铝和铝合金的粉末冶金_
- 格式:pdf
- 大小:174.92 KB
- 文档页数:2
铝合金粉末冶金的研究及应用随着科技的进步和工业现代化的推进,人们的日常生活中越来越多的物品采用了铝合金材料。
铝合金的优点是轻质、耐腐蚀、抗氧化、导热性好等等。
其中,铝合金粉末冶金技术是制造铝合金物品的重要方法之一。
一、铝合金粉末冶金的概述铝合金粉末冶金(Powder Metallurgy,PM)是一种利用粉状金属制造零部件的工艺技术。
该方法生产的零件密度高、材料均匀,能在铝合金材料的研究和开发中起到重要作用。
铝合金粉末冶金生产过程主要包括烘干、筛选、混合、压制、烧结等多个工序。
其中,为了保证材料的均匀性,混合环节的控制很关键。
同时,烧结工序也是制造高品质铝合金材料的重要工序。
二、铝合金粉末冶金的应用铝合金粉末冶金技术在许多领域中都有广泛的应用。
以下列举一些主要应用:1.汽车制造:铝合金粉末冶金技术生产的零部件密度高、强度大,适合应用于汽车轻质化的要求。
2.航空制造:航空器结构的高温、高强度、高刚性及耐腐蚀等多重特殊要求,铝合金粉末冶金技术生产的材料可以满足这些要求。
3.医疗器械和电子领域:铝合金粉末冶金材料具有良好的生物相容性和振动防护性能,可用于制造人类接触材料,如人工关节、牙科植入物等。
除此之外,铝合金粉末冶金技术在计算机行业、建筑业、船舶制造等领域也有广泛的应用。
三、铝合金粉末冶金技术的发展和前景铝合金粉末冶金技术,在其其他领域的应用得到迅速发展和广泛应用的基础上,其研究和应用也逐步升级。
特别是随着高技术和智能化的应用,国内外铝合金粉末冶金技术也进一步提高和发展,成为新材料和科技的重要领域。
在当前的国际环境下,在“新能源、新技术、新材料”的背景下,铝合金粉末冶金技术发展具有广泛而重要的应用前景。
同时,铝合金粉末冶金技术也将成为我国未来工业发展的重要方向。
总之,铝合金粉末冶金技术的研究和应用在现代工业制造中具有重要意义。
随着科技的不断进步,其应用领域也在不断扩展,为我们的生活和经济发展带来更丰富的选择。
铝合金加工方法一、铝合金的概述铝合金是由铝与其他金属或非金属元素组成的合金材料,因其具有轻、强、耐腐蚀等优异性能,广泛应用于航空航天、汽车、电子等领域。
铝合金加工方法是指将铝合金经过一系列工艺处理,使其达到特定形状和性能的过程。
二、铝合金加工的基本工艺铝合金加工方法可以分为熔铸法、变形加工法和粉末冶金法等多种工艺,其中熔铸法和变形加工法是应用最广泛的两种方法。
1. 熔铸法熔铸法是指将铝及其他金属或非金属原料经过熔化后,借助铸造设备将熔融合金注入模具中,经过凝固形成所需的铝合金制品。
熔铸法包括压力铸造、重力铸造和砂型铸造等多种方法。
压力铸造是一种通过机械设备迫使熔融金属进入模具中,然后在高压下凝固形成所需产品的方法。
该方法适用于制造形状复杂、精度要求高的铝合金制品。
重力铸造是指将熔融金属注入模具中,仅利用自身重力作用使其凝固成型的方法。
重力铸造设备结构简单,操作方便,适用于一些形状简单的铝合金制品。
砂型铸造是将熔融金属倒入砂型中,通过砂模的形状使其凝固形成产品的方法。
砂型铸造成本低、适用范围广,但制品表面质量较差,适用于一些对外观要求不高的铝合金制品。
2. 变形加工法变形加工法是指通过对铝合金施加力或应力,使其改变形状和性能的方法,包括锻造、压力加工、挤压等多种方法。
锻造是指将铝合金加热至一定温度后,利用压力使其在模具中产生塑性变形,从而形成所需产品。
锻造可以提高铝合金的强度和硬度,适用于制造需要较高机械性能的零件。
压力加工是指将铝合金板、带或型材等放置于压力设备中,通过压力使其产生塑性变形,从而形成所需产品。
压力加工适用于制造各种形状的板材、管材等铝合金制品。
