冲裁模常见零部件的结构形式
- 格式:doc
- 大小:14.13 MB
- 文档页数:11
冲裁模具的基本结构与工作原理冲裁模具是一种常见的加工工具,在工业生产中广泛应用。
它的作用不仅仅是剪切材料,还可以进行冲孔、压花、冲压等操作。
本文将介绍冲裁模具的基本结构以及工作原理。
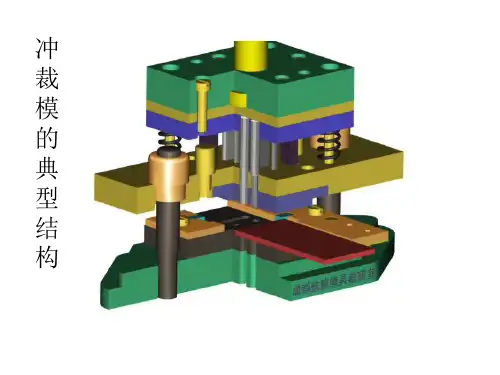
一、冲裁模具的基本结构冲裁模具通常由模架、下模座、模尖、模板、模板固定孔、上模座、压板、导向柱、定位销、下模座、模具安装座等多个部分组成。
1.模架:冲裁模具的最底层结构,支撑各个模具部件。
2.下模座:放置压板的地方,压板通过它与上模座开放联系。
3.模尖:用于封闭下模座上的模板固定孔,以便固定模板。
4.模板:承受工作负载的主要部分。
模板可以通过模板固定孔螺栓固定在模架或下模座上。
5.模板固定孔:用于连接模板和模架或下模座的孔。
6.上模座:放置压板的地方。
上模座通过导向柱和定位销与下模座或下模座上的模板固定孔对齐。
7.压板:冲压时作为媒介,将下模座和上模座上的模具固定起来,从而实现冲裁。
8.导向柱:用于连接上模座和下模座,确保冲裁过程中的精准度。
9.定位销:也用于对齐上模座和下模座的位置。
10.下模座:承受模具的卡紧力,防止模具在模具固定孔处滑动。
11.模具安装座:将冲裁模具固定在机械或压力机上的底座。
二、工作原理冲裁模具的工作原理是利用压力让模板和压板卡死工件,对工件进行切割或冲孔。
具体来说,它包括材料、凸台(刀模)、凹模、冲孔机床和机械手等多个部分。
在工作之前,必须先进行模压,并设置工作参数。
然后将工件放置在压板上,逐步移动到凹模下部。
随着压力的逐渐增加,材料被弯曲、伸长或压缩,最终断裂。
刀模和凹模都是刻有图案的特殊工具,它们能够对工件进行不同的操作。
除了切割和冲孔,冲裁模具还可以进行拉伸和弯曲等操作。
不同的操作需要使用不同的模具。
总的来说,冲裁模具的工作原理是依靠刃口的形状和力学原理,将压力转化为工件的变形。
冲裁模具的安装和调整需要经验和技能。
准确设置参数有助于防止模具的脱离、折断或损坏,从而确保生产效率和质量。
结论冲裁模具是工业生产中不可或缺的工具之一。
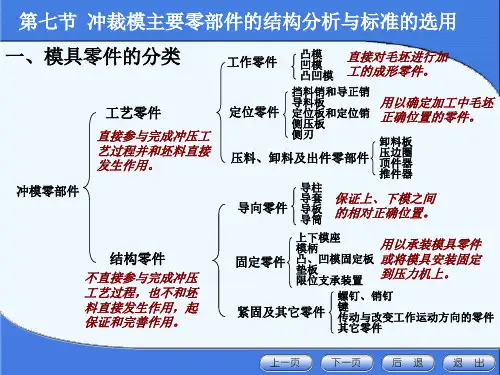
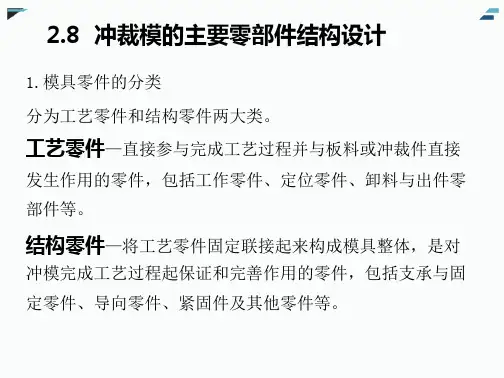
冲裁模具的主要零部件(一)一、冲模的主要零部件可分为工艺构件和辅助构件两部分。
一般冲裁模由以上6个部分组成,但不是所有的冲裁模必须具备这6个部分。
冲裁模的结构多种多样,有些模具比这个模具结构复杂,有些模其结构却十分简单,这要决定于冲裁工件的要求、生产批量的大小、制模条件等因素。
二、凸模:结构形式主要根据冲裁件的形状和尺寸来定的。
