液态成形中铸件补缩原理及冒口设计
- 格式:ppt
- 大小:728.50 KB
- 文档页数:56
铸铁件冒口设计手册诸葛胜福士科铸造材料(中国)有限公司铸铁冒口设计手册一、概述冒口是一个个储存金属液的空腔。
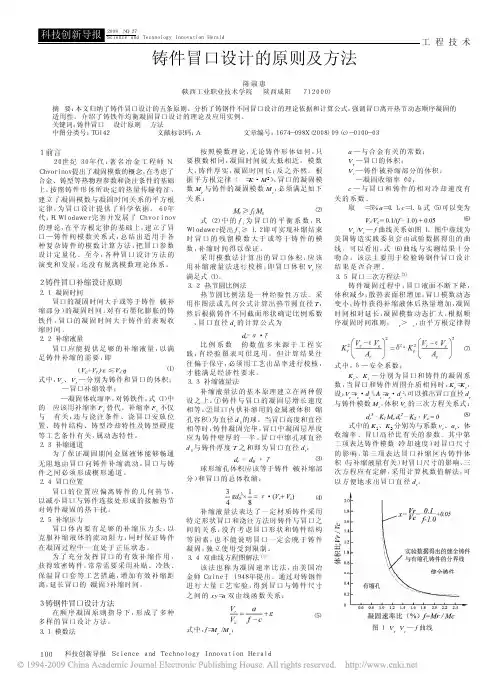
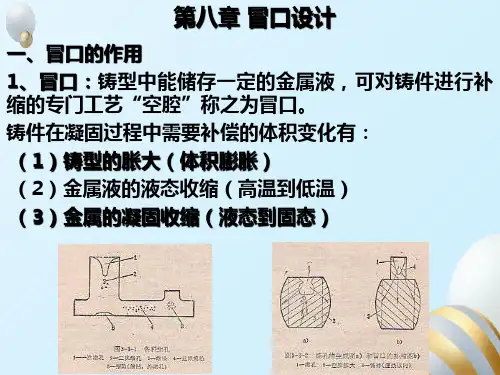
其主要作用是在铸件成形过程中提供由于体积变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所示),而这些需要补偿的体积变化可能有:图1 各种缩孔图2 缩孔生产图a)和冒口的补缩图b)1—一次缩孔 2—二次缩孔 3—缩松 1—缩孔 2—型腔胀大 3—铸件(虚线以内) 4—显微缩松 5—缩陷(缩凹,外缩孔)(1)铸型的胀大(2)金属的液态收缩(3)金属的凝固收缩补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。
此外,冒口还有排气及浮渣和非金属夹杂物的作用。
铸件制成后,冒口部分(残留在铸件上的凸块)将从铸件上除去。
由此,在保证铸件质量要求的前提下,冒口应尽可能的小些,以节省金属液,提高铸件成品率。
由此冒口的补缩效率越高,冒口将越小,铸件成品率越高、越经济。
FOSECO公司的发热保温冒口具有高达35%的补缩效率;因而,具有极高的成品率和极其优越的经济性。
在金属炉料价格飞涨的情况下,其优越性显得尤其突出。
另外,高品质发热保温冒口,及其稳定可靠的产品质量是获得高品质铸件的重要手段和可靠的质量保证。
二、铸铁的特点铸钢和铸铁都是铁碳合金,它们在凝固收缩过程中有共同之处)如凝固前期均析出初生奥氏体树枝晶,都存在着液态、凝固态和固态下的收缩),但也有不同的特点。
其根本不同之处是铸铁在凝固后期有“奥氏体+石墨”的共晶转变,析出石墨而发生体积膨胀,从而可部分地或全部抵消凝固前期所发生的体积收缩,即,具备有“自补缩的能力”。
因此在铸型刚性足够大时,铸铁件可以不设冒口或采用较小的冒口进行补缩。
灰铸铁在共晶转变过程中析出石墨,并在与枝晶间的液体直接接触的尖端优先长大,其石墨长大时所产生的体积膨胀直接作用在晶间液体上,进行“自补缩”。
对于一般低牌号的灰铁铸件,因碳硅含量高,石墨化比较完全,其体积膨胀量足以补偿凝固时的体收缩,故不需要设置冒口,只放排气口。
职业教育材料成型与控制技术专业教学资源库铸钢件生产技术课程补缩原理制作人:陈小红浙江机电职业技术学院补缩原理一、铸件的收缩1.铸件收缩分类合金在从液态冷却至室温的过程中,其体积或尺寸缩小的现象称为收缩。
液态合金由许多原子团和空穴组成,其原子间距比固态要大得多。
随着温度的下降,原子间距离缩短,空穴数量减少。
当液态合金转变为固态合金时,空穴消失,原子间距离继续减小,这些因素都使合金产生收缩。
收缩是铸件的应力及缩孔、缩松、热裂、冷裂和变形等缺陷产生的基本原因。