挤压是指将铝合金通过转子的旋转进而被挤出模具中,形成所需产品的方法。
挤压可以制造复杂形状的铝合金制品,并能够提高材料的密度和性能。
3. 粉末冶金法粉末冶金法是指将铝粉末与其他金属或非金属粉末混合,经过成型和烧结等工艺制成铝合金制品的方法。
粉末冶金法适用于需要制造成品尺寸大、形状复杂的铝合金制品。
粉末冶金材料牌号
目前市场上常见的粉末冶金材料牌号有很多,以下是其中一些常见的
粉末冶金材料牌号。
1.高速钢:M2、M35、M42等是常见的高速钢牌号,它们具有优秀的
耐磨性和耐热性能,适用于切削工具和冲击工具等领域。
2.不锈钢:316L、304L、410L等是常见的不锈钢粉末冶金材料牌号,它们具有耐腐蚀性能和优异的力学性能,广泛应用于航空航天、汽车、化
工等领域。
3.铝合金:AlSi10Mg、Al7075等是常见的铝合金粉末冶金材料牌号,它们具有较高的强度、硬度和耐磨性能,广泛应用于航空航天、汽车、船
舶等领域。
4.铜合金:CuNi10、CuCrZr等是常见的铜合金粉末冶金材料牌号,
它们具有良好的导电性、导热性和耐磨性能,广泛应用于电子器件、汽车、船舶等领域。
5.铁基材料:FC-0205、FC-0208等是常见的铁基粉末冶金材料牌号,它们具有良好的机械性能和耐磨性能,广泛应用于汽车、机械设备等领域。
6.硬质合金:YG6、YG8等是常见的硬质合金粉末冶金材料牌号,它
们具有优异的硬度和耐磨性能,广泛应用于切削工具、矿山设备等领域。
7.钼钨合金:Mo70W30、Mo60W40等是常见的钼钨合金粉末冶金材料
牌号,它们具有较高的熔点和优异的耐热性能,广泛应用于航空航天、化
工等领域。
8.钛合金:Ti-6Al-4V、Ti-3Al-2.5V等是常见的钛合金粉末冶金材料牌号,它们具有较好的强度和耐腐蚀性能,广泛应用于航空航天、医疗器械等领域。
以上是一些常见的粉末冶金材料牌号,每种材料具有不同的特性和应用领域。
随着技术的进步和应用的不断拓展,粉末冶金材料的牌号也在不断增加和更新。
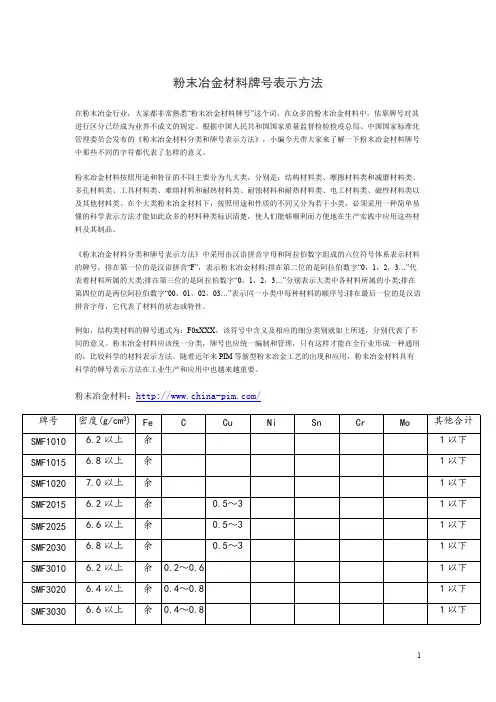
粉末冶金材料牌号表示方法在粉末冶金行业,大家都非常熟悉“粉末冶金材料牌号”这个词,在众多的粉末冶金材料中,依靠牌号对其进行区分已经成为业界不成文的规定。
根据中国人民共和国国家质量监督检验检疫总局、中国国家标准化管理委员会发布的《粉末冶金材料分类和牌号表示方法》,小编今天带大家来了解一下粉末冶金材料牌号中那些不同的字符都代表了怎样的意义。
粉末冶金材料按照用途和特征的不同主要分为九大类,分别是:结构材料类、摩擦材料类和减磨材料类、多孔材料类、工具材料类、难熔材料和耐热材料类、耐蚀材料和耐热材料类、电工材料类、磁性材料类以及其他材料类。
在个大类粉末冶金材料下,按照用途和性质的不同又分为若干小类,必须采用一种简单易懂的科学表示方法才能如此众多的材料种类标识清楚,使人们能够顺利而方便地在生产实践中应用这些材料及其制品。
《粉末冶金材料分类和牌号表示方法》中采用由汉语拼音字母和阿拉伯数字组成的六位符号体系表示材料的牌号,排在第一位的是汉语拼音“F”,表示粉末冶金材料;排在第二位的是阿拉伯数字“0,1,2,3…”代表着材料所属的大类;排在第三位的是阿拉伯数字“0,1,2,3…”分别表示大类中各材料所属的小类;排在第四位的是两位阿拉伯数字“00,01,02,03…”表示同一小类中每种材料的顺序号;排在最后一位的是汉语拼音字母,它代表了材料的状态或特性。
例如,结构类材料的牌号通式为:F0xXXX,该符号中含义及相应的细分类别就如上所述,分别代表了不同的意义。
粉末冶金材料应该统一分类,牌号也应统一编制和管理,只有这样才能在全行业形成一种通用的,比较科学的材料表示方法。
