失蜡铸造
- 格式:ppt
- 大小:6.98 MB
- 文档页数:61
失蜡铸造知识点总结一、失蜡铸造的工艺流程1.模型制作:根据零件的设计图纸,制作与之相对应的蜡模型。
蜡模型的制作通常采用模塑法,即在蜡烛模具中将蜡液注入模具中,待蜡凝固后取出,再经过切割、修整等工艺,得到最终的蜡模型。
2.蜡模固定:将制作好的蜡模型放置在支撑杆上,并用石膏混合物固定。
3.涂覆粘合剂和耐火层:用一种特殊的粘合剂和耐火层涂覆蜡模型,以增强铸件的表面质量和提高耐火性。
这一步骤很重要,可以有效防止金属渗入蜡模型,从而提高铸件的表面质量。
4.失蜡(烧蜡):将蜡模型放入烧腊炉中进行熔蜡处理,使蜡模型在高温下燃烧殆尽,形成空腔。
5.熔铸:在蜡模型的空腔中,灌注熔化的金属或合金,铸造成型。
6.振动摇晃:采用振动或摇晃的方式,使铸件内的气泡顺利脱离,提高铸件的密实度。
7.冷却处理:在浇铸后,铸件需要进行冷却处理,使其达到稳定的结构状态。
8.砂型处理:将冷却后的铸件挖出,经过切割、砂型处理等工序,得到最终的铸件。
二、失蜡铸造的材料选择1.蜡模型材料:蜡模型的主要材料是蜡。
蜡模型要求具有一定的韧性和耐热性,以便在铸造过程中不易破损或变形。
2.粘合剂和耐火层材料:通常采用硅溶胶、硅酸酯等有机胶粘剂和石墨、石英砂等耐火材料。
3.铸造材料:失蜡铸造适用于多种金属和合金,如铝合金、镍合金、钛合金、不锈钢等。
根据不同的要求,可选用不同的金属或合金进行铸造。
三、失蜡铸造的设备要求1.蜡模制作设备:蜡模制作需要用到模具、蜡烛模具、蜡浇注设备等。
2.烧蜡设备:烧蜡设备通常采用烧腊炉或烧蜡箱。
3.熔铸设备:熔铸设备包括感应熔炉、电弧炉、熔融炉等。
4.铸造设备:铸造设备一般包括振动台、冷却装置、砂型处理设备等。
四、失蜡铸造的工艺优缺点失蜡铸造作为一种精密铸造技术,具有以下优点:1.精度高:蜡模型的制作精度高,能够精确复制零件的形状和尺寸。
2.表面质量好:采用粘合剂和耐火层的涂覆,可以有效提高铸件的表面质量,减少气孔和缺陷。
青铜器失蜡铸造法
青铜器失蜡铸造法(Lost wax casting)是一种古老的铸造工艺,用于制造青铜器和其他金属雕塑。
这种工艺最早起源于中国,已有几千年的历史。
青铜器失蜡铸造法的过程包括以下几个步骤:
1. 模具制作:首先,将待铸造的青铜器原型雕刻在蜡模上。
这个蜡模是由蜡和其他柔软材料混合制成的,具有原型的形状和细节。
2. 包覆陶泥:将蜡模放置在砂箱中,然后用细腻的陶泥包覆整个蜡模,形成一个外壳。
陶泥需要在几个小时内干燥和固化。
3. 烘烤:将整个砂箱放入烤箱中进行加热,使陶泥中的蜡模熔化并流出。
烘烤温度通常很高,可以达到几百摄氏度。
4. 青铜浇铸:在陶泥外壳中留下的空洞中,倒入加热至液态的青铜。
铜液填满了整个空洞,并根据青铜器原型的形状和细节进行铸造。
5. 冷却和破开:待青铜完全冷却后,将陶泥外壳轻轻破开,取出铸造完成的青铜器。
失蜡铸造法的优点是可以制造出复杂的形状和细节的雕塑作品,同时保持青铜的坚固和耐用性。