为了获得优质铸件,必须对收缩加以控制。
金属从高温t0冷却到t1时,其体收缩率和线收缩率各为Ɛ V=V0−V1×100%=αV(t0−t1)×100%Ɛ l=l0−l1×100%=αl(t0−t1)×100%式中V0、V1——金属在温度t0和t1时的体积;l0、l1——金属在温度t0和t1时的长度;αV、αl——金属在t0~t1温度范围内的体积收缩系数和线性收缩系数。
合金从浇注温度冷却到常温,都经历液态收缩、凝固收缩、固态收缩三个阶段。
(1)液态收缩阶段金属在液体状态时的收缩称为液态收缩。
此阶段金属完全处于液态,金属体积的减少表现为型腔内液面的降低。
(2)凝固收缩阶段金属在凝固过程中的收缩称为凝固收缩。
对于一定温度下结晶的纯金属和共晶成分的合金,凝固收缩只是合金的状态改变,于温度无关或基本无关;对于具有结晶温度间隔的合金,凝固收缩不仅与状态改变有关,且随结晶温度间隔的增大而增大。
液态收缩和凝固收缩的外部表现皆为体积减小,一般表现为液面降低,因此称为体积收缩。
合金的收缩量通常用体收缩率收缩率来表示。
两类收缩是铸件产生缩孔和缩松的基本原因。
(3)固态收缩阶段金属在固态冷却过程中的收缩称为固态收缩。
固态收缩引起铸件外部尺寸的变化,故又称为尺寸收缩或线收缩。
线收缩对铸件形状和尺寸精度影响最大,是产生铸造应力、变形、裂纹等缺陷的基本原因。
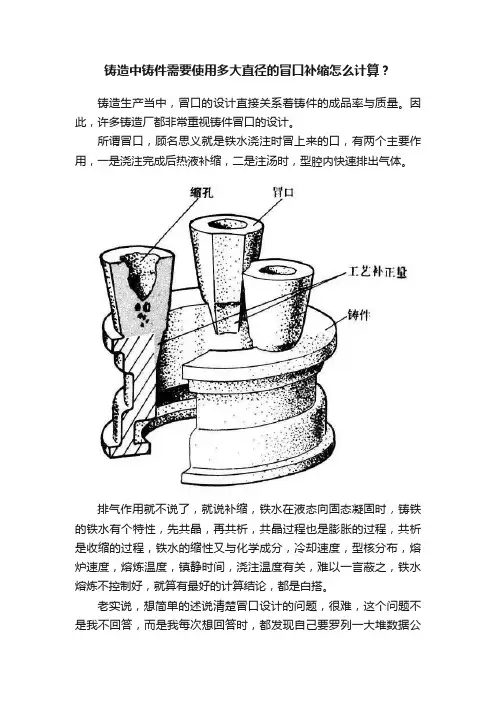
铸造中铸件需要使用多大直径的冒口补缩怎么计算?铸造生产当中,冒口的设计直接关系着铸件的成品率与质量。
因此,许多铸造厂都非常重视铸件冒口的设计。
所谓冒口,顾名思义就是铁水浇注时冒上来的口,有两个主要作用,一是浇注完成后热液补缩,二是注汤时,型腔内快速排出气体。
排气作用就不说了,就说补缩,铁水在液态向固态凝固时,铸铁的铁水有个特性,先共晶,再共析,共晶过程也是膨胀的过程,共析是收缩的过程,铁水的缩性又与化学成分,冷却速度,型核分布,熔炉速度,熔炼温度,镇静时间,浇注温度有关,难以一言蔽之,铁水熔炼不控制好,就算有最好的计算结论,都是白搭。
老实说,想简单的述说清楚冒口设计的问题,很难,这个问题不是我不回答,而是我每次想回答时,都发现自己要罗列一大堆数据公式,才能把这个问题讲清楚。
这个问题看似简单,基本上等同于简述铸造工艺学。
这太费时间和精力,读者也未几能有耐心看完那样叙述。
然而,如读者真想把冒口设计的基础理论弄明白,系统的学习《铸造工艺学》是必须做的事情。
咱们今天,就只能简要的讲述一下冒口设计的基本要素。
冒口设计要根据不同的材料,不同尺寸,不同形状,不同材质的特性进行设计。
首先,铸造工艺不一样,由此引申出的各类冒口的类型也是不一样的,因而冒口尺寸计算的方法也是不一样的。
简单以材料分类,铸钢件采用的冒口计算方法有模数法,三次方程法,补缩液量法,比例法。
铸铁件因凝固方式特殊(受冶金质量和冷却速度影响),大多靠经验辅以模数法和比例法。
今天,只简单说说铸钢,公式就先都不写了。