随着近年来PIM等新型粉末冶金工艺的出现和应用,粉末冶金材料具有科学的牌号表示方法在工业生产和应用中也越来越重要。
粉末冶金材料:/注:SMS1种相当SUS316和SUS304,SMS2种相当SUS410粉末冶金材料的分类和牌号表示方法标准简析张宪铭张江峰(全国有色粉末冶金分标准化技术委员会,北京,100814)摘要对国家标准《粉末冶金材料分类和牌号表示方法》的修订情况及标准内容作了介绍和分析,该标准的实施提出了措施和建议。
“粉末冶金铝合金”资料汇总目录一、粉末冶金铝合金及复合材料的研究现状与发展趋势二、粉末冶金铝合金的研究现状和发展趋势三、粉末冶金铝合金的研究综述四、粉末冶金铝合金烧结致密化过程粉末冶金铝合金及复合材料的研究现状与发展趋势粉末冶金是一种制造金属材料及复合材料的重要技术。
粉末冶金铝合金及复合材料具有优异的性能和广阔的应用前景,在汽车、航空航天、电子等领域得到广泛应用。
本文将介绍粉末冶金铝合金及复合材料的研究现状和发展趋势,以期为相关领域的研究和应用提供参考。
粉末冶金是一种通过将金属粉末或金属粉末与非金属粉末的混合物进行压缩、烧结等工艺处理,制得所需形状和性能的制品的方法。
粉末冶金铝合金及复合材料是指采用粉末冶金工艺制备的铝合金及以铝合金为基体的复合材料。
粉末冶金铝合金及复合材料具有以下特点:(1)材料成分均匀,组织细密,性能稳定;(2)可根据需要定制材料成分和组织结构,实现材料的高性能化;(3)工艺灵活多变,可实现复杂形状和结构的高精度制程。
粉末冶金铝合金及复合材料的研究现状和应用领域粉末冶金铝合金及复合材料的研究和应用已经得到了广泛。
在汽车领域,粉末冶金铝合金及复合材料被广泛应用于发动机、变速器等关键部件的制造,其轻量化效果显著,有效提高了汽车的燃油效率和性能。
在航空航天领域,粉末冶金铝合金及复合材料可用于制造高温部件和结构件,表现出优异的耐高温性能和承载能力。
粉末冶金铝合金及复合材料在电子、能源、环保等领域也有着广泛的应用。
尽管粉末冶金铝合金及复合材料具有诸多优点,但在其研究和应用过程中也存在着一些问题和挑战。
粉末冶金铝合金及复合材料的制造成本较高,影响了其广泛应用。
粉末冶金工艺的控制难度较大,需要精确控制工艺参数,以保证制品的稳定性和一致性。
粉末冶金铝合金及复合材料的可回收性较差,对环境影响较大,需要采取有效措施加以解决。
为了应对上述问题和挑战,粉末冶金铝合金及复合材料的未来发展趋势应聚焦于以下几个方面:(1)降低制造成本,提高生产效率。
粉末冶金材料的分类及应用
粉末冶金材料是一种经过特殊处理的金属粉末,它是一种新型材料,具有性能优越,容易加工等特点。
粉末冶金材料可以分为几大类:
铁基粉末冶金材料:包括钢铁、不锈钢、弹性体和马氏体等,通常应用于矿山机械设备、航空航天以及各种工业机械装备。
非铁基粉末冶金材料:包括镁合金、铝合金、铜合金、锡合金等,主要用于制造建筑材料、泵、电力设备,以及电子、造纸和印刷行业等。
混合粉末冶金材料:广泛应用于航空航天、船舶和机械工业中,如铬钼合金、铜钛合金、钛合金等。
高温合金:又称耐高温合金,具有抗热侵蚀性能好,可以承受大量热负荷,是火力发电厂和军工行业所经常使用的一种粉末冶金材料。
磁性粉末冶金材料:由磁性金属粉末制成,主要用于制造磁记录存储介质、磁性分离设备、电磁制动器等。
以上是粉末冶金材料的主要分类,它们的应用也是十分广泛的。
粉末冶金材料用于制造航空航天、机械制造和电子行业的部件,也可以用于汽车制造,电力、核能及石油化工行业,以及汽车、摩托车、电脑、DVD/CD光盘等消费品的整体或零部件制造。
粉末冶金材料还能够制作出具有精密尺寸的各种零件,以及容易分解的模块性产品,在微电子、精密装备和数控机床上也有很多应用。