1、圆形凸模<1>标准式:分AB两种形式。
其中B型适合于冲裁8-30mm的孔径。
A型适合于冲1-20mm的孔径。
要保证凸模的刚性及强度,增加过渡段及采用滑过渡。
<2>护套式:凸模结构,用于冲小孔(孔径与料厚较接近)<3>大型落料凸模。
采用凹座螺钉紧固、或镶配式。
工作部分用模具钢,非工作部分用一般钢,节省材料,端部做成凹形,减少与工作的接触面积、防止由于端部不平造成成对板料的不平衡冲击。
侧边做成凹型,防止增加凸模与凹模及工作的磨擦力。
2、非圆形凸模:对于复杂冲裁件。
其中装配部分做成圆形或方形,以方便装配,工作部分由冲裁件决定开头如果采用线切割,则安装部分开头与工作部分一样。
3、凸模的固定方法<1>用凸模固定板,紧配合形式,装好一般要磨平。
<2>与上模板直接用螺钉连接,适用于大型凸模。
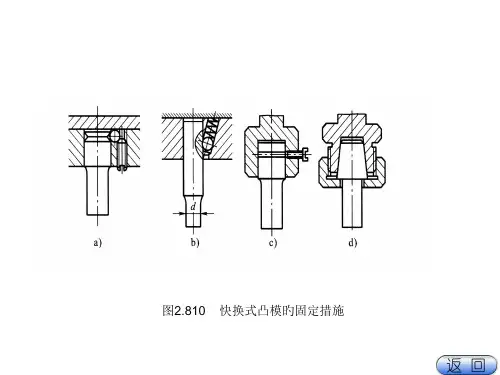
<3>可更换的固定形式:铿于易磨损和损坏的凸模<4>低熔点合金及防氧树腊浇注固定方法。
利用低熔点合金冷却膨胀的特性,但连接浓度不高。
防氧权腊对金属表面的粘附力,但抚冲溶度低。
4. 凸模的长度L=h1+h2+h3+(10~20)mm其中h1--导尺厚度h2--卸料板厚度h3 --凸模固下板厚度10~20mm--包括凸模伸进凹模的涂度,修磨量及模具在闭合状态下卸料板到凸模固定板之间的距离。
三、凹模的设计1、结构形式。
(1)整体式(2)镶拼式(用于大型,开头复杂的零件,)其优点是:可把原来形状。
复杂的凹模内表面加工变成外表面的加工,节约材料,减少热处理变形,但镶嵌装配困难。
第一章!冲裁模结构图"!落料模图"#"!落料模"—定位销!$—活动定位销说!明根据排样要求,条料顺序送进一条料长度后,需翻转后再顺序送进一次。
翻转送进时需用活运动定位销!初定位,而后用定位销"定位。
!#导板导向落料模图"$!#导板导向落料模"—凸模#!—步距刀#%—导板#&—凹模#’—右导尺#(—挡料块#)—左导尺#*—托料板说明导板%主要是为凸模"起导向作用,同时也起卸料作用。
对于导板模,其凸模应始终不脱离导板,以保证导向精度。
!"下顶出件落料模图#$!"下顶出件落料模#—上模座"%—弹簧"!—卸料螺钉"&—内六角螺钉"’—模柄"(、)、%!—圆柱销"*—垫板"+—固定板#,—凸模"##—卸料板"#%一凹模"#!—顶件块"#&—下模座"#’—顶杆"#(—托板"#)—螺栓#*—挡料销"#+—导柱"%,—导套"%#—螺母"%%—橡胶说明这是一副正装下顶出件落料模,其特点是材料在压紧态下进行冲裁,冲出的工件表面平整,适合于厚度较薄的中小工件冲裁。
