电火花表面强化技术.
- 格式:ppt
- 大小:1.45 MB
- 文档页数:27

电火花加工新技术及其发展趋势一,新技术的介绍近年来电火花加工方面的研究取得了许多新的进展,主要表现在突破了许多传统观念的束缚,产生了一些新的加工方法。
这些方法不仅可以进行体积去除,还可以进行表面陶瓷化改性和沉积;加工不仅可以在绝缘工作液中进行,也可以在气体中进行;不仅可以加工导电材料,也可以加工非导电材料,大大扩展了这一技术的应用领域。
近年来发展起来的电火花加工新技术主要包括:弯曲孔电火花加工,液中放电表面改性处理,绝缘陶瓷电火花加工,单次放电微细电极加工,放电堆积成型,气体中放电电火花加工,扫描创成电火花加工,钛合金表面电火花放电着色,反复拷贝法微细电极电火花加工,用直角三角形截面电极对单晶硅进行微细电火花加工,线电极电火花磨削精微、微细电火花加工,混粉镜面电火花加工,气体放电线切割加工,双电极电火花加工及电火花加工放电状态检测新方法,电火花加工放电位置可控性研究,新的摇动控制技术等。
限于篇幅,下面仅就几项最新技术成果加以介绍。
1.电火花加工与超声复合加工在电火花微小孔加工中,由于被加工孔的孔径细微(0 5mm以下),加工时放电间隙狭小(1 m左右),电蚀产物易聚积在孔的底部,排屑困难,稳定的放电间隙范围小且容易受其它工艺参数的影响,易造成频繁的短路和非正常的放电;同时,为达到较高的加工尺寸精度和表面精度,常采用减小单个脉冲放电能量的方法,减小材料的蚀除量,降低了加工速度;另外,由于微孔加工工具电极细微,当深径比较大时,异常放电易烧毁工具电极,造成加工不能稳定进行,可加工范围变窄,使传统的电火花加工在微细加工中不能成为有效的加工方法[1~2]。
目前常采用的提高电火花加工能力的方法,如人工排气法,强迫冲液或抽液法、加速工作液循环等方法,常因加工条件或加工要求的限制而无法实现。
因此,为改善电火花加工性能,在微细加工中,采用超声电火花复合加工是非常有效的手段。
在电极上附加超声振动,就可以使电极端面频繁进入合适的放电间隙,提高火花击穿的概率;同时由于超声的空化作用和泵吸作用,可以增大被加工材料的去除量,加速工作液循环,改善间隙放电条件,从而提高被加工孔的深径比、加工稳定性、生产率和脉冲电源的利用率,并且在振幅得到良好控制的情况下,可以获得更高的加工精度。
电火花表面强化工艺及设备分析摘要:电火花表面强化有助于提高机械零部件的表面质量,已被广泛应用于交通运输、电机电器等行业。
本文从电火花表面强化工艺的原理说起,简述该工艺的特点,并分析当今社会电火花表面强化设备的发展现状,最后总结该工艺以及设备的未来发展趋势。
关键词:电火花表面强化原理特点设备工艺表面工程是改善机械零部件表面质量的重要技术工艺,而机电设备许多零部件都非常容易磨损和腐蚀,如果提高表面质量,就会减轻磨损和腐蚀。
所以说,表面工程是改善机械零部件质量的关键。
电火花表面强化工艺是机械零部件表面工程的重要技术之一,具有设备简单、操作方便、成本低等优点,具有广阔的应用空间。
一、电火花表面强化工艺原理及特点1.原理将硬质合金作为电极材料,利用电容器在阴阳极之间产生能量,从而逐渐熔融阳极,将其涂抹至阴极,这样就形成了特殊性质的合金强化层。
该强化层具有高硬度、高耐磨和高抗腐蚀等优点,这样就能有效提高机械零部件的表面质量。
而一个完整的电火花表面强化设备主要由脉冲电源振动电源和振动器组成。
2.特点相比于其他表面强化工艺而言,电火花表面强化工艺具有以下五个特点:一、设备简单,操作方便。