此外,粉末冶金材料的应用还可以延伸到生物医学材料的研究中,以及复合材料的制备上,它具有更好的表面性能、耐腐蚀性能和系统性能,为工业制造提供了新的发展方向。
粉末冶金材料牌号表示方法在粉末冶金行业,大家都非常熟悉“粉末冶金材料牌号”这个词,在众多的粉末冶金材料中,依靠牌号对其进行区分已经成为业界不成文的规定。
根据中国人民共和国国家质量监督检验检疫总局、中国国家标准化管理委员会发布的《粉末冶金材料分类和牌号表示方法》,小编今天带大家来了解一下粉末冶金材料牌号中那些不同的字符都代表了怎样的意义。
粉末冶金材料按照用途和特征的不同主要分为九大类,分别是:结构材料类、摩擦材料类和减磨材料类、多孔材料类、工具材料类、难熔材料和耐热材料类、耐蚀材料和耐热材料类、电工材料类、磁性材料类以及其他材料类。
在个大类粉末冶金材料下,按照用途和性质的不同又分为若干小类,必须采用一种简单易懂的科学表示方法才能如此众多的材料种类标识清楚,使人们能够顺利而方便地在生产实践中应用这些材料及其制品。
《粉末冶金材料分类和牌号表示方法》中采用由汉语拼音字母和阿拉伯数字组成的六位符号体系表示材料的牌号,排在第一位的是汉语拼音“F”,表示粉末冶金材料;排在第二位的是阿拉伯数字“0,1,2,3…”代表着材料所属的大类;排在第三位的是阿拉伯数字“0,1,2,3…”分别表示大类中各材料所属的小类;排在第四位的是两位阿拉伯数字“00,01,02,03…”表示同一小类中每种材料的顺序号;排在最后一位的是汉语拼音字母,它代表了材料的状态或特性。
例如,结构类材料的牌号通式为:F0xXXX ,该符号中含义及相应的细分类别就如上所述,分别代表了不同的意义。
粉末冶金材料应该统一分类,牌号也应统一编制和管理,只有这样才能在全行业形成一种通用的,比较科学的材料表示方法。
随着近年来PIM 等新型粉末冶金工艺的出现和应用,粉末冶金材料具有科学的牌号表示方法在工业生产和应用中也越来越重要。
粉末冶金材料:/牌号密度(g/cm 3)Fe CCuNi Sn Cr Mo其他合计SMF10106.2以上余1以下SMF10156.8以上余1以下SMF10207.0以上余1以下SMF20156.2以上余0.5~31以下SMF20256.6以上余0.5~31以下SMF20306.8以上余0.5~31以下SMF30106.2以上余0.2~0.61以下SMF30206.4以上余0.4~0.81以下SMF30306.6以上余0.4~0.81以下1 1628SMF3035 6.8以上余0.4~0.81以下SMF4020 6.2以上余0.2~1.01~51以下SMF4030 6.4以上余0.2~1.01~51以下SMF4040 6.6以上余0.2~1.01~51以下SMF4050 6.8以上余0.2~1.01~51以下4SMF5030 6.6以上余0.8以下0.5~31~51以下SMF5040 6.8以上余0.8以下0.5~32~81以下SMF60407.2以上余0.3以下15~254以下SMF60557.2以上余0.3~0.715~254以下SMF60657.4以上余0.3~0.715~254以下SMF7020 6.6以上余1~51以下SMF7025 6.8以上余1~51以下SMF8035 6.6以上余0.4~0.81~51以下SMF8040 6.8以上余0.4~0.81~51以下SMS1025 6.4以上余0.08以下8~1416~202~33以下1SMS1035 6.8以上余0.08以下8~1416~202~33以下SMS2025 6.4以上余0.2以下12~143以下SMS235 6.8以上余0.2以下12~143以下SMK1010 6.8以上 1.5以下余9~112以下SMK1015 6.2以上 