表面处理简介
- 格式:pptx
- 大小:5.60 MB
- 文档页数:25
各種表面處理簡介1.Entek(有機保焊處理)—指裸銅板之OSP處理原為美商公司Enthone所開發的護銅皮膜技術,商名簡稱為Entek。
係利用Banzotriazo(BTA)有機化學品的槽液,對裸銅面(焊墊)進行一種透明膜之護銅處理,而達到護銅和可焊(易溶於微酸液中)的雙重目的。
早期曾在IBM之PCB流程中充作暫時性的護銅劑,品名稱為CU-56,其改良後的現役商品稱為”Entek Plus CU-106A”,可代替噴錫做為細線薄板的可焊處理層,對降低成本有很大好處。
但此種106A常會在金手指表面上形成薄膜,有礙接觸導電的品質。
新型改良品106X已無此種缺點。
2.Electroless Nickel/ Immersion Gold (EN/IG)化鎳浸金許多面積較小或不適於噴錫的板類,經常在裸銅焊墊或焊環上,加做化學鎳與浸鍍金的皮膜,可達到焊接零件的目的外,尚可執行”接觸”導通(Contact),散熱與打線的其他功能,是近年來筆記型電腦板類與手機板類的主要表面處理皮膜。
不過因其焊點強度與可靠度時常出問題,目前手機板許多焊點已改成了OSP有機保焊劑處理,而只在按鍵或圍牆基地上改採用選擇性的EN/IG了。
至於”浸鎳金”的生長,則是一種無須還原劑的典型”置換”(Replacement)反應,也就是說當”化學鎳表面”進入浸金槽液中時,在鎳層被溶解拋出兩個電子的同時,其”金層”也隨即自鎳表面取得電子而沉積在鎳金屬上。
一旦鎳表面全被金層所蓋滿後,金層的沉積反應逐漸停止,很難增加到相當的厚度,至於另一系列”厚化金”,則還須強力的還原劑方可使金層逐漸加厚。
一般而言,化鎳層厚度幾乎可以無限增長,實用規格以150~200u”為宜,而浸鍍金層的厚度則以2~3u”而已,厚化金有時可達20~30u”,當然價格也就另當別論了。
3. Hot Air Solder Leveling (HASL)噴錫是將印過綠漆半成品的板子浸在溶錫液體中,使其孔壁及裸銅焊墊上沾滿銲錫,接著立即自錫池中提出,再以高壓的熱風自兩側用力將孔中的填錫吹出,但仍使孔壁及板面都能沾上一層有助於焊接的銲錫層,此種製程稱為”噴錫”,大陸業界則直譯為”熱風整平”。

表面处理工艺表面处理技术介绍一、什么叫做表面处理表面处理:以最经济和最有效的方法改变产品表面及近表面区的形态、化学成分和组织结构,有效地改善和提高产品的装饰性能、耐腐蚀性能和耐磨性能,延长产品的使用寿命。
常见的表面处理:电镀,化学镀,转化膜技术,物理气相沉积,化学气相沉积,热喷涂,热浸镀,喷砂,化学转化,阳极氧化,涂装等;表面处理技术还能赋予材料表面各种光、电、磁、热、声、化学以及功能转换等特性。
1.各种光的表面技术:镜子;防反光;2.各种电的表面技术:绝缘的镀银,金,铜;导电的用塑料保护3.各种磁的表面技术:隐身技术(重点)4.热的表面技术:红外,吸收红外,防热;5.声的表面技术:防声纳6.化学:钢材镀锌表面处理的种类表面处理根据产品的使用要求可以分为:防护型表面处理,如电镀、氧化(化学氧化、电化学氧化)、装饰型表面处理(如涂装、、功能型表面处理,总的来说,没有明显的划分界限,其主要目的是延长产品的使用寿命,最大程度的节省和利用资源。