其组成设备体积小,操作起来非常方便,操作人员可以根据实际情况灵活使用。
二、负面影响小。
火花放电的热作用只会对微小的局部区域产生一定的不良影响,不会对零部件产生较大损伤。
三、能对平面或是曲面零部件进行局部表面强化。
四、可以根据实际需要调节工艺参数,进而获得不同的强化强度。
五、由于强化层是电极材料和工件材料形成的合金材料,因而强度较高,使得零部件的耐磨性、抗腐蚀性等性能较好。
二、电火花表面强化设备发展现状电火花表面强化理论最早由苏联学者提出,并由中央电气科学研究院在1950年研发出уир系列电火花表面强化机,该强化机的应用效果不好。
1964年,研发出эφи系列电火花表面强化机,该强化机在工业领域得到广泛运用,强化效果好。
20世纪50年代后期,欧美等国着重研究电火花表面强化工艺,并研制成功众多效果良好的强化机,如:英国的SPARCARD、美国的TVNGCARB220,这两种强化机适用于刀具和模具的表面强化,功率较小。
模具型腔中表面强化技术的应用分析摘要:随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对模具制造行业的发展重视起来。
众所周知,模具型腔制作是我们在进行模具制作过程中的重点施工环节,而模具型腔表面强化就是其中的重中之重。
机械相关零件粗加工和机械相关零件细加工中的主要程序都是由模具成型来完成的。
对模具型腔表面强化技术进行科学合理研究,可以在一定程度上提高模具使用寿命。
关键词:模具型腔;表面强化技术;应用分析和探讨广义来讲,当前最为常用的模具使用类型包括塑性变形失效模具、磨损失效模具、疲劳失效模具和冷热疲劳失效模具以及断裂失效模具五种。
为了有效防止模具失效,我们应该对模具型腔表面进行强化,其中强化分为主要包括硬度强化、耐磨强化和耐腐蚀强化以及抗疲劳抗高温氧化强化措施等。
所以应在对模具材料进行正确全面选取之外还应该对模具型腔表面实施适当强化操作以保证模具制作效率。
本文从有关模具型腔表面强化方法和强化特点以及强化目的等方面进行分层阐述,并对模具型腔表面强化机理等作出解释。
1.模具型腔中表面工况概述根据对当前各种模具工况的研究与分析可以看出,其工作条件存在这很大不同,并且此时失效形式也是各不相同。
需要注意的是,在同一副模具上其损伤形式多种多样,此种损伤形式大多数情况是以交叉损伤形式产生的,并且其之间关系是相互联系且相互影响的,此时加速磨具会过早失效。
热作模具制作是当前我国模具生产中的重点生产环节,因为热作模具会受到负荷影响并会使其中的金属材料产生塑性变形状况,另外一种可能的情况就是会使温度较高的液体金属压铸得以成形且相对炽热非金属注射也会成型。
金属材料发生一定塑性变形时会对整体模具生产造成影响,一般来讲,固体金属材料塑性变形模具主要包括热锻模和热镦模以及相关热挤压模等。
模腔被破坏变形的主要原因是有模具生产中的实际生产环境所造成的,其同时也是相应成型部分可逆变形和成型部分磨损以及成型部分产生裂纹等。
电火花表面强化技术是直接利用电能的高能量密度对金属表面进行强化的工艺,它是通过电火花放电的作用,把作为电极的导电材料熔渗进金属工件的表层,从而形成合金化的表面强化层,使工件表面的物理,化学性能和力学性能得到改善。
例如:采用WC、TiC等硬质合金电极材料强化高速钢和合金工具钢材料的工件,强化表面能形成显微硬度1500HM以上的耐磨,耐蚀和其有红硬性的强化层,使工件的使用寿命明显提高,在700-800摄氏度的高温下强化层仍具有很高的硬度,耐磨度。