1.5以下余9~112以下注:SMS1种相当SUS316和SUS304,SMS2种相当SUS410注:SBF 系的碳是化合碳,SBK 系的碳是游离石墨烧结铁铜合金和烧结铜钢牌号FeCuC其他合计FC-020093.8~98.51.5~3.90~0.32以下FC-020593.5~98.21.5~3.90.3~0.62以下FC-020893.2~97.91.5~3.90.6~0.92以下FC-050594.4~95.74.0~6.00.3~0.62以下FC-050891.1~95.44.0~6.00.6~0.92以下FC-080888.1~90.47.0~9.00.6~0.92以下FC-100087.2~90.59.5~10.50~0.32以下烧结镍合金和烧结镍钢(有扭力要求)牌号FeNiCCuFN-020092.2~99.01.0~3.00~0.30~2.5FN-020591.9~98.71.0~3.00.3~0.60~2.5牌号含油率FeC (化合碳)CuSnPbZn其他合计SBF111818%以上余3以下SBF211818%以上余5以下3以下SBF221818%以上余18~253以下SBF311818%以上余0.2~0.63以下SBF411818%以上余0.2~0.65以下3以下SBF511010%以上余5以下3~103以下SBK111212-18%以上<12以下残8~110.5以下SBK121818%以上<12以下残8~110.5以下SBK211818%以上<12以下残6~105以下5以下0.5以下 4 11 01628FN-020891.6~98.41.0~3.00.6~0.90~2.5FC-050589.6~96.7 3.0~5.50.3~0.60~2.5FC-050889.6~96.4 3.0~5.50.6~0.90~2.5烧结低合金钢牌号FeCNiMo其他合计FL-420595.9~98.70.4~0.70.35~0.550.50~0.852以下FC-020594.5~97.50.4~0.71.70~2.000.40~0.802以下烧结渗铜铁金和烧结渗铜钢牌号FeCuC (可根据铁相来估计化合碳)其他合计FX-100082.8~92.08.0~14.90~0.32以下FX-100582.5~91.78.0~14.90.3~0.62以下FX-100882.2~91.48.0~14.90.6~0.92以下FX-200072.7~85.015.0~25.00~0.32以下FX-200572.4~84.715.0~25.00.3~0.62以下FX-200872.1~84.415.0~25.00.6~0.92以下烧结不锈钢牌号FeCrNiMnSiSCPMoN SS-303N1,N2余17-198-130-20-10.15-0.30-0.150-0.20.2-0.6SS-303L余17-198-130-20-10.15-0.30-0.030-0.2SS-304N1,N2余18-208-120-20-10-0.030-0.080-0.0450.2-0.6SS-304L余18-208-120-20-10-0.030-0.030-0.045SS-316N1,N2余16-1810-140-20-10-0.030-0.080-0.0452-30.2-0.6SS-316L余16-1810-140-20-10-0.030-0.030-0.0452-3SS-410余17-1911.5-130-10 -0.030-0.250-0.040.2-0.6其他元素和最大为2%4 11 01628烧结黄铜、烧结青铜、烧结锌白铜牌号Cu Zn Pb Sn Ni CZP-1002FX-1005FX-10084FX-2000FX-2005FX-2008粉末冶金材料的分类和牌号表示方法标准简析张宪铭张江峰(全国有色粉末冶金分标准化技术委员会,北京,100814)摘要对国家标准《粉末冶金材料分类和牌号表示方法》的修订情况及标准内容作了介绍和分析,该标准的实施提出了措施和建议。