!"镶块落料模图#$!"镶块落料模#—挡料销"%—下模座"&、#’、#(、%)—卸料螺钉"!、*、#*—内六角螺钉")、(—圆柱销"+—上模座,—套圈"##、#)、%!—弹簧"#%—固定板#&—推件板"#!—顶销"#+—凸模镶块"#,—凹模镶块%’—卸料板"%#—废料切刀"%%—导套"%&—导柱%*—限位柱说明这是一套冲大型件的简单落料模。
课题冲裁模常见零部件的结构形式教学目标1、掌握工艺零件的结构形式
2、掌握结构零件的结构形式
教学重点与难点1、凹模刃口形式
2、凸模、凹模的镶块结构
教学工具1、PPT课件,2、模具结构挂图
教学方法1、多媒体演示,2、讲授法
课时6节
教学过程一、组织教学:清点人数
二、新课引入:直接引入法:虽然各类冲裁模的结构形式和复杂形式不同,
但每一副冲裁模都是由一些能协同完成冲压件的基本零件构成的。
三、新课讲授:
1、按零部件在冲裁模中的作用分类
(1)工艺零件:包括工作零件、定位零件、缷料与推出零部件。
(2)结构零件:支承与固定零件、导向零件、坚固件。
2、工作零件的结构形式:工作零件是直接参与冲压工作的零件,凸模、凹
模应具有足够的韧性和较高的强度。
(1)凸模、凹模形式:
台肩式:这种凸模加工简单,装配修磨方
圆柱式:在长度方向制成相同的断面。
护套式:当冲孔直径较小,常用此形式。
整体式:常用于大、中型复杂形状的凸模。
台肩镶嵌式:主要用于部件较大但冲孔数量较少的模具。
整体式:适用于冲孔数量较多、形状复杂的模具。
(2)凹模刃口形式:
过渡孔柱形刃口:刃口强度较高,修磨后工作部分尺寸不变,但洞口易积废料或制件。
锥形刃口:刃具强度较差,修磨后工作部分的尺寸略有增
大。
柱形刃口:可用锤子敲打斜面以调整间隙。
直到冲出满意的冲件为止。
(3)凸模、凹模的固定形式
《1》将凸模固定在上模座上。
常用于冲压数量较少,总裁力较小的简单模具。
《2》将凸模用螺钉和销钉直接固定在上模座上,一般用于中型和
大型零件。
《3》凸模与固定板采用H7/M6配合。
固定部分有台阶。
常用于零件复杂的零件。
《4》凸模为无台阶式,全长尺寸,形状相同。
在装配时采用铆接方法,然后磨平即好。
《5》该结构为快速更换形式,用定位螺钉将凸模顶在钢球上,使钢球卡住凹槽。
《6》该结构为快速更换的固定形式,它把凸模镶配在螺纹孔。
《7》将凹模直接固定在下模座上,常用于冲压数量较少,冲裁力较小的简单模具。
《8》将凹模直接固定在下模座上,常用于冲压数量较少,冲裁力较小的简单模具。
《9》凹模与固定板采用H7/m6配合。
固定部分有台阶。
《10》该结构靠H7/r6配合紧固。
《11》这种结构中,螺钉顶在钢球上使钢球卡住凹槽。
《12》在模具装配中,对形状复杂的零件和多凸模冲模,广泛采用低熔点合金来固定凸模。
(4)凸模、凹模的镶块结构。
对于大型和复杂的冲模,采用镶块结构较为合理。
[1]镶块分段
《1》尖角处分段
《2》圆弧、易损部分应独立分块。
《3》对称线分段
[2]镶块的紧固