电火花强化工艺在刀具,模具和机械零件上的运用取得了明显的效果,还大量地应用于缺损,砸伤的模具,量具,精铸件和机械零件的精密修复上面。
电火花强化层与基体的结合非常牢固,不会发生剥落。
因为强化层是电极和工件材料在放电时的瞬时高温高压条件下重新合金化而形成的新合金层,而不是电极材料简单的涂覆和堆积,而且合金层与基体金属之间具有氮元素等的扩散层,如用石墨电极则有表面渗碳的效果。
电极材料可根据用途自由选择,如以提高耐磨性为目的,可以选用YG/YT或YW类硬质合金,用YG8硬质合金强化Gr12、3Cr2W8V等合金钢,能形成高硬度,高耐磨,抗腐蚀的强化层,可使模具或机件的使用寿命提高1~3倍。
模具电火花强化工艺应用表明,电火花强化工艺应用在模具的强化和磨损件的精密修补方面能够取得很明显的技术经济效果。
模具(机件)在磨损之后,利用电火花强化能使工件表面增厚的作用,可以进行精密修补,模具强化工艺主要包括:强化前的准备、强化方法、强化后处理和强化工件的使用等四个方面。
1、强化操作前的准备①了解工件的工作性质和经强化后希望达到的技术要求,以便确定是否可以采用电火花强化工艺。
就材料来说,一般碳钢,合金工具钢、铸铁等黑色金属通常都可以强化,而有色金属,如铜、铝是可以修补的,但很难进行表面强化,对于模具来讲,本身要经过淬硬处理使其具有合格的硬度,电火花强化不可能代替热处理,电火花强化层虽然化较薄,只有0.05-0.1mm,但在很多情况下,10-20微米,甚至几微米就能起良好的作用。
电火花表面处理技术及其在模具中的应用(天津职业技术师范大学,天津300222)简述了模具在产品制造业中的重要性及存在问题,介绍了电火花表面技术的强化层特性及其优点,重点突出电火花表面处理技术在模具强化和损伤修复中的应用和重要意义,并展望了电火花表面处理技术在模具业的发展前景。
标签:电火花;表面处理;模具;强化;损伤修复模具工业是国家经济发展的基础产业,是先进制造业的重要组成部分,同时也是一个国家制造业水平的重要体现。
但是模具在设计、生产和使用时难免出现各种问题,如模具开发设计过程中的尺寸误差过大;模具制造时人为因素产生的划擦;运行中源于外界的复杂的载荷使模具表面产生的变形和断裂,甚至表面失效破坏。
这不仅使模具表面精度极度下降,还会对后期产品质量带来严重影响。
对于上述棘手问题,若通过厂家前来维修、模具返厂、更换新模具来解决,既浪费时间,造成重大损失,又可能会增大生产成本。
所以如何提高模具的质量、可靠性和模具使用寿命是模具研制和探索中的核心技术。
为改善和解决上述问题,对模具实施一定的表面处理技术是一种行之有效的重要途径。
而电火花表面处理技术[1~2],既能改善模具表面质量,提高硬度和表面耐性等性能[3],又能修复模具表面磨损破坏部位,实现模具的“废物再利用”,延长模具的生命全周期,使模具能够再次投入生产,减小损失,大大提高经济效益和社会效益。
1 电火花表面技术电火花表面技术,是利用脉冲电流瞬间放电产生的高能量密度电能,使电极材料和工件表面材料在高温高压下局部熔化,在工件表面相互熔渗扩散,发生物理化学反应而形成的具有优良性能的合金化层。
强化过程大致分为:高温高压下熔融材料发生物理化学冶金反应;熔融区基体材料和电极材料以及液体与固体界面的相互扩散;温度急剧升温和快速冷却使熔区发生奥氏体和马氏体转变,细化晶粒,产生残余应力,从而提高疲劳强度。
对于强化层,它的特性与其他表面处理工艺有所区别。
电火花强化层的表面形貌是由很多密集的增强相点和放电凹坑组成,这种结构有利于提高表面耐磨性。