粉末冶金铝合金的研究现状和发展趋势粉末冶金铝合金具有低密度、高比强、高耐磨性和耐腐蚀性的特点,表现出广阔的应用前景。
然而由于各种因素的影响,其开发利用远远落后于Fe、Cu系合金。
这些制约因素主要包括:①Al活性高,在快速凝固制粉的过程中,不可避免地形成一层致密的氧化膜,在压制和烧结过程中,这层氧化膜使合金元素的相互扩散受到阻碍,不利于其冶金粘结;②粉末价格高、缺少专有生产技术。
在这种情况下,研究粉末冶金铝合金的现状并指出其发展趋势,对于汽车工业用高效节能粉末冶金铝合金件的发展具有重要意义。
1.0.粉末冶金铝合金的发展历史:20世纪40年代,瑞士人IrmannR等用球磨机在控制氧含量的介质中研磨制成烧结铝粉(SAP),将铝粉与其他金属粉末的混合粉热压成棒状试样。
力学性能结果表明,这些合金有较高的高温强度,并且在高温下能保持原先的强度。
1952年美国铝业公司(Alcoa)开发了第一代烧结铝粉末冶金材料,它是一种Al-Al2O3弥散强化型合金,具有优异的高温强度和热稳定性。
1966年和1972年,Storchheims将液相烧结技术应用于粉末冶金,直接烧结而成粉末冶金铝合金零件。
合金主要有3类:2014、6061和7075,其强度范围为110~345MPa,具有密度低,切削性能好的优点,可与铜基和铁基粉末冶金零件相媲美。
20世纪70年代,通过快速凝固技术和机械合金化技术来制取合金粉末,促成了高性能粉末冶金铝合金的问世。
自这个时期以来,一些先进国家主要致力于研究新的热处理状态和开发快速凝固/粉末冶金工艺,发展粉末冶金铝合金。
到20世纪80年代末,粉末冶金铝合金得到快速发展。
美国、前苏联和日本等国家研制成功10多种牌号的粉末冶金结构铝合金和粉末冶金耐磨铝合金,并已投入小批量生产,开始在航空航天工业和汽车工业应用。
例如:日本采用快速凝固Al-Si合金粉末制造汽车发动机阀门弹簧座和连杆,质量分别减轻了60%和30%,使发动机速度大为提高。
铝合金加工工艺铝合金加工工艺是指采用一系列的机械和化学方法,将金属材料塑性变形成具有一定形状、尺寸和功能要求的零件或部件。
铝合金是一种非常常见的材料,具有轻量、高强度、耐腐蚀和耐磨损等优点。
铝合金加工工艺是必不可少的。
二、铝合金加工工艺常用方法1.铣削:铣削是一种切削工艺,通过使用刀具和刀模完成加工,可以根据需要制作出有形的铝合金零件。
2.冲压:冲压加工把铝合金金属材料压缩变形,以达到特定的形状和尺寸。
3.锻造:锻造是一种比较复杂的成型工艺,通过特定的模具加工成型,用于制造重型、精密零件。
4.冷拔:冷拔是一种成型工艺,以拔出冷却后因连续冷却形成的“拔杆”的形状来精确加工复杂的金属零件。
5.焊接:焊接是一种将两种不同材料进行组合的工艺,通常用于金属结构部件的制作,如铝型材的焊接、铝合金的焊接等。
6.粉末冶金:粉末冶金是一种新型的加工工艺,通过粉末和原料的固溶,将铝合金粉末加工成有一定形状和尺寸的零件。
三、铝合金加工工艺技术发展随着科技的不断进步,铝合金加工技术也在不断发展,已经开发出多种新的加工工艺和技术,以满足更高的要求。
例如,采用数控技术实现自动加工,使加工精度和效率大大提高;应用3D打印技术可以快速、精确地制造复杂形状铝合金零件;应用光刻技术可以用于铝合金件的微加工。
四、铝合金加工工艺的注意事项1.由于铝合金比较软,易于变形,因此在加工过程中应注意避免拉伸过程中出现变形。
2.工件安装时,应使用适当的固定装置,防止出现不必要的晃动或者变形。