这种工艺在青铜器制造中被广泛应用,也逐渐扩展到其他金属雕塑的制作领域。
失蜡法铸造蜡模配方
失蜡法是一种常用的铸造蜡模方法,适用于制作各种复杂形状的铸造件。
为了获得高质量的蜡模,配方的选择至关重要。
以下是一个适用于失蜡法铸造蜡模的配方:
1.主要成分:
-内模蜡:内模蜡是铸造蜡模的主要组成部分,可根据需要选择适合的内模蜡。
常用的内模蜡有微晶蜡、合成纯度较高的聚乙烯醇(PVA)蜡等。
内模蜡的选择应根据铸件的形状、大小、精度等要求进行选择。
-外模蜡:外模蜡用于保护内模蜡,在铸造过程中起到防止燃烧和熔化的作用。
常用的外模蜡有合成蜡、石蓄蜡等。
外模蜡的选择应考虑到燃烧性能、耐高温性能等。
2.辅助成分:
-颜料:根据需要,可以添加一些颜料来调整蜡模的颜色,以便更好地观察和检查蜡模。
-添加剂:为了改善蜡模的流动性、抗燃性、熔点等性能,可以添加一些合适的添加剂,如润滑剂、增稠剂等。
3.配方示例:
以下是一个简单的蜡模配方示例,供参考:
-内模蜡:80%
-外模蜡:15%
-颜料:5%
使用方法:
1.将内模蜡和外模蜡分别加热至液态状态,确保两者的温度均匀且适宜(一般在70-80摄氏度之间)。
2.将颜料逐渐加入外模蜡中,并搅拌均匀,以达到所需的颜色效果。
3.将外模蜡缓慢倒入内模蜡中,同时搅拌均匀,确保两者完全融合。
4.对于需要改善性能的情况,可以根据需要添加合适的添加剂,如润滑剂、增稠剂等。
5.将蜡模液倒入铸模工具中,根据需要进行冷却和固化。
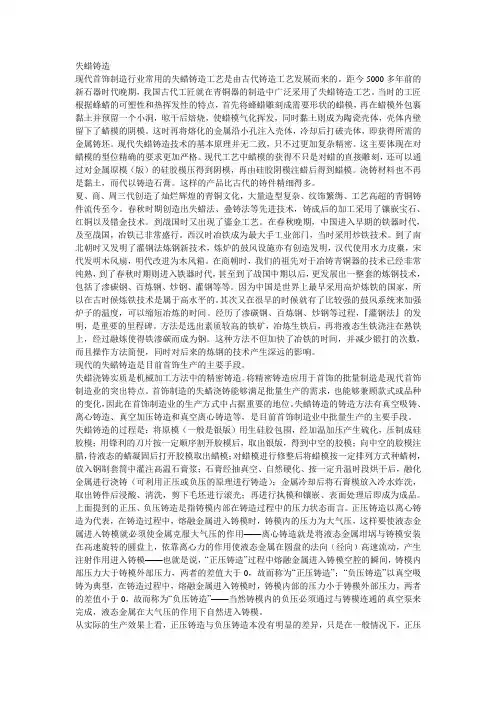
失蜡铸造现代首饰制造行业常用的失蜡铸造工艺是由古代铸造工艺发展而来的。
距今5000多年前的新石器时代晚期,我国古代工匠就在青铜器的制造中广泛采用了失蜡铸造工艺。
当时的工匠根据蜂蜡的可塑性和热挥发性的特点,首先将蜂蜡雕刻成需要形状的蜡模,再在蜡模外包裹黏土并预留一个小洞,晾干后焙烧,使蜡模气化挥发,同时黏土则成为陶瓷壳体,壳体内壁留下了蜡模的阴模。
这时再将熔化的金属沿小孔注入壳体,冷却后打破壳体,即获得所需的金属铸坯。
现代失蜡铸造技术的基本原理并无二致,只不过更加复杂精密。
这主要体现在对蜡模的型位精确的要求更加严格。
现代工艺中蜡模的获得不只是对蜡的直接雕刻,还可以通过对金属原模(版)的硅胶模压得到阴模,再由硅胶阴模注蜡后得到蜡模。
浇铸材料也不再是黏土,而代以铸造石膏。
这样的产品比古代的铸件精细得多。
夏、商、周三代创造了灿烂辉煌的青铜文化,大量造型复杂、纹饰繁缛、工艺高超的青铜铸件流传至今。
春秋时期创造出失蜡法、叠铸法等先进技术,铸成后的加工采用了镶嵌宝石、红铜以及错金技术。
到战国时又出现了鎏金工艺。
在春秋晚期,中国进入早期的铁器时代,及至战国,冶铁已非常盛行。
西汉时冶铁成为最大手工业部门,当时采用炒铁技术。
到了南北朝时又发明了灌钢法炼钢新技术,炼炉的鼓风设施亦有创造发明,汉代使用水力皮橐,宋代发明木风扇,明代改进为木风箱。