第一章电火花表面强化技术电火花表面强化理论最早由前苏联学者拉扎连科于1943年提出。
随后在1950年,苏联中央电气科学研究院成功研制出了уир系列电火花表面强化机,使该技术得以在工业上得到应用。
到了19世纪60年代中期,电火花技术在我国开始推广应用。
如今电火花强化技术已经广泛应用于航空航天、能源、军事、电力、医疗等众多领域。
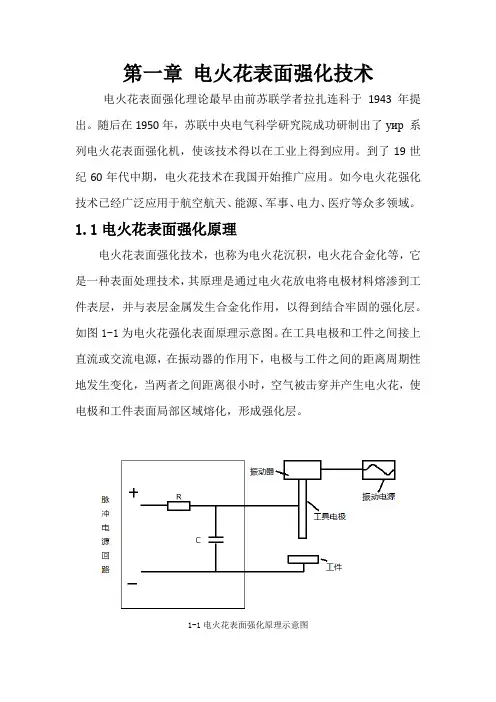
1.1电火花表面强化原理电火花表面强化技术,也称为电火花沉积,电火花合金化等,它是一种表面处理技术,其原理是通过电火花放电将电极材料熔渗到工件表层,并与表层金属发生合金化作用,以得到结合牢固的强化层。
如图1-1为电火花强化表面原理示意图。
在工具电极和工件之间接上直流或交流电源,在振动器的作用下,电极与工件之间的距离周期性地发生变化,当两者之间距离很小时,空气被击穿并产生电火花,使电极和工件表面局部区域熔化,形成强化层。
1-1电火花表面强化原理示意图图1-2为电火花强化过程示意图。
如图可知电火花强化过程可分为三个阶段,即工具电极远离工件,工具电极与工件之间的距离达到火花放电的临界值,以及工具电极与工件接触短路。
当工具电极与工件之间距离较大时[如图1-2(a)],电源将经过电阻R对电容C进行充电,此时无电火花产生。
在振动器的作用下,工具电极逐渐向工件表面靠近,当二者之间间隙达到一个临界值时[如图1-2(b)],将发生火花放电。
此时产生的热量使工具电极和工件局部区域开始熔化甚至气化,并伴随发生一系列复杂的化学反应。
当工具电极继续向工件靠近并接触时[如图1-2(c)],火花放电停止,从工具电极与工件接触点流过的短路电流,使该处持续加热。
由于振动器的下压,此时接触点还受到来自工具电极的压力,这有利于熔化了的材料之间相互粘结图1-2 电火花强化过程示意图,扩散,进而形成合金以及新的化合物。
当振动器向上运动时,将带动工具电极离开工件表面[如图1-2(d)]。
由于火花放电热影响区很小,故当工具电极离开工件后,工件的放电部位快速冷却。
电火花表面强化技术是直接利用电能的高能量密度对金属电火花表面强化技术是直接利用电能的高能量密度对金属表面进行强化的工艺, 它是经过电火花放电的作用, 把作为电极的导电材料熔渗进金属工件的表层, 从而形成合金化的表面强化层, 使工件表面的物理, 化学性能和力学性能得到改进。
例如: 采用WC 、TiC 等硬质合金电极材料强化高速钢和合金工具钢材料的工件, 强化表面能形成显微硬度1500HM 以上的耐磨, 耐蚀和其有红硬性的强化层, 使工件的使用寿命明显提高, 在700-800 摄氏度的高温下强化层仍具有很高的硬度, 耐磨度。
电火花强化工艺在刀具, 模具和机械零件上的运用取得了明显的效果, 还大量地应用于缺损, 砸伤的模具, 量具, 精铸件和机械零件的精密修复上面。
电火花强化层与基体的结合非常牢固, 不会发生剥落。
因为强化层是电极和工件材料在放电时的瞬时高温高压条件下重新合金化而形成的新合金层, 而不是电极材料简单的涂覆和堆积, 而且合金层与基体金属之间具有氮元素等的扩散层, 如用石墨电极则有表面渗碳的效果。
电极材料可根据用途自由选择, 如以提高耐磨性为目的, 能够选用YG/YT 或YW 类硬质合金, 用YG8 硬质合金强化Gr12、3Cr2W8V 等合金钢, 能形成高硬度, 高耐磨, 抗腐蚀的强化层, 可使模具或机件的使用寿命提高1~3 倍。
模具电火花强化工艺应用表明, 电火花强化工艺应用在模具的强化和磨损件的精密修补方面能够取得很明显的技术经济效果。