3.机械加工时,应及时调整刀具的刃口,以避免损伤表面。
4.在加工有锋利角的铝合金时,应注意保护好模具,避免损坏。
5.在使用有毒腐蚀性介质加工铝合金时,应注意防止飞溅和腐蚀,以免危害人体健康。
总之,铝合金加工工艺是复杂的,在加工过程中应当注意安全,并注意控制加工的精度和质量,以确保加工的零件达到设计要求。

Powder metallurgy粉末冶金用粉末冶金工艺制得的多孔、半致密或全致密材料(包括制品)。
粉末冶金材料具有传统熔铸工艺所无法获得的独特的化学组成和物理、力学性能,如材料的孔隙度可控,材料组织均匀、无宏观偏析(合金凝固后其截面上不同部位没有因液态合金宏观流动而造成的化学成分不均匀现象),可一次成型等。
粉末冶金材料powder metallurgy material①粉末冶金减摩材料。
又称烧结减摩材料。
通过在材料孔隙中浸润滑油或在材料成分中加减摩剂或固体润滑剂制得。
材料表面间的摩擦系数小,在有限润滑油条件下,使用寿命长、可靠性高;在干摩擦条件下,依靠自身或表层含有的润滑剂,即具有自润滑效果。
广泛用于制造轴承、支承衬套或作端面密封等。
②粉末冶金多孔材料。
又称多孔烧结材料。
由球状或不规则形状的金属或合金粉末经成型、烧结制成。
材料内部孔道纵横交错、互相贯通,一般有30%~60%的体积孔隙度,孔径1~100微米。
透过性能和导热、导电性能好,耐高温、低温,抗热震,抗介质腐蚀。
用于制造过滤器、多孔电极、灭火装置、防冻装置等。
③粉末冶金结构材料。
又称烧结结构材料。
能承受拉伸、压缩、扭曲等载荷,并能在摩擦磨损条件下工作。
由于材料内部有残余孔隙存在,其延展性和冲击值比化学成分相同的铸锻件低,从而使其应用范围受限。
④粉末冶金摩擦材料。
又称烧结摩擦材料。
由基体金属(铜、铁或其他合金)、润滑组元(铅、石墨、二硫化钼等)、摩擦组元(二氧化硅、石棉等)3部分组成。
其摩擦系数高,能很快吸收动能,制动、传动速度快、磨损小;强度高,耐高温,导热性好;抗咬合性好,耐腐蚀,受油脂、潮湿影响小。
主要用于制造离合器和制动器。
⑤粉末冶金工模具材料。
包括硬质合金、粉末冶金高速钢等。
后者组织均匀,晶粒细小,没有偏析,比熔铸高速钢韧性和耐磨性好,热处理变形小,使用寿命长。
可用于制造切削刀具、模具和零件的坯件。
⑥粉末冶金电磁材料。
包括电工材料和磁性材料。
上千种粉末冶金材料化学成分1. 简介粉末冶金是一种通过将金属或非金属材料粉末进行成型和烧结等工艺加工,制备高性能材料的方法。
粉末冶金材料具有优异的物理、化学和机械性能,广泛应用于汽车、航空航天、电子、机械制造等领域。
本文将介绍上千种粉末冶金材料的化学成分及其特点。
2. 金属粉末冶金材料2.1 铝合金粉末铝合金粉末是一种常见的金属粉末冶金材料,主要成分为铝及其合金元素。
常见的铝合金粉末包括铝硅合金粉末、铝镁合金粉末、铝锰合金粉末等。
这些材料具有低密度、高强度、良好的耐腐蚀性和导热性能,广泛应用于航空航天、汽车制造等领域。
2.2 钛合金粉末钛合金粉末是一种轻质高强度的金属粉末冶金材料,主要成分为钛及其合金元素。
常见的钛合金粉末包括纯钛粉末、钛铝合金粉末、钛钼合金粉末等。
这些材料具有良好的耐腐蚀性、高温强度和生物相容性,在航空航天、医疗器械等领域有广泛应用。
2.3 不锈钢粉末不锈钢粉末是一种耐腐蚀的金属粉末冶金材料,主要成分为铁、铬、镍等元素。
不锈钢粉末具有良好的耐腐蚀性、强度和韧性,广泛应用于制造耐腐蚀设备、管道、压力容器等领域。
2.4 铜粉末铜粉末是一种导电性能良好的金属粉末冶金材料,主要成分为铜。
铜粉末具有良好的导电性、导热性和可塑性,广泛应用于电子器件、电线电缆、印刷电路板等领域。
2.5 铁粉末铁粉末是一种常见的金属粉末冶金材料,主要成分为铁。