二、钣金加工中为什么要进行表面处理?1.钣金加工所用的材料多为冷轧板、热轧板、电解板、白口铁、不锈钢、铝合金板及型材、铜材等,这些材料暴露在大气中,与空气中的水分和氧充分接触后,会发生电化学反应,从而造成材料表面腐蚀,同时物理及化学性质不同的材料间相互接触也会由于彼此间的电位差而形成原电池,从而造成接触腐蚀。
为避免钣金加工中材料在各加工工序间及成品在存放及使用中发生腐蚀,生产中通过对材料进行表面处理方式来控制腐蚀的产生或延缓腐蚀的产生,从而减少由于腐蚀的产生而造成产品返修或报废,尽可能地节约资源及生产成本。
2.各种材料经过钣金加工转化为商品时,为了满足顾客的需求及商品给予人视觉上的美感,就对产品外观作各种表面处理,如电镀、氧化着三、在钣金加工业中铝合金材料通常需进行哪些表面处理?在钣金加工业中,铝合金材料通常需进行以下表面处理:无色化学氧化、黑色化学氧化、金黄色化学氧化、拉丝无色化学氧化、喷砂无色化学氧化、光亮无色化学氧化、喷砂光亮阳极氧化、化学氧化着色、化学氧化后涂装(喷漆、喷粉),其中氧化层有导电与绝缘两种;硬质、耐磨等;前处理四、磷化工艺A、磷化工艺流程:预脱脂----脱脂----流动水洗----流动水洗----表调----磷化----流动水洗----流动水洗----纯水洗----烘干B、前处理生产线喷淋线、浸泡线装生产前为何要进行磷化处理?1、磷化是通过化学的方法使铁基材或锌基材与磷酸盐发生反应而生成一层致密的化学转化膜的过程。
铁艺制品表面处理工艺简介铁艺制品表面处理工艺简介铁艺制品表面处理泛指为了防止铁艺制品表面的锈蚀,消除和掩盖铁艺制品出现的不影响强度的表面缺陷,而对铁艺制品表面涂镀抗(防)锈及效果(美观)性装饰涂料的工艺实施过程。
为了保证抗(防)锈及装饰效果达到尽可能长久的目的,不可避免的要采取许多相应的表面予处理工艺及后期涂镀方法,和对材料及施用工艺的选择。
一、铁艺制品表面的予处理为了保证装饰涂(镀)层与铁艺制品表面有良好的结合力,必须在涂(镀)实施之前,对铁艺制品表面的氧化皮、焊渣、锈痕、油脂、脏物、水份进行尽可能的清除,否则易造成涂(镀)层起泡、开裂、起层及剥落等现象。
所谓的予处理就是指用机械或者化学、电化学等工艺方法来消除铁艺制品涂(镀)前的表面缺陷。
1、去锈、清除氧化皮焊渣的主要方法有手工处理、机械处理、喷射处理、化学处理(酸洗)、电化学处理和火焰处理等方法。
手工处理主要使用砂布,刮刀,锤凿、钢丝刷、废砂轮等工具,靠手工打磨敲铲、扫刷来除去锈垢、氧化皮及焊渣,尘土等表面污物。
机械处理最常用的有风(电)动刷,除锈枪,抛光砂轮及风(电)铲等工具,借助机械力的高频冲击与磨擦的作用除锈和清除氧化皮旧漆等污物。
喷射处理是利用机械离心、压缩空气、高压水流等为动力,将磨料、砂石、钢丸抛射到铁艺制品的表面,冲击和磨擦掉氧化皮、锈痕、旧漆、型砂等。
化学处理是利用特殊配方的酸性溶液来浸、溶铁艺制品,通过化学反应来除净氧化皮、锈痕、油污,即所谓的“酸洗”。
2、除油对于铁艺制品来讲,一般可采用有机溶液,碱液,电化学等方法,目前市面所售的各种金属清洗剂也较适用。