在商朝时,我们的祖先对于冶铸青铜器的技术已经非常纯熟,到了春秋时期则进入铁器时代,甚至到了战国中期以后,更发展出一整套的炼钢技术,包括了渗碳钢、百炼钢、炒钢、灌钢等等。
因为中国是世界上最早采用高炉炼铁的国家,所以在古时候炼铁技术是属于高水平的。
其次又在很早的时候就有了比较强的鼓风系统来加强炉子的温度,可以缩短冶炼的时间。
经历了渗碳钢、百炼钢、炒钢等过程,『灌钢法』的发明,是重要的里程碑。
方法是选出素质较高的铁矿,冶炼生铁后,再将液态生铁浇注在熟铁上,经过融炼使得铁渗碳而成为钢。
这种方法不但加快了冶铁的时间,并减少锻打的次数,而且操作方法简便,同时对后来的炼钢的技术产生深远的影响。

失蜡浇铸法
失蜡浇铸法(Lost-wax casting)是一种古老的金属铸造工艺,也被称为蜡型铸造或投蜡法。
它在制造复杂形状的金属零件时非常有用,并且可以产生精确度很高的铸件。
该工艺的步骤如下:
1. 制作蜡模:根据需要制造的零件形状,使用可加工的蜡或塑料材料制作一个与最终零件相同形状的模具。
这个蜡模通常比实际零件稍大,以便在后续步骤中补偿收缩。
2. 花洒涂蜡:将制作好的蜡模放置在支架上,然后使用特殊的粘合剂涂覆在蜡模表面。
这个粘合剂会形成一个耐火的外壳,并且能够容纳后续的砂料。
3. 砂壳浇注:将整个蜡模和支架放入一个容器中,然后用特殊的砂料将其完全淹没。
这个砂料会形成一个砂壳,保护蜡模并提供铸造空间。
4. 脱蜡:将整个组合置于高温炉中,使蜡模融化并从砂壳中流出。
这个步骤被称为脱蜡,因为它将蜡模从铸件中移除,留下一个空腔。
5. 烧结:在脱蜡后,将砂壳和支架继续加热,以去除残留的蜡和其他有机物,并增强砂壳的耐火性。
6. 浇铸:一旦砂壳完全准备好,就可以进行铸造了。
将熔化的金属倒入砂壳中,填满空腔。
7. 冷却与破碎:等待熔融金属冷却固化,然后把整个砂壳打破,露出铸件。
8. 加工和清洁:最后,对铸件进行加工、修整和清洁,以达到最终所需的形状和表面质量。
失蜡浇铸法广泛应用于珠宝、艺术品、汽车零件等领域,因其能够制造出复杂形状的精密铸件而受到青睐。
然而,该工艺相对较慢且成本较高,适用于小批量生产。

失蜡法铸造工艺流程失蜡法铸造工艺,又称为失蜡法铸造工艺,是一种古老而经典的铸造方法。
它起源于古代埃及,历经数千年的发展,如今已成为现代工业中常用的一种先进技术。
本文将介绍失蜡法铸造工艺的流程。
失蜡法铸造工艺主要分为以下几个步骤:蜡型制作、涂料和固化、加强芯制作、壁厚校验和热工模数的计算、与烧结。
首先是蜡型制作。
根据产品的要求和设计图纸,首先需要制作一个蜡模。
一般情况下,蜡也是由蜡与蜡的混合料制成;这时会将附有放入蜡模中;通过注入有过热蜡模的特殊注射器中,将热蜡模引入注模成型。
接下来是涂料和固化。
蜡模固定到铸模中后,需要进行第一道涂料层的涂覆。
主要目的是为了增加模型的强度并防止涂层和模具之间出现粘着现象。
随后,铸造工人将蜡模放入挂篮中,进行浸涂,浸涂是指将漆浓度逐步降低的液体涂覆到蜡模上,以增加涂料的厚度。
然后是加强芯制作。
在蜡模制作完毕后,为了增加产品的壁厚和强度,需要在蜡模的内部制作一个加强芯。