模具(机件)在磨损之后, 利用电火花强化能使工件表面增厚的作用, 能够进行精密修补, 模具强化工艺主要包括: 强化前的准备、强化方法、强化后处理和强化工件的使用等四个方面。
1 、强化操作前的准备①了解工件的工作性质和经强化后希望达到的技术要求, 以便确定是否能够采用电火花强化工艺。
就材料来说, 一般碳钢, 合金工具钢、铸铁等黑色金属一般都能够强化, 而有色金属, 如铜、铝是能够修补的, 但很难进行表面强化, 对于模具来讲, 本身要经过淬硬处理使其具有合格的硬度, 电火花强化不可能代替热处理, 电火花强化层虽然化较薄, 只有0.05-0.1mm, 但在很多情况下, 10-20微米, 甚至几微米就能起良好的作用。
不锈钢的电火花表面强化不锈钢是一种广泛应用的金属材料,其优异的耐腐蚀性和强度使其成为许多领域的常见选择。
然而,由于其表面硬度较低,在某些应用中,这使得它容易受到磨损和损坏。
为了解决这个问题,一些工程师和科学家研究开发出了一种新技术——电火花表面强化(Electrospark Surface Treatment),可以有效地提高不锈钢的表面硬度和耐磨性。
电火花表面强化是一种金属表面处理技术,通过在金属表面施加高能量的电脉冲,使金属表面产生强烈的放电现象,从而改善其机械性能。
这个过程类似于电火花加工,但它的目的是在金属表面形成一个薄膜层,具有更高的硬度、耐磨性和耐腐蚀性。
该技术常用于不锈钢、钢和铝合金等金属材料的表面改性。
电火花表面强化的主要原理是通过在金属表面施加高能量的电脉冲,产生局部过热、蒸发和离子化现象,形成氧化物和金属丰富的层,从而增强金属表面的硬度和耐磨性。
此外,这种处理方法还可以改善金属表面的氧化层,并提高其电化学性能,从而提高其抗腐蚀性能。
实验结果表明,电火花表面强化对不锈钢表面硬度的提高效果显著。
通过一系列的实验,可以发现,在研究所用的电参数范围内,“工作频率为1000Hz,脉冲宽度为150μs”时所获得的提高效果最为显著。
在该电参数下处理的30Cr13不锈钢样品,硬度提高了约58.7%,在表面磨耗试验中,其表面磨损率比未处理的样品减少了24.5%。
此外,电火花表面强化还可以改善金属表面的微观结构和化学成分。
研究表明,经过表面强化处理的不锈钢表面层结构更加致密,晶粒尺寸更细小,化学成分均匀,从而使其抗腐蚀性能得到了大幅度的提高。
在一些实际应用中,电火花表面强化也被广泛运用于不锈钢的各种零部件和设备中。
电火花表面强化是一种有效的技术,可以提高不锈钢表面的硬度和耐磨性能。
该技术在工业和科研领域得到了广泛应用,为不锈钢的产品开发和应用提供了重要的技术支持。
电火花表面强化技术及其应用摘要:电火花表面强化技术是一种具有独特优势的材料表面技术,其在机械零件表面改性和表面修复等方面具有广阔的应用前景。
本文介绍了电火花表面强化技术的基本原理和特点、工艺的发展,总结了用于电火花表面强化的电极材料和其制备,研究了电火花表面强化设备的发展状况,阐述了电火花表面强化技术的国内外发展概况,分析了该技术在实际工程中的应用,指出了该技术今后的研究方向和发展趋势。
关键词:电火花;表面强化;强化工艺;应用1 前言随着工业现代化的发展,对各种装备零部件表面性能的要求越来越高。
在高速、高温、高压、重载和腐蚀介质等条件下,零部件材料的破坏往往自表面开始,如磨损、腐蚀、高温氧化等,表面的局部破坏经常使整个零部件失效,最终导致整个装备的瘫痪。