第一,模数法模数指的是铸件被补缩部位的体积与散热表面积的比值称为模数。
模数基本等同于铸件的凝固时间,也就是说不同形状大小的铸件,只要模数相同,我们就认为他们的凝固时间几乎相等。
当我们使用模数法时,基本遵循两条原则。
1.冒口的模数需大于铸件被补缩区域的模数。
2.冒口必须有足够的金属溶液补充铸件收缩部分的体积收缩。
第二,三次方程法三次方程法是模数法的延伸,主要用于计算机辅助设计中。
冒口补缩原理冒口是只为避免铸件出现缺陷而附加在铸件上方或侧面的补充部分。
在铸型中,冒口的型腔是存贮液态金属的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用,而冒口的主要作用是补缩。
习惯上把冒口金属液凝固后所形成的实体也称为冒口。
冒口按其补缩原理,可分为通用冒口和铸铁件冒口。
1)通用冒口:通用冒口适用于所有合金铸件的补缩,如铸钢合金、白口铸铁、各种有色合金铸件,原则上也可用于有石墨析出的铸铁件,但铸铁件使用适合于自身凝固特点的实用冒口效果更好。
通用冒口可分为普通冒口和特种冒口。
(1)普通胃口。
按位置分为:顶冒口和侧冒口;按顶部是否为型砂所覆盖分为:明冒口和暗冒口。
(2)特种冒口。
按加压方式分为:大气压力冒口、压缩空气冒口和发气冒口;按加热方式分为:保温冒口、发热冒口、加氧冒口、电弧或煤气加热冒口;易割冒口也是一种特种冒口型式。
2)铸铁件冒口:铸铁件的冒口包括实用冒口和均衡凝固冒口。
实用冒口分为直接实用冒口(浇注系统当冒口)、控制压力冒口和无冒口铸造。
均衡凝固冒口类型对铸铁件更加实用。
通用冒口的补缩原理:1)通用冒口补缩的基本条件通用冒口遵守顺序凝固的基本条件。
(1)凝固时间:冒口凝固时间应大于或等于铸件(被补缩部分)的凝固时间。
(2)补缩液量:冒口应有足够的金属液补充铸件的液态收缩和凝固收缩。
(3)补缩通道:在凝固期间,冒口和铸件被补缩部位之间存在液体流动的补缩通道,扩张角朝向冒口。
实现顺序凝固补缩,还要考虑冒口位置的选择,冒口有效补缩距离是否足够,并合理利用补贴和冷铁的作用,以强化冒口补缩效果。
铸铁件冒口补缩的原理:在铸件厚壁处和热节部位(即铸件上热量集中,内接圆直径较大的部位)设置冒口,是防止缩孔、缩松的有效措施。
冒口的尺寸应保证冒口比它要补缩的部位凝固得晚,并有足够的金属液供给。
采用“顺序凝固原则”,在铸件上建立一个从远离冒口的部分到冒口之间逐渐递增的温度梯度,从而实现由远离冒口处向冒口方向顺序地凝固,即远离冒口的部位先凝固,靠近冒口的部位后凝固,冒口本身最后凝固。

铸造补缩系统设计铸造补缩(冒口)系统是在铸造过程中用于防止铸件缩孔和偏色的一种技术。
铸造过程中,熔化金属进入模具中进行凝固,但由于热胀冷缩的影响,容易造成铸件内部的缩孔。
而通过加入补缩(冒口)系统,可以在凝固时将多余的熔化金属引导到冒口中,从而避免铸件内部缩孔的产生。
在设计补缩(冒口)系统时,需要考虑以下几个关键的因素。
首先是冒口的位置和尺寸的确定。