加强芯通常由聚苯乙烯颗粒经空中热固化和砂粘合而成。
加强芯的制作需要一定的技术要求,包括芯模的制作、芯浆的制作和热固化过程中的温度控制等。
接下来是壁厚校验和热工模数的计算。
在加强芯制作完毕后,需要对蜡模的壁厚进行校验,并计算其热工模数。
热工模数是指材料在一定温度下的导热性能,它直接影响到最终产品的质量和使用寿命。
最后是与烧结。
在所有前期工艺完成后,失蜡模型需要进行烧结。
烧结是将蜡模在高温下燃烧,使蜡模完全融化,并将其转化为空腔。
在烧结过程中,需要控制好燃烧温度和燃烧时间,以保证产品的质量和精度。
总之,失蜡法铸造工艺是一项复杂而精细的工艺,在现代工业中应用广泛。
通过蜡型制作、涂料和固化、加强芯制作、壁厚校验和热工模数的计算、与烧结等多个步骤,可以获得高质量的铸造产品。
这一工艺流程既能满足产品的设计要求,又能提高产品的强度和耐久度,为各行各业的发展提供了坚实的支持。
熔模(失蜡)铸造1.熔模铸造简介熔模铸造是一种几乎无余量、表面质量极好的精密铸造方法,是消失模铸造法当中的一种。
该工艺方法最早起源于中国,我国古代的青铜器有些就是用这种方法制作的。
近代这种方法最早用于制造镶牙,二次世界大战期间开始用于制造非常精密的或复杂而且没有正常分型面的铸件。
我国从50年代初期开始首先在航空、军品等领域引进苏联技术开始用于熔模铸造生产。
熔模铸造的方法是将石蜡或塑料射进金属的压型中为每个铸件制造一个模样,然后用热的工具将这些模样焊到蜡浇口和内浇口上,组装完的模样称为蜡树。
把蜡树浸入耐火材料浆料中涂敷,经过反复浸涂后在蜡模周围形成足够厚的坚固的耐火材料硬壳而形成铸型。
初步干燥后,将包敷着蜡或塑料的模样的型壳放在烘箱或蒸汽釜中,使模样熔化或烧掉。
接着在烘炉中焙烧型壳,浇注金属。
随着社会的发展,这一方法在世界各地得到快速发展。
2001年我国的不锈钢精密铸件的产量达到7万吨,产值约28元人民币。
2001年比2000年产值增加21.47%。
近几年,我国的广东、浙江、山东等地熔模铸造发展非常快。
市场对这种铸件的需求很旺盛。
熔模铸造主要生产不同材质的中、小精密、特殊用途铸件。
出口精密铸造企业10年来从无到有,至今已300余家。
国内设备制造公司已可以提供成套熔模铸造设备。
2.消失模铸造特点具有极好的表面粗糙度,清晰的细微部分和精密的公差可不考虑拔摸斜度或分型面,因为模样可以由许多部分组装而成可用于生产各种合金无飞边毛刺、清理工作量大大减小;加工量可以非常小3.熔模铸造的关键设备及技术服务主要设备包括:蜡模压注机、蒸汽脱蜡釜、蒸汽发生器、浮砂机、淋砂机等以及型壳焙烧和熔炼设备;国内著名的成套设备提供商:武汉机械工艺研究所公司、山东东营南里工业有限责任公司、秦皇岛宇田科技有限公司等国内可提供技术服务的知名公司有:武汉机械工艺研究所公司4.熔模铸造的未来发展趋势总的发展趋势是:技术水平越来越高,生产过程更加环保,并且在向大型精密方向发展。

失蜡铸造法失蜡铸造法是一种常用的铸造方法,也被称为蜡烧铸造法。