二、铁艺制品表面保护与装饰(涂、镀)工艺简介在铁艺制品的表面制成即可减少和避免金属表面锈蚀,又起到装饰作用的工艺实施过程称为铁艺制品表面的保护及装饰。
对于铁艺制品来讲,一般均采用表面保护和装饰综合处理的方法。
具体处理方法有许多种,但就铁艺制品来讲,常用的是涂装和电镀(热镀),如果两者并用,对耐久性来讲是最好不过的。
钣金常用表面处理技术介绍1. 磷酸盐皮膜处理也称为磷化处理1.1 磷酸盐皮膜机理2H3PO4+M→M(H2PO4)+H23M(H2PO4)2→4H3PO4+M3(PO4)2M(H2PO4)2→MHPO4+H3PO4生成的M3(H2PO4)2和MHPO4为磷酸盐膜的主要成分1.2 磷酸盐皮膜的性质和用途(1) 耐蚀性在大气条件下很稳定﹐在有机油类﹐苯﹐甲苯及各种气体燃料中有很好的耐蚀性。
但磷酸盐皮膜不耐酸﹐碱﹐氨﹐海水及水蒸气等。
磷酸盐膜经过封闭处理后能大大提高其耐蚀性。
磷酸盐皮膜的耐蚀性高于发蓝膜。
(2) 吸附性磷酸盐膜具有多孔构﹐有很好的吸附性﹐因此常用作油漆的底层和吸附润滑油后作为减摩层和润滑层。
(3) 电绝缘性磷酸盐膜是高电阻膜层﹐有很好的电绝缘性﹐击穿电压为240~250V, 涂绝缘漆后可耐1000~1200V,又由于磷酸盐膜不影响透磁性﹐因此常用作电磁装置的硅钢片。
(4) 不粘附熔融金属的特性此特性用于在热浸锌﹑锡铅合金时保护不需要浸涂部分。
在浇铸减摩合金和电机铸铝转子时﹐将钢膜作磷酸盐处理﹐以防粘附。
1.3 邻酸盐膜成膜机理和构成1.4 分类钢铁用化成处理剂铝用化成处理剂锌用化成处理剂不锈钢用化成处理剂铜用化成处理剂镁用化成处理剂其它化成处理剂涂装打底用的化成处理剂塑性加工用化成处理剂防锈用化成处理剂耐磨用化成处理剂绝缘用化成处理剂塑料迭片用化成处理剂涂装打底用皮膜特点﹕致密﹐均匀﹐薄得适当结晶粗大会吸入涂料而减少光泽﹔不均匀会降低涂装后的耐蚀性﹔由于磷酸盐膜很硬很脆﹐皮膜过厚的话﹐涂装后遭到弯曲或冲击等外力时﹐即使别无缺陷﹐也可能脱落。
防锈用皮膜特点﹕致密﹐均匀﹐厚度越厚越好﹐孔隙率越低越好。
表 1.1 美军规格MIL-C-16173C要求的磷酸盐皮膜的防锈性1.5 磷酸盐皮膜构成﹕1.6 磷酸盐化成工艺过程及监控脱脂→水洗→(除锈)→表面调整→化成→水洗→封闭处理或烤漆化成工序的监控参数﹕游离酸度﹐全酸度﹐杂质含量。
金属表面处理种类简介电镀/电泳/磷化/发黑/抛丸/喷丸/喷砂/钝化/喷涂/抛光/镀铬/镀镍电镀镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。
镀铬镀铬层具有很高的硬度,根据镀液成分和工艺条件不同,其硬度可在很大范围400~1200HV内变化。
镀铬层有较好的耐热性,在500℃以下加热,其光泽性、硬度均无明显变化,温度大于500℃开始氧化变色,大于700℃硬度开始降低。
镀铬层的摩擦系数小,特别是干摩擦系数,在所有的金属中是最低的。
所以镀铬层具有很好的耐磨性。
镀铬层具有良好的化学稳定性,在碱、硫化物、硝酸和大多数有机酸中均不发生作用,但能溶于氢氯酸(如盐酸)和热的硫酸中。