冒口的位置应尽量靠近铸件最厚部位,从而能够提供足够的材料供给。
冒口的尺寸应根据铸件的形状和尺寸以及冷却速率等因素进行合理的设计。
冒口过小会导致引入的冒口金属流动不畅,无法满足需要;冒口过大则会浪费材料。
其次是冒口与铸件的连接方式的选择。
常用的连接方式有直接连接和间接连接两种。
直接连接方式将冒口直接连接到铸件上,适用于形状较矮胖的铸件;间接连接方式则将冒口与铸件通过一段薄金属连接起来,适用于形状较高瘦的铸件。
第三是冒口的形状的设计。
冒口的形状应能够使熔化金属能够平稳地流入冒口,避免熔化金属在流动过程中产生冲刷和扩散。
常见的冒口形状有圆形、方形、锥形等。
在确定冒口形状时,需要综合考虑材料的浇注性能、冷却速率等因素。
最后是冒口的设计者需要计算和确定冒口中金属的流动速度和温度分布。
金属的流动速度和温度分布直接影响到冒口的设计尺寸和位置,以及冒口金属对铸件的冷却效果。
通过数值模拟和实验等手段,可以对冒口的流动速度和温度分布进行计算和分析,从而优化冒口设计。
总之,铸造补缩(冒口)系统设计是一个相对复杂的过程,需要考虑多个因素的相互影响。
只有综合考虑材料的特性、铸件的形状和尺寸以及冷却速率等因素,才能设计出合理有效的补缩(冒口)系统,从而提高铸件的质量。

知识篇——铸件的冒口设计计算1.冒口设计的基本原理铸件冒口主要是在铸钢件上使用。
铸铁件只用于个别的厚大件的灰铸铁件和球铁件上。
金属液在液态降温和凝固过程中,体积要收缩。
铸件的体收缩大约为线收缩的3倍。
因此,铸钢的体收缩通常按3---6%考虑,灰铸铁按2---3%,不过由于灰铸铁和球墨铸铁凝固时的石墨化膨胀,可以抵消部分体积收缩,所以如果壁厚均匀,铸型紧实度高,通常不需要设计冒口。
铸件的体收缩如果得不到补充,就会在铸件上或者内部形成缩孔、缩陷或者缩松。
严重时常常造成铸件报废。
冒口尺寸计算原则是,首先计算需要补缩的金属液需要多少。
通常把这一部分金属液假设成球体,并求出直径(设为d0)用于冒口计算。
冒口补缩铸件是有一定的范围------叫有效补缩距离,设为L,对厚度为h的板状零件通常L=3~5h 。
对棒状零件L=(25~30)√h 式子中,h------铸件厚度2.冒口尺寸的基本计算方法冒口计算的公式、图线、表格等有很多。
介绍如下。
最常用的方法是,冒口直径 D=d0+h理由是假定冒口和铸件以相同的速度凝固,凝固过程是从铸件的两个表面向内层进行,当铸件完全凝固终了,正好冒口凝固了同样的厚度,这时还剩下中间的空心的缩孔,体积正好等于补缩球的体积,这部分金属液在凝固过程中正好补缩进了铸件。
当铸件存在热节时,可以把h换成热节的直径T即可。
即D=do+T 。
另外设计冒口,还有个重要的部位,就是冒口颈,所谓冒口颈就是冒口和铸件的连接通道,冒口里的金属液都是经由冒口颈补缩到铸件里的。
所以对冒口颈的截面是有要求的,通常取冒口颈的直径dj=(0.6~0.8)T 。
冒口高度 H=(1.5~2.5)D 。