它是一种精密铸造技术,适用于各种金属材料的制作。
本文将详细介绍失蜡铸造法的原理、步骤和应用。
失蜡铸造法的原理是利用熔融金属替代蜡模的方法进行铸造。
首先,根据需要的零件形状和尺寸,在专用模具中制作蜡模。
蜡模可以通过传统的注蜡方法制作,也可以采用现代三维打印技术制作。
然后,将蜡模装入铸造箱中,填充一种专用的细砂材料,形成整体模型。
接下来,将整体模型进行加热,使蜡模融化并从铸造箱中流出,留下与零件相同形状的空腔。
这个过程称为失蜡。
蜡烧的温度和时间需要根据具体的金属材料和零件形状来确定。
失蜡后,将整体模型放入预热炉中进行加热,以去除残留的蜡和水分。
然后,在高温下将铸造箱中的空腔填充熔融金属。
熔融金属可以通过电炉或其他热源来加热。
待金属冷却凝固后,将整个铸件从铸造箱中取出,并进行清理、修整等后续加工处理。
最后,得到的铸件可以与其他零件进行组装,制成完整的产品。
失蜡铸造法具有以下优点:首先,可以制作出复杂形状和高精度的零件,满足特殊需求;其次,可以节省材料和加工工序,提高生产效率;此外,由于采用蜡模,表面质量好,无需进一步加工,从而降低成本。
失蜡铸造法广泛应用于航空航天、汽车制造、机械制造等领域。
在航空航天领域,失蜡铸造法可以用于制造复杂的涡轮叶片、导向叶片等零件;在汽车制造领域,可以用于生产发动机零部件、转向架等;在机械制造领域,可以用于制造船舶零件、工程机械零件等。
总之,失蜡铸造法是一种高精密、高效率的铸造方法,适用于各种复杂形状和高精度要求的零件制造。
随着科技的进步和材料的创新,失蜡铸造法在工业生产中的应用越来越广泛。
失蜡铸造也叫精密铸造。
艺术品也常用此种方式浇注。
古代的艺术品大部分是此种方法。
材料:蜡、制壳耐火材料(如石英砂、铝矾土等)、粘结剂(如水玻璃、硅酸乙酯、硅溶胶等)第一步,设计工艺第二步,制作模具第三步,向模具里打蜡,再把蜡件取出。
蜡件的形状即浇注后铸件的样子第四步,修理蜡件第五步,将蜡件组到浇注系统上第六步,制壳。
首先将组好的蜡件放到浆料桶中,沾上浆料,然后取出,把蜡件放到砂子中,这样蜡件表面就会沾上一层砂子。
晾干。
待这一层干燥后,继续这样的程序,一般五至六层即可。
最后一层只沾浆料,不沾砂子第七步,脱蜡。
在制壳时,蜡件表面不是完全被砂子包住,而是在水口顶露出一部分,这时把蜡件放到设备中,加热,把蜡熔化,流出。
第八步,浇注。
浇注时需要把壳预热一下。
第九步,振壳/view/f19a40cf050876323112122b.html熔模铸造:/view/8b40812c7375a417866f8f72.html/content/10/0322/17/852653_19811005.shtml失蜡法是金属铸造的一种方法。
用蜡制成铸模,外敷造型材料,成为整体铸型。
加热铸模将蜡化去,形成空腔铸范,浇入液态金属,冷却后得到成型铸件。
古代多用于铸造具有复杂形状的铸件。
中国已知最早的失蜡铸件是河南淅川出土的春秋晚期铜盏部件和铜禁。
战国以后,失蜡法的应用范围逐渐扩大,除鼎、彝外,还用于铸造印玺、乐钟、佛像和少数民族地区的贮贝器、饰件等。