在可见光范围内,铬的反射能力约为65%,介于银(88%)和镍(55%)之间,且因铬不变色,使用时能长久保持其反射能力而优于银和镍。
镀镍通过电解或化学方法在金属或某些非金属上镀上一层镍的方法,称为镀镍。
镀镍分电镀镍和化学镀镍。
电镀镍是在由镍盐(称主盐)、导电盐、pH缓冲剂、润湿剂组成的电解液中,阳极用金属镍,阴极为镀件,通以直流电,在阴极(镀件)上沉积上一层均匀、致密的镍镀层。
从加有光亮剂的镀液中获得的是亮镍,而在没有加入光亮剂的电解液中获得的是暗镍。
1、厚度均匀性厚度均匀和均镀能力好是化学镀镍的一大特点,也是应用广泛的原因之一,化学镀镍避免了电镀层由于电流分布不均匀而带来的厚度不均匀。
化学镀时,只要零件表面和镀液接触,镀液中消耗的成份能及时得到补充,镀件部位的镀层厚度都基本相同,即使凹槽、缝隙、盲孔也是如此。
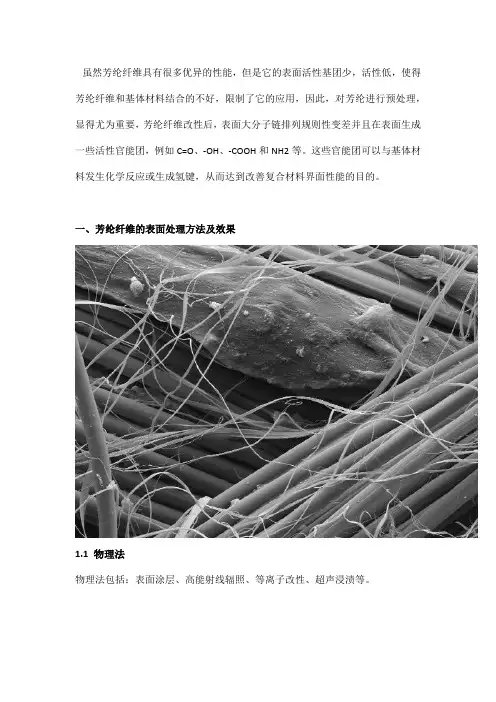
虽然芳纶纤维具有很多优异的性能,但是它的表面活性基团少,活性低,使得芳纶纤维和基体材料结合的不好,限制了它的应用,因此,对芳纶进行预处理,显得尤为重要,芳纶纤维改性后,表面大分子链排列规则性变差并且在表面生成一些活性官能团,例如C=O、-OH、-COOH和NH2等。
这些官能团可以与基体材料发生化学反应或生成氢键,从而达到改善复合材料界面性能的目的。
一、芳纶纤维的表面处理方法及效果1.1 物理法物理法包括:表面涂层、高能射线辐照、等离子改性、超声浸渍等。
表面涂层是指在纤维表面涂覆一层有机物,该有机物涂层与纤维和基体均有较好的相容性,作为纽带增加芳纶纤维与基体的结合力。
高能射线辐照改性是指通过高能射线的辐照,使芳纶表面化学官能团增加或接枝上其他化学物质。
高能射线辐照包括:γ射线辐照、X射线辐照等。
分别在氮气和空气的氛围中,用γ射线辐照Armos纤维,在600KGY的辐照强度下得到了最佳的辐照效果。
通过X射线光电子能谱、XRD、扫描电镜、原子力显微镜对改性前后Armos纤维的表面元素、晶型、表面形貌进行了表征,并测试了辐照前后Armos纤维/环氧树脂的界面剪切强度和单丝拉伸强度。
发现,辐照后,Armos 纤维表面的氧元素含量增加,在空气氛围中,O/C比由0.206增加到了0.258,在氮气氛围中,增加到了0.254;辐照前后,Armos纤维晶型未发生明显变化;改性后,Armos纤维表面生成很多沟槽,粗糙度明显增加;改性后,Armos 纤维/环氧树脂的界面剪切强度由60.59MPa分别增加到了70.1MPa(空气氛围中)和71.3MPa(氮气氛围中),分别提高了15.8%和17.7%;但是,Armos纤维的单丝拉伸强度有所降低。
等离子体改性分为冷等离子表面改性和等离子体表面接枝,冷等离子表面改性是在电场的作用下使电场中的稀薄气体加速运动发生碰撞而形成离子、电子、激发态或亚稳态,这些高能粒子轰击材料表面,引起材料表面的化学键打开,生成自由基,这些自由基相互作用进而在材料表面生成各种极性基团,可与复合材料基体发生化学反应或形成氢键,从而改善纤维与基体的界面性能。