H的高度还应该考虑要高于需要补缩部位的高度,否则就成了反补缩了,铸件补缩了冒口,这是要避免的。
3.其它计算方法常用的经验计算方法还有不计算需要估算补缩的金属液,直接将热节园的直径乘个系数得出冒口直径。
例如简单铸件 D=(1.05~1.15)T 外形简单,热节比较集中。
冒口系统设计的目的,是补偿铸钢件在凝固过程中的体积变化,是消除缩孔、缩松等收缩缺陷,从而获得组织精密的优质铸钢件。
长城铸钢()认为影响收缩缺陷产生的因素主要是铸造合金凝固和冷却过程中的体积变化特性及合金的凝固方式。
铸钢从液态转变为固态,体积要显著缩小,即有很大的体收缩。
因体积的缩小而得不到钢液的补缩时,则凝固后在铸件内部那些模数较大的部位会产生缩孔或缩松。
为了获得致密的铸钢件,基本的条件是定向凝固。
这就必须在补缩通道上设置模数比补缩通道的模数大和储存有足够多的钢液的冒口,使铸件在凝固过程中,能不断地从冒口获得钢液进行补缩,以消除铸钢件的缩孔和缩松,使缩孔移入冒口之中。
从得到优良铸钢件和降低非生产性消耗两方面看,铸钢件冒口设计极为重要。
它在工艺方案制定中起主导作用。
冒口设计主要应正确解决以下三个问题:
1. 在铸钢件上正确布置冒口,并使冒口同浇注系统、内外冷铁等工艺措施相互配合,实现正确地控制铸钢件凝固。
根据铸件几何形状及截面大小,冒口补缩只限于在一定距离之内有效,所以相领两个冒口间的距离必须合适,才能保证铸件补缩良好。
2. 正确地确定冒口的种类、形状和尺寸。
冒口要有恰当的直径及容积,才能较铸件晚凝固以及满足补缩铸件凝固的需要。
3. 提高冒口的补缩效率并使冒口便于去除,以利于铸钢件清理操作。
冒口在铸钢件上的布置就是决定在铸钢件哪些部位上安放冒口。
冒口在铸钢件上的位置正确与否对获得良好铸钢件和提高工艺出品率有重要意义。
简述铸件中缩孔的产生原因及其防止方法铸件是金属熔化后在模具中冷却凝固成型的工艺,其制作过程中容易产生各种缺陷,其中缩孔是常见的一个问题。
缩孔是指铸件中含有孔隙,并且表面凹陷或凸起的缺陷,严重影响铸件的力学性能。
下面将从铸件中缩孔的产生原因以及防止方法两个方面进行简述。
一、铸件中缩孔的产生原因1.高熔点和低液态温度:某些合金的熔点较高,浆料在浇注过程中凝固速度快,易产生缩孔。
2.铸型材料不合适:铸型材料的选择不合理也会导致缩孔的产生。
比如铸型材料不耐火或热膨胀系数太大,容易损坏或产生内应力,进而引起缩孔。
3.浇注温度过低:浇注温度过低会导致凝固时间过长,浆料在凝固过程中收缩不完全,形成缩孔。
4.浇注速度过快:如果铸件的浇注速度过快,会导致气体无法有效排出,导致缩孔的产生。
5.气体和杂质的存在:铸料中夹杂有气体和杂质,会在凝固过程中形成缩孔。
二、铸件中缩孔的防止方法1.提高浇注温度:适当提高浇注温度可以减缓凝固时间,增加液态时间,有利于气体的排出,减少缩孔的产生。
2.控制浇注速度:合理控制浇注速度,避免过快过慢,以保证气体和杂质顺利排出,并且减少凝固收缩,减少缩孔的产生。