现代,失蜡法仍用于铸造金属铸件,称熔模铸造。
脱蜡法是一种铸造方法,中国古代在青铜铸造上已经使用这种方法,现代的精密铸造中称为熔模精密铸造。
脱蜡法是先用蜡制造模,应用到翻沙上,就是将蜡制的样品埋入铸造的沙型中,夯实,然后加热,使沙型变得结实,蜡融化倒出,再将熔化的青铜或铁水倒入。
一般翻砂是用木模或原型,得将砂型做成两半,再合在一起,模具必须可以从半个砂型中取出。
而脱蜡法不必取出模具,因此可以铸造形状非常复杂的物品。
失蜡法铸造工艺流程
失蜡法铸造好种类繁多,流程也繁琐复杂,一般包括配料、混合、分颗粒、研磨膏、铸件(模)充型、失蜡回转、布料等7大步骤。
具体流程如下:
1、配料:根据铸件(模)型号、材料、尺寸差异,按照一定的比例精细配制质量,特殊的填充料。
2、混合:经过水振动拌合、压实,均匀混合每种成分,才能达到形成非晶态基体状态,以确保均匀性和质量。
3、分颗粒:将混合物经碾磨、分级微粉并筛选,以形成单一分散小颗粒。
4、研磨膏:把分级的颗粒加上填充料和浆料糊精磨,特殊膏体经正反翻转、回转搅拌而成。
5、铸件(模)充型:将研磨膏倒入模具内,经挤出机压实而满充模具,形成适形胶料初硬。
6、失蜡回转:失蜡回转是指在控制好温度和湿度的环境下,将充型后的模具转动180°,使其失蜡(剥离胶料)而成型;
7、布料:将失蜡后的胶料放入定形模具内,终成型;布料时,应在定形模具内填入浆料,以限制成型时的缩气,保证成型精度。
失蜡法铸造是一种常用的铸件制作工艺,对于重要铸件还需要采用真空冷可定型工艺确保整体的零件的精度、表面的美观,从而使重要零件的制造达到需要的质量要求。
失蜡法铸造工艺流程
《失蜡法铸造工艺流程》
失蜡法铸造,又称为蜡型铸造,是一种常用的金属铸造工艺。
它的工艺流程相对比较复杂,需要经过多个步骤才能完成。
下面是失蜡法铸造的工艺流程:
1. 制模:首先,需要根据需要铸造的零件,制作蜡模。
这一步骤中,工匠们会使用特殊的蜡料,将其注入到模具中,然后待其凝固成型,取出模具,就得到了蜡模。
2. 包覆:接下来,将蜡模浸入沙浆中,形成薄膜,然后再次浸入,逐渐增加厚度。
这样做的目的是为了保护蜡模,同时形成一个耐火性较好的外壳。
3. 烘烤:包覆完毕后,需要将蜡模进行烘烤,使蜡模融化并流出,而留下一个完整的模具。
烘烤的温度和时间需要严格控制,以确保模具不会被破坏。
4. 浇铸:待模具冷却后,可以进行浇铸。
将熔化的金属倒入模具中,待其凝固后,即可取出铸件。
5. 清理:最后,将模具打破,取出铸件,然后进行清理和修整,使其达到设计要求的尺寸和表面要求。
失蜡法铸造工艺流程中,每一步骤都需要工匠们精密操作以及对材料性能和工艺技术的高度掌握。
这种工艺在铸造出复杂形
状和精密尺寸的零部件时具有独特的优势,因此在航空航天、军工制造等领域有着广泛的应用。
失蜡法铸造工艺流程失蜡法铸造,又称蜡失法铸造,是一种常用的精密铸造工艺,其工艺流程主要包括模具制作、蜡模注塑、蜡模组装、砂型制作、烧蜡、熔炼、浇注、冷却、脱蜡、清理等环节。