表面处理简介总则表面处理:它是通过机械和化学的方法处理后,能在产品的表面上形成一层保护机体的保护层.在自然界中能达到稳定状态,增加机体的抗蚀性和增加产品的美观,从而提升产品的价值.表面处理种类的选择首先要从使用环境,使用寿命,人为欣赏的角度出发,当然经济价值也是考虑的核心所在.表面处理的流程包括前处理,成膜,膜后处理.包装,入库.出货等工序,其中前处理包括机械处理,化学处理。
.机械处理包括喷吵,抛丸,打磨,抛光,打蜡等工序.机械处理目的使产品表面剔除凹凸不平,补救表面其它外观不良现象. 化学处理使产品表面的油污锈迹去除,并且形成一层能使成膜物质更好的结合或和化成活性金属机体,确保镀层有一个稳定状态,增加保护层的结合力,从而达到保护机体的作用。
第一章,铝材表面处理一,铝材常见的化学处理有铬化,喷漆,电镀,化学镀,阳极氧化,电泳等工艺。
.其中机械处理有拉丝,抛光,喷吵,打磨,等工艺:第一节铬化铬化会便产品表面形成一层化学转化膜,膜层厚度在0.5-4um,这层转化膜吸附性好,主要作为涂装底层。
外观有金黄色,铝本色,绿色等。
这种转化膜导电性能好,是电子产品的最好选项,如手机电池内导电条,磁电设备等.该膜层适合所有铝及铝合金产品.但该转化膜质软,不耐磨,因此不利于做产品外部件利用。
铬化工艺流程:脱脂铝酸脱铬化包装入库铬化适合于铝及铝合金,镁及镁合金产品。
品质要求:1)颜色均匀,膜层细致,不可有碰伤,刮伤,用手触摸,不能有粗糙,掉灰等现象。
2)膜层厚度0.3-4um。
第二节,阳极氧化阳极氧化:可以使产品表面形成一层均匀,致密的氧化层,(Al2O3。
6H2O俗名钢玉)这种膜能使产品的表面硬度达到(200-300HV),如果特种产品可以做硬质阳极氧化,产品表面硬度可达400-1200HV,因而硬质阳极氧化是油缸,传动,不可缺的表面处理工艺.,另外这种产品耐磨性非常好,可做航空,航天相关产品的必用工艺.阳极氧化和硬质阳极氧化不同之处:阳极氧化可以着色,装饰性比硬质氧化要好的多.施工要点:阳极氧化对材质要求很严格,不同的材质表面有不同的装饰效果,常用的材质有6061,6063,7075,2024等,其中,2024相对效果要差一些,由于材质中CU的含量不同,因此7075硬质氧化呈黄色,6061,6063呈褐色,但普通阳极氧化6061,6063,7075没多大的差别,但2024就容易出现很多金斑..一,常见工艺常见的阳极氧化工艺有拉丝雾面本色,拉丝亮面本色,拉丝亮面染色,雾面拉丝染色(可染成任何色系).抛光亮面本色,抛光雾面本色,抛光亮面染色,抛光雾面染色.喷吵亮面本色,喷吵雾面本色,喷沙染色.以上镀种均可用在灯饰器材上。

第一部分:BRUSH 流程一、 流程简述:二、流程说明1、 磨光:是用砂带对铝件表面进行加工的过程,磨光可以去除铝件表面的毛刺、氧化皮、锈蚀、砂眼、划伤等表面缺陷,提高零件表面的平整度。
除表面状态较好或要求不高的铝件可以一次磨光外,一般要采用磨料颗粒逐渐减小的几次磨光,磨光的质量由磨料的种类和粗度、磨光轮(或砂带)的刚性及磨光速度决定。
磨光轮上加拋光膏的磨光铝件表面的粗糙度会更小。
1.1 铝合金的磨光速度一般为10~15m/s 。
1.2 砂带为软布,所需粗度有80#、120#、180#、240#、400#。