利用各种物理、化学或机械的工艺规程能够使零部件表面获得特殊的材料成分、组织结构和性能,提高产品质量[1]。
表面工程是改善机械零件基体材料表面性能的一门工程技术学科。
统计结果表明,世界钢材的10%因腐蚀而损失,70%的机电产品因磨损和腐蚀而失效,在机电产品制造和使用中约三分之一的能源消耗于摩擦磨损。
这些损失的关键在“表面”,磨损和腐蚀都从表面开始。
因此,用一定的技术措施提高零部件材料表面性能,预防和减缓表面失效,是表面工程领域所要解决的关键问题。
目前主要有几种表面处理的技术,如电火花表面强化、电镀、激光熔覆、等离子弧热喷焊及热喷涂等手段[2]。
电火花强化技术具有强化层厚度深,与基体冶金结合性能好,耐磨性,抗腐蚀性、硬度、导热、导电性能都良好。
其它几种处理技术存在不足,如电镀的涂层较薄,与基体的结合力差;激光熔覆的熔覆层虽然与基体的结合性能好,但设备成本高,熔覆层表面光洁度差;等离子弧热喷焊焊层与基体层冶金结合牢固,但热影响范围大;热喷涂的涂层对基体热影响小,但结合力小,抗磨粒磨损和冲蚀磨损性能差。
相比以上各种技术的优缺点,本文旨在研究其中的电火花表面强化技术。
电火花表面强化技术现状与发展学生姓名:王清指导老师:徐雪峰浙江工业大学机械工程学院摘要电火花表面强化技术是先进的表面工程技术之一, 具有节能、节材、环保等特点, 已广泛应用于模具和刀具的强化。
介绍了电火花表面强化技术的特点、国内外工艺与技术的研究现状及最新进展, 并提出了加快我国电火花表面强化技术研究及应用的建议, 旨在进一步扩展该技术的应用领域。
关键词:电火花;表面强化;沉积1 引言表面工程是改善机械零件基体材料表面性能的一门工程技术学科。
统计结果表明,世界钢材的10%因腐蚀而损失,70%的机电产品因磨损和腐蚀而失效,在机电产品制造和使用中约三分之一的能源消耗于摩擦磨损。
这些损失的关键在“表面”,磨损和腐蚀都从表面开始。
因此,采用一定的技术措施提高零部件材料表面性能,预防和减缓表面失效,是表面工程领域所要解决的关键问题[1,2]。
电火花表面强化方法是表面工程技术的重要分支之一,是通过火花放电作用把一种导电材料涂覆熔渗到基体材料的表面,形成合金化的表面强化层,从而改变后者表面的物理、化学性能和力学性能的工艺方法[3]。
与其他表面强化技术相比具有许多优点,主要表现在以下几个方面:(1)工艺设备简单,不需要特殊的、复杂的处理装置,使用灵活;(2)可对平面或曲面零件表面局部强化;(3)放电的热作用只在微小区域产生影响,不会引起工件基体的退火或产生热变形;(4)强化层是电极材料和工件材料冶金结合的产物,结合强度高;(5)可以自由选择电极材料和调节工艺参数,达到不同的强化目的;(6)容易操作使用,不需高级专业人员[4]。
因此,电火花强化技术在航空、航天、军事、能源等诸多领域得到广泛应用2 电火花表面强化2.1 电火花表面强化原理电火花表面强化技术的基本原理是储能电源通过电极以10~2000H z的频率在电极与工件之间产生火花放电,在10-5~10-6s内电极与工件接触的部位即达到8000~25000e的高温,使该区域的局部材料熔化、气化或等离子体化,将电极材料高速过度并扩散到工作表面,形成冶金结合型牢固强化层[7]。
电火花表面强化技术及其应用摘要: 电火花表面强化技术是一种具有独特优势的材料表面技术,其在机械零件表面改性和表面修复等方面具有广阔的应用前景。
介绍了电火花表面强化技术的基本原理和工艺特点,阐述了电火花表面强化技术的发展概况,分析了该技术在机械零部件修复、模具强化等方面的实际工程应用,指出了该技术今后的研究方向和发展趋势。