《1》框套热套法
《2》框套螺钉紧固法。
《3》斜楔紧固法。
用于两对半合的镶块模。
《4》镶块用螺钉、销钉紧固。
一般用于中、大型镶块模。
3、定位零件的结构形式:
定位零件的作用是使坯料或工序件在模具上相对凸、凹模有正确的
位置。
(1)定位件。
主要指定位板或定位销。
有外缘定位和缘定位。
(2)导料件:
[1]导料板的形式
《1》用于有弹性卸料板的导板形式
《2》用于有刚性卸料板的导料板形式。
[2]侧压板的形式
《1》弹簧片侧压形式
《2》弹簧侧压板形式
《3》拉簧侧压板形式。
(3)挡料件
《1》固定挡料销,结构简单,常用的有圆柱式。
《2》活动挡料销。
这种挡料销后端带有弹簧或弹簧片。
《3》自动挡料销,用这种挡料销送料时,无须将带料抬起或回拉。
《4》始用挡料块,又称临时挡料块,用于带料在级进模上冲压时的首次定位。
(4)导正销
《1》导正销的装配形式。
导正销多用于级进模中。
《2》凸模、导正销及挡料销之间的位置
(5)卸料装置的结构形式
《1》推件装置
[1]刚性推件装置。
特点用于简单总裁模。
利用打杆装置进
行推件。
[2]弹性推件装置。
结构特点就是冲裁时,推件块压住板料,冲出的制件平整。
《2》卸料装置
[1]弹性卸料板形式,此形式卸料力小,但有压料作用。
冲裁质量较好。
[2]刚性,弹性结合的卸料形式:结构特点:可用于卸料力要求大,卸料板与凹模间又要求有较大空间的冲裁模。
[3]固定卸料板的形式,结构特点:可用于卸料力要求较大,板料厚的冲裁模。
《2》弹簧和橡胶零件,弹簧和橡胶主要用于卸料、压料或推件等。
弹簧可分为:圆钢丝螺旋簧。
方钢丝。
4、导向、固定与紧固零件的结构形式。
(1)导向零件
《1》导柱和导套导向。
[1]] 导柱布置在模座中部两侧的形式。
特点:导柱中心与模
座中心一致。
[2]导柱布置在模座后侧的形式。
特点:两导柱置于模座中
心后侧,导柱中心与压力中心不一致。
导向较差。
[3]导柱布置在模座对角的形式。
特点:导柱中心与模座
中心一致。
导向情况较好。
[4]导柱布置在模座四角的形式。
特点:模座中心与压力
中心一致。
导向情况较好。
[5]滚珠导向模架的形式
《2》导板导向的形式。
特点:固定卸料板又起凸模导向作用。
《2》导柱导向的形式。
特点:为了更好地保护凸模不易折断。
导向板兼卸料板始终在导柱的导向下保护凸模。
(5)固定与紧固零件。
《1》固定板。
固定板要有足够的厚度,确保可靠,有垂直度。
《3》垫板。
用垫板来保护模板。
《4》模板。
分带导柱和不带导柱两种。
《5》模柄。
用于固定上模。
《6》螺钉和销钉。
螺钉是紧固模具零件用的。
销钉起定位作用。
课后小结:本节主要学习了工艺零件和结构零件的形式及结构和特点。
课后作业:1、工艺零件和结构零件分别有几种?
2、推件装置有几种形式?。