3.选择合适的铸型材料:铸型材料要具有一定的耐火性和热膨胀系数,并且能够充分耐高温应力,避免产生内应力引起缩孔。
4.使用脱气剂:在铸造过程中添加一定比例的脱气剂,能够有效除去铸料中的气体和杂质,降低铸件中气孔和夹杂物的数量。
5.采用真空冶炼和真空注射技术:通过真空冶炼可以减少金属中含气量,降低铸件中气孔的产生。
同时,真空注射技术可以使浆料在铸造过程中迅速排除气体,避免缩孔的产生。
6.优化浇注系统和浇注工艺:设计和优化浇注系统可以改变浇注方式,减少铸件内的气体和杂质,减少缩孔的产生。
7.特殊处理工艺:对于一些特殊的铸件,如大型铸件、厚壁铸件等,可以通过局部预热、冷却措施等特殊处理工艺,改善凝固过程,减少缩孔的产生。
总之,铸件中缩孔的产生是多种因素综合作用的结果,防止缩孔的产生需要从原材料、铸型材料、浇注工艺等多个方面综合考虑,通过优化工艺、控制温度和速度等方式来减少缩孔的发生,保证铸件质量。
铸造补缩原理说起铸造补缩原理,我有一些心得想分享。
在生活中,我们都见过蜡烛燃烧的场景吧?你看,蜡烛在燃烧的时候,蜡油会从蜡烛的烛身不断地流向火焰燃烧的位置。
这就有点像铸造里的补缩过程。
铸造啊,就比如说我们要生产一个金属的零件,是把液态的金属倒进模具里,等它冷却凝固变成我们想要的形状。
在这个冷却的过程中呢,就容易出现一些问题。
这就要说到金属冷却时的收缩现象了。
我们都知道,热胀冷缩嘛,金属也不例外。
当金属液开始冷却的时候,它就像一个慢慢瘪下去的气球(这是我自己想出来的便于理解的比喻哈)。
如果没有采取补缩措施,就会在零件里形成缩孔或者缩松,就像蛋糕没有发酵好,里面有很多空洞一样。
那这个零件就可能不结实,质量不过关。
老实说,我一开始也不明白怎么去解决这个问题呢。
后来学习了铸造补缩原理,才知道是通过在合适的位置设置冒口来实现补缩的。
冒口就像是一个小小的补给站。
液态金属在模具里冷却凝固时,周围的金属先冷却收缩,这个时候冒口里的金属液就会补充到那些收缩出现空隙的位置,就跟你给一个漏水的水桶再加水去填补那些空缺的道理差不多。
比如说铸造一个汽车发动机的缸体(这是一个实际应用的案例)。
缸体形状复杂,而且壁的厚度可能不太均匀。
如果不做好补缩,缸体内部可能就会产生很多缺陷。
那就会影响发动机的性能,甚至导致发动机故障。
所以啊,在设计铸造方案的时候,工程师得精确地计算出哪里需要设置冒口,冒口要多大之类的。
这中间还涉及到好多专业术语,像什么液态收缩、凝固收缩啥的。
液态收缩就是液态金属随着温度下降,本身的体积在不断减小;凝固收缩则是从液态向固态转变时的体积变化。
不过这里还有些问题我也有困惑。
比如说在一些特殊的金属材料铸造过程中,补缩的效果好像不是那么理想。
我也一直在思考这是不是因为不同金属的凝固特性有很大差异呢?说到这里,你可能会问那有没有其他的方式可以进行补缩呢?其实还有一些辅助的方法,像使用冷铁之类的。
冷铁就像是一个制冷的小助手,它能让某些部位比其他地方更快地冷却下来,从而引导液态金属的流动方向,也有助于补缩呢。