关键词: 电火花表面强化表面改性修复(一)电火花表面强化技术的基本原理与特点电火花表面强化技术的基本原理是储能电源通过电极以10 ~2000Hz 的频率在电极与零部件之间产生火花放电,在10-6~10-5( s) 内电极与零部件接触的部位即达到5000 ~10000℃的高温,使该区域的局部材料熔化、气化或等离子体化,将电极材料高速过渡并扩散到工作表面,形成冶金结合型牢固强化层。
研究表明,强化层主要由白亮层、扩散区和热影响区构成,涂层组织较细密,具有较高硬度及较好的耐高温性、耐腐蚀性和耐磨性。
电火花表面强化技术能有效地改善零部件表面的物理、化学和机械性能,包括硬度、导热和导电性能等,与常规表面强化工艺相比较,具有以下优点。
( 1) 电火花强化是在空气中进行,不需要特殊、复杂的处理装置和设备。
配套装置简单、灵活,投资和运行费用低,强化工艺环保。
( 2) 热输入量小,放电时间很短,放电端点的面积小,放电的热作用只发生在零部件表面的微小区域内,被强化零部件基体不产生退火或热变形。
( 3) 不受零部件形状限制,可以对平面或曲面形状零部件强化; 对需修复局部、有少量损伤、焊接性差以及淬火状态工件的修复更具优势。
( 4) 强化层是电极和零部件材料在放电时的瞬间高温高压条件下重新合金化形成的新合金层,结合非常牢固,不易发生剥落。
( 5) 强化层厚度、表面粗糙度与脉冲电源的电气参数以及强化时间等有关,控制相对简单。
电火花强化处理后可作为最终工序,加工余量少。
( 6) 电极材料来源广,耗量小,容易实现异种材料强化层,同时可以根据强化目的选择电极材料。
电火花表面强化工艺我跟你说啊,这电火花表面强化工艺,那可真是个很有意思的事儿。
我就见过那些个搞这个工艺的人,戴着厚厚的眼镜,眼睛紧紧盯着那些个设备,那表情严肃得就像在面对世界上最重要的事儿。
他们的手啊,在那些个操作台上熟练地摆弄着,一会儿调调这个参数,一会儿又检查检查那个线路。
周围的环境呢,到处都是那种金属的味道,还有设备嗡嗡作响的声音,就像一群小蜜蜂在耳边低声细语。
我就好奇啊,凑上去问他们:“这电火花表面强化工艺到底是咋回事儿呢?”有个师傅就转过头来,眼睛里带着那种对自己手艺的骄傲,慢悠悠地跟我说:“嘿,这你就不懂了吧。
这就是利用电火花的能量,在金属表面弄出一层强化层,就好比给金属穿上了一层超级铠甲。
”我听了就觉得特别神奇,又问:“那这层铠甲有啥用呢?”师傅就笑了,脸上的皱纹都挤到一块儿去了,说:“用处可大了去了。
这能让金属表面更耐磨,不容易被腐蚀,就像人的皮肤变得更结实了一样。
”我就站在那儿,看着那些个电火花在金属表面噼里啪啦地闪着,就像小闪电在跳舞。
这时候我就想啊,这小小的电火花竟然有这么大的能耐,能把那些个普普通通的金属变得这么厉害。
这就像我们人一样啊,别看有时候就是一个小小的改变,可能就会有大大的不同呢。
你看那些个金属,原本可能就是个容易生锈、不耐磨的家伙,经过这么一强化,立马就不一样了。
我越想越觉得这个工艺就像是一个魔法,那些个师傅就是魔法师,在他们手下,那些金属就有了新的生命。
我又在那儿看了好一会儿,看着那些个经过强化的金属部件被小心翼翼地拿出来,表面看起来好像和之前没太大区别,但我知道,它们已经变得强大了很多。
这就像是生活中的很多事情,表面上看起来平平无奇,但背后却有着不为人知的努力和神奇的变化。
这电火花表面强化工艺啊,真的是让我开了眼界,我对那些默默搞这个工艺的人也充满了敬意,他们就这么一点一点地,用这个神奇的工艺,改变着这个世界的小角落。