1.3 磨光时选择磨料粗度顺序要注意到,不要出现空缺,即前一道研磨的沟痕(砂带痕)和纹路在后一道研磨时要修平和细化,正确的为后一道Brush(拉丝)所作的研磨过程不是很简单的,应进行系统的试验,良好的磨光等于拉丝的一半。
现有的拉丝磨光一般为180#→240#或80#→120#→180A#→240#。
1.4磨光的接触轮应选用充气轮或泡沫塑料轮,在接触轮压力相同情况下,与工件的接触面积软轮比硬轮大,单位面积受力就小,加工后的表面粗糙度就小。
2、Brush(刷光):所谓的Brush是制品经过磨光加工后用尼龙轮或尼龙片研磨使制品表面有留下微细的痕迹。
因为尼龙轮或尼龙片是由高韧度纤维、精选矿砂和特殊的接着剂所构成的,尼龙轮(片)是有弹性的三元次构造,不会改变被研磨物的厚度和外径,使用时无需加腊,工作过程中散热快,不会烧伤工件。
由于纤维上的矿砂分布均匀,当表面一层耗损后,新的研磨绒又能立即发挥效果,因此加工结果均匀、光滑。
同时研磨绒产品柔软度佳,具有很好的可塑性,适合形状各异的被研磨体,研磨绒损耗后,新绒面自然形成,污垢不会堵塞细缝,能使研磨面常保如新。
研磨绒可在制品表面留下超细痕迹,增加表面真实面积,有利于喷漆或烤漆等效果。
2.1常用的Brush研磨绒:2.1.1研磨绒片(PAD):此绒片即轻巧的块状菜瓜布,主要用于手工作业上,只适合于表面处理加工,不会切削材料本身,研磨结果均匀、平滑、柔软佳,适合各种形状的被研磨物,常被用在手表/皮带扣等金属砂纹或发线处理,广泛被用的有3M的7447暗红、7440金黄色、7445白色、7448灰色、8698绿色。
材料表面处理
材料表面处理是指对材料表面进行改性,以增强其性能、延长使用寿命、改善外观等目的的一系列工艺过程。
材料表面处理在工业生产中起着至关重要的作用,它可以改善材料的表面性能,提高材料的耐腐蚀性、耐磨损性、耐高温性等,从而满足不同工程应用的需求。
首先,材料表面处理的方法有很多种,常见的包括化学处理、物理处理、机械处理等。
化学处理包括酸洗、镀锌、阳极氧化等,物理处理包括喷砂、喷丸、激光熔覆等,机械处理包括打磨、抛光、刻蚀等。
不同的材料和不同的工程要求需要选择不同的表面处理方法,以达到最佳的效果。
其次,材料表面处理的目的主要有三个方面。
一是提高材料的耐腐蚀性能,例如在海洋工程中需要对金属材料进行防腐处理,以延长其使用寿命。
二是改善材料的外观,例如对汽车零部件进行喷涂或镀层处理,以提高其美观度和抗氧化性能。
三是增强材料的机械性能,例如对钢铁材料进行热处理,以提高其硬度和强度。
最后,材料表面处理在实际应用中需要注意一些问题。
首先,要选择合适的表面处理方法,根据材料的特性和工程要求进行合理选择。
其次,要控制好表面处理的工艺参数,包括处理温度、处理时间、处理介质等,以确保处理效果。
最后,要进行质量检验,确保表面处理后的材料符合相关标准和要求。
总的来说,材料表面处理是一项非常重要的工艺过程,它可以改善材料的性能和外观,满足不同工程应用的需求。
在实际应用中,我们需要根据具体情况选择合适的表面处理方法,控制好工艺参数,并进行质量检验,以确保处理效果和产品质量。
希望本文对材料表面处理有所帮助,谢谢阅读。