铁粉末具有良好的磁性能、导电性和韧性,广泛应用于电机、变压器、传感器等领域。
3. 非金属粉末冶金材料3.1 陶瓷粉末陶瓷粉末是一种常见的非金属粉末冶金材料,主要成分为氧化物、碳化物、氮化物等。
常见的陶瓷粉末包括氧化铝粉末、氧化锆粉末、碳化硅粉末等。
这些材料具有高硬度、耐磨性和耐高温性能,广泛应用于陶瓷制品、磨料、耐火材料等领域。
3.2 碳纤维粉末碳纤维粉末是一种高强度、高模量的非金属粉末冶金材料,主要成分为碳。
碳纤维粉末具有轻质、高强度、耐腐蚀性和导电性能,广泛应用于航空航天、汽车制造、体育器材等领域。
3003铝合金粉末
3003铝合金粉末是一种常用的金属粉末材料,具有优异的性能和广泛的应用领域。
它由纯度较高的铝原料制成,经过特殊的加工工艺得到。
这种铝合金粉末具有优良的可塑性、耐腐蚀性和导热性能,被广泛应用于航空航天、汽车制造、电子设备等领域。
3003铝合金粉末具有很好的可塑性。
这意味着它可以通过各种成形工艺制成各种形状的产品,如板材、管材、型材等。
而且,它的成形过程简单,不需要复杂的设备和工艺,降低了生产成本,提高了生产效率。
3003铝合金粉末具有良好的耐腐蚀性。
铝合金粉末中添加了一定的合金元素,使其具有较强的抗腐蚀性能。
这使得它可以在恶劣的环境下使用,如海洋环境、高温高湿环境等。
同时,铝合金粉末的表面可做防腐处理,进一步提高其耐腐蚀性。
3003铝合金粉末具有良好的导热性能。
铝是一种优良的导热材料,具有快速传热的特性。
通过粉末冶金工艺制备的铝合金粉末,其晶界和孔隙较多,这进一步提高了导热性能。
因此,3003铝合金粉末广泛应用于散热器、导热片等需要良好导热性能的领域。
3003铝合金粉末具有优良的可塑性、耐腐蚀性和导热性能,被广泛应用于航空航天、汽车制造、电子设备等领域。
它的出色性能和广泛应用为各个行业的发展提供了有力的支持,同时也为我们的生活
带来了便利和舒适。
随着科技的不断进步,相信3003铝合金粉末的性能和应用领域还将不断拓展和创新,为人类创造更美好的未来。
合金粉末种类合金粉末是一种应用广泛的材料,具有多种类型和用途。
本文将介绍几种常见的合金粉末种类。
1. 铝合金粉末铝合金粉末是一种具有良好可塑性和可加工性的合金材料。
它通常由铝和其他元素(如铜、镁、锌等)的混合物组成。
铝合金粉末广泛应用于航空航天、汽车制造、电子设备等领域,因其具有轻质、高强度、耐腐蚀等特点而备受青睐。
2. 钢合金粉末钢合金粉末是由铁、碳以及其他合金元素(如铬、镍、钼等)组成的混合物。
它具有优异的机械性能和热处理性能,常用于制造高强度零件、齿轮、轴承等工业产品。
钢合金粉末还可以通过烧结、热喷涂等工艺制备成复杂形状的零件。
3. 铜合金粉末铜合金粉末是以铜为基础,添加其他合金元素(如锡、锌、铝等)制成的粉末材料。
铜合金粉末具有良好的导电性、导热性和机械性能,广泛应用于电子、电器、通信等行业。
此外,铜合金粉末还可以通过粉末冶金工艺制备成各种复杂形状的零件。
4. 镍合金粉末镍合金粉末是由镍和其他合金元素(如钼、铬、铁等)混合制成的粉末材料。
镍合金粉末具有优异的耐热、耐腐蚀性能,广泛应用于航空航天、石油化工等高温、腐蚀环境下的零件制造。
镍合金粉末还可以通过3D打印等先进制造技术制备成复杂结构的零件。
5. 钛合金粉末钛合金粉末是由钛和其他合金元素(如铝、钒、锌等)制成的粉末材料。
钛合金粉末具有优异的强度、耐腐蚀性能和低密度,广泛应用于航空航天、医疗器械等领域。
钛合金粉末还可以通过粉末冶金、快速凝固等工艺制备成复杂形状的零件。
以上是几种常见的合金粉末种类。
它们在不同领域具有广泛的应用,为现代工业的发展做出了重要贡献。
随着科技的不断进步,合金粉末的制备技术也在不断创新,未来合金粉末的应用前景将更加广阔。