确定:C=〔1.5~2〕H 〔mm〕2.凹模刃口间最小壁厚一般可参照表1。
表1凹模刃口间最小壁厚〔mm〕冲件材料材料厚度 t≥1铝、紫铜(1.0~1.2)t 黄铜、低碳钢(1.2~1.5)t 硅钢、磷铜、中碳钢(2.0~2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
下端为工作局部,中间的圆柱局部用以与固定板配合〔安装〕,最上端的台肩承受向下拉的卸料力冲圆孔凸模,用以冲裁〔包括落料、冲孔〕直通式凸模,便于线切割加工,如凸模断面足够大,可直截了当用螺钉固定各种非圆形凸模用以冲裁〔包括落料、冲孔〕断面细弱的凸模,为了增加强度和刚度,上部放大凸模受力大,而凸模相对来讲强度、刚度薄弱凸模一端放长,在冲裁前,先伸进凹模支承,能承受侧向力单面冲压的凸模整体的凸模结构上部断面大,可直截了当与模座固定单面冲压的凸模凸模工作局部组合式节约宝贵的工具钢或硬质合金组合式凸模,工作局部轮廓完整,与基体套接定位圆凸模。
节约工作局部的宝贵材料冲裁凹模的刃壁形式简图特点适用范围刃壁带有歪度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨损,一次刃磨量较少。
刃口尺寸随刃磨变化凹模工作局部强度好α一般取5′~30′适用于冲件为任何外形、各种板厚的冲裁模〔但料太薄不宜采纳〕刃壁带有歪度,漏料畅通,但由于刃壁与漏料孔用台肩过渡,因此凹模工作局部强度较差适用于材料厚度小于3mm的冲裁模凹模厚度即有效刃壁高度。
刃壁带有歪度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。
α一般取5′~15′适用于凹模较薄的小型薄料冲裁模刃壁无歪度,刃磨后尺寸不变。
凹模工作局部强度较好适用于周密冲裁模和把冲件或废料逆冲压方向推出的复合模刃壁无歪度,刃磨后刃口尺寸不变。