下面将详细介绍失蜡法铸造工艺的具体流程。
首先,模具制作是失蜡法铸造的第一步。
模具的设计和制作直接影响到最终铸件的质量和形状,因此需要精心设计和制作。
通常采用硅胶模具或金属模具,根据铸件的形状和尺寸来选择合适的模具材料和制作工艺。
接下来是蜡模注塑。
在模具制作完成后,需要将熔化的蜡注入模具中,冷却后取出蜡模。
蜡模的成型质量直接关系到后续工艺的顺利进行,因此在注塑过程中需要严格控制温度和压力,确保蜡模的成型质量。
蜡模组装是将蜡模组合成完整的铸件模型,通常需要将多个蜡模组合在一起,形成完整的铸件模型。
在组装过程中需要注意蜡模之间的连接和定位,确保组装后的模型符合设计要求。
随后是砂型制作。
将蜡模组装好后,需要在其表面涂覆一层特制的砂浆,形成一层砂壳。
砂型的质量和结构对最终铸件的质量和表面光洁度有着重要影响,因此需要在砂型制作过程中严格控制涂覆厚度和砂浆的配比。
烧蜡是将蜡模中的蜡烧掉,使模型内部留下空腔。
通常采用加热或蒸发的方式,将蜡模中的蜡完全烧掉,留下空腔用于浇注金属。
接下来是熔炼和浇注。
将金属材料熔化后,通过浇注的方式将熔融金属注入到砂型中,填充蜡模留下的空腔。
在熔炼和浇注过程中需要控制好温度和浇注速度,确保金属充分填充砂型,避免产生气孔和缺陷。
冷却是指待浇注的金属在砂型中冷却凝固。
冷却速度和方式对铸件的组织结构和性能有着重要影响,因此需要在冷却过程中控制好冷却速度和温度,确保铸件的质量。
脱蜡是指在金属冷却后,将砂型中残留的蜡烧掉,以便取出成品铸件。
脱蜡过程需要控制好温度和时间,确保砂型中的蜡完全烧掉,不留任何残留物。
最后是清理。
在脱蜡后,需要清理砂型表面和铸件表面的残留物,通常采用喷砂或化学清洗的方式进行清理,以确保铸件的表面光洁度和质量。
失蜡铸造工艺
失蜡铸造工艺
失蜡铸造(Lost Wax Process),又称热蜡铸造,是一种容易操作的铸造工艺。
它利用蜡的特性,通过热融化,将蜡模铸件融化,然后在其内注入金属,从而形成铸件的工艺。
失蜡铸造也可以用于制作陶瓷、青铜和钢铁等金属的模具,它被广泛应用于铸造厂。
失蜡铸造工艺分为以下几个步骤:模具制作,蜡模熔化,金属倒入,铸件成型和表面处理。
一、模具制作
失蜡铸造工艺需要先制作蜡模。
蜡模的制作方法有很多,可以用蜡或塑料注塑,也可以用粘土或木头制作。
制作的蜡模必须漂亮,外形规整,并且要预留专门的浇注口,以便顺利完成浇注工艺。
二、蜡模熔化
蜡模熔化是失蜡铸造的关键环节。
在铸造过程中,蜡模熔化是把铸件铸成金属的关键,它的熔化温度一般为140~160℃。
三、金属倒入
在蜡模熔化完成之后,金属就可以倒入蜡模中。
要倒入的金属有铝、铜、锌等,这些金属可以以熔融的形式倒入蜡模中。
四、铸件成型
铸件成型是指在金属倒入蜡模之后,将其冷却,使其实现一定的形状,以及铸件的表面处理等工艺。
五、表面处理
铸件的表面处理也是失蜡铸造工艺的一个关键步骤。
表面处理的方法有很多,可以用铝粉末喷涂,也可以用油漆喷涂,以使产品的外观更加漂亮。
失蜡铸造的历史?
失蜡铸造,是一种古老的工艺,早在公元前3700年,古埃及人就使用这种方
法铸造铜器。
在失蜡铸造中,首先需要用蜡模制成待铸造物品的形状,然后将其浸入涂有细粉的泥浆中,形成一层薄膜,再用泥浆加厚,直至形成足够厚度的外壳。
接着,通过高温将蜡模融化掉,留下空腔,再将熔融金属注入其中。
待金属冷却凝固后,取出外壳泥浆,即可得到铸造品。
然而,失蜡铸造也有其缺点。
首先,制作蜡模需要大量的手工和时间,工程量大,造价高。
其次,外壳泥浆在高温下易开裂,精度和表面质量不能完全控制。
而最大的问题是,一旦蜡模被破坏,外壳也会随之毁坏,而且无法修复,这导致了大批蜡模的损失和浪费。
为了解决这些问题,人们进行了不断地改进和创新。
在公元前500年左右,中国人发明了石膏模铸造的方法。
这种方法与失蜡铸造类似,但是用石膏代替了泥浆和蜡模,石膏模可以反复使用,提高了生产效率和品质控制。
在后来的几个世纪中,石膏模铸造逐渐传播到全球,成为一种主流工艺。
然而,失蜡铸造并没有被淘汰。
它有着独特的优势,诸如能够制作复杂的内腔
和花纹等,因此仍被广泛应用于复杂铸造品的生产制造。
同时,随着3D打印等技
术的发展,人们可以更加精准地制作蜡模,取得更高的生产效率和品质控制。
总体来说,失蜡铸造虽然有其历史和局限性,但其独特的优点和灵活性,使得
它在特定领域和行业中仍具有重要的地位和应用前景。
失蜡铸造的优点?失蜡铸造(lost wax casting)是一种古老而又先进的铸造工艺,它可以制造出形状复杂精美、质量高、尺寸精确的金属制品,被广泛应用于汽车、航空、航天、医疗、机械等领域。
失蜡铸造的优点是什么呢?1.制品精度高失蜡铸造能够制造出高精度的金属制品,这主要归功于两个因素。
首先,失蜡铸造可以制造出形状复杂的铸件,对于许多传统的铸造工艺来说是难以实现的。
其次,失蜡铸造不需要使用模具,使得生产过程中可以避免模具变形等问题,从而提高了制品的准确性和精度。
2.材料使用率高失蜡铸造可以用较少的金属材料制造出更多的铸件,从而使得材料使用率大大提高。
这是因为,在失蜡铸造中,蜡模可以反复使用,每次回收的材料都可以被重新利用,这节省了大量的原材料和能源,同时也减少了环境污染。
3.表面质量好失蜡铸造可以制造出表面质量好、光滑度高的铸件,这是由于失蜡铸造的铸件表面光洁度和尺寸精度等特点决定的。
在生产过程中,使用特定的工艺,可以使得铸件表面光滑、均匀,从而达到更高的质量要求。
4.生产效率高失蜡铸造这种先进的铸造工艺可以提高生产效率,减少生产周期,大大提高生产效率。
因为该工艺在模具制造、铸造、后处理等方面均使用先进的设备和工艺,相比传统的铸造工艺,不仅节省了时间,还可以降低成本。
5.适合小批量生产对于小批量生产或制造零件的需要,失蜡铸造非常适合。
该工艺可以灵活地适应不同的生产要求,生产出数量不同、形状不一的铸件,不需要进行大规模的模具制造和复杂的生产流程。
6.适用于复杂工艺随着科技的进步,越来越多的产品变得更加复杂,需要更为先进、高精度的铸造工艺来实现。
失蜡铸造正是这样一种工艺,可以应用于各种形状复杂、精度高、工艺要求苛刻的金属制品的制造,满足了客户的多种需求。
失蜡铸造作为一种先进的铸造工艺,具有许多优点。
它不仅能克服传统铸造工艺的短板,还能提高产品质量和生产效率,节约原材料、能源和环境资源。
面对着不断变化、多样化的市场需求,失蜡铸造不断发展并得到了广泛的应用。