第二章麦汁制备(麦汁制备过程麦汁质量及能耗控制)
- 格式:pdf
- 大小:5.87 MB
- 文档页数:27

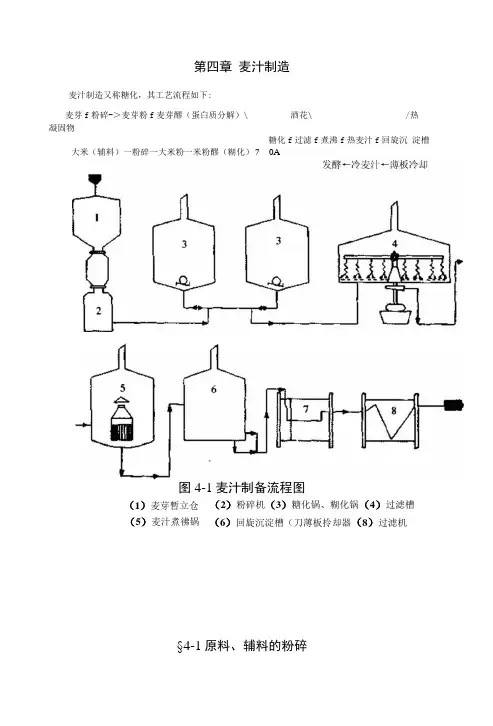
第四章麦汁制造麦汁制造又称糖化,其工艺流程如下:麦芽f粉碎->麦芽粉f麦芽醪(蛋白质分解)\ 酒花\ /热凝固物糖化f过滤f煮沸f热麦汁f回旋沉淀槽大米(辅料)一粉碎一大米粉一米粉醪(糊化)70A图4-1麦汁制备流程图(1)麦芽暫立仓(2)粉碎机(3)糖化锅、糊化锅(4)过滤槽(5)麦汁煮彿锅(6)回旋沉淀槽(刀薄板拎却器(8)过滤机§4-1原料、辅料的粉碎一、粉碎的目的与要求1•粉碎的目的原料、辅料粉碎后,增加了比表瓯积,糖化时可溶性物质容易浸出,有利于酶的作川。
2•粉碎的要求麦芽皮壳应破而不碎。
如果过碎,麦皮屮含有的苦味物质、色素、单宁等会过多地进入麦汁中,使啤酒色泽加深,口味变差;还会造成过滤困难,影响麦汁收得率。
胚乳粉粒则应细而均匀。
辅助原料(如大米)粉碎得越细越好,以增加浸出物的收得率。
二、粉碎方法与设备1・麦芽粉碎方法麦芽粉碎冇干法粉碎、湿法粉碎和冋潮粉碎等三种方法。
干法粉碎是传统的粉碎方法,要求麦芽水分在6%〜8%,其缺点是粉尘校大,麦皮易碎。
湿法粉碎是先将麦芽用50°C水浸泡15〜20min,使麦芽含水质量分数达25%〜30%之示, 再用湿式粉碎机粉碎,并立即加入30〜40°C水调浆,泵入糖化锅。
优点是麦皮较完整,对溶解不良的麦芽,可提高浸出率1%〜2加缺点是动力消耗大。
冋潮粉碎又叫增湿粉碎。
可用0. 05MPa蒸气处理30〜40s,增湿1%左右。
也可用水雾在增湿装置中向麦芽喷雾90〜120s,增湿1%〜2%,可达到麦皮破而不碎的目的。
熬气增湿时,应控制麦芽品温在50C以下,以免引起酶的失活。
2•粉碎设备麦芽粉碎常用辘式及湿式粉碎设备。
辘式设备根据辘的数量乂可分为对辘式、四辘式、和辘式、六辘式等。
锤式粉碎机极少使用。
对辘式粉碎机是最简单的粉碎机,主要由一对平行安装的拉丝辘,以相反转向运转来将麦芽粉碎。
对總式粉碎机存在肴粉碎度较难控制的缺陷。
以对辄式粉碎机为基础发展起来的四辘式、五規式、六觀式等类世的麦芽粉碎机,粉碎性能有了极大的提高,可适用于各种麦芽的粉碎,并可使粉碎度更能符合酿造需要。

麦汁制备工艺麦芽汁制备工艺第一节概述麦汁制备麦汁制造是将固态麦芽、非发芽谷物、酒花用水调制加工成澄清透明的麦芽汁的过程。
第一节麦芽与谷物辅料的粉碎目的:使整粒谷物经粉碎后有较大的比表面积,使物料中贮藏物质增加和水、酶的接触面积,加速酶促反应及物料的溶解。
一.麦芽的粉碎麦芽的粉碎方法:干法粉碎,湿法粉碎,回潮干法粉碎和连续调湿粉碎麦芽的干法粉碎:近代都采用辊式粉碎机麦芽回潮粉碎:麦芽在很短时间内,通入蒸气或热水,使麦壳增湿,胚乳水分保持不变,这样使麦壳有一定柔性,在干法粉碎时容易保持完整,有利于过滤麦芽湿法粉碎:由于麦芽皮壳充分吸水变软,粉碎时皮壳不容易磨碎,胚乳带水碾磨,较均匀,糖化速度快。
连续浸渍湿法粉碎:改进了原来湿法粉碎的两个缺点第三节糖化原理一.目的和要求及控制方法糖化:将麦芽和辅料中高分子贮藏物质及其分解产物,通过麦芽中各种水解酶类作用,以及水和热力作用,使之分解并溶解于水的过程二、糖化时的主要物质变化1.非发芽谷物中淀粉的糊化和液化糊化:淀粉受热吸水膨胀,从细胞壁中释放,破坏晶状结构并形成凝胶的过程液化:淀粉在热水中糊化形成高粘度凝胶,如继续加热或受到淀粉酶的水解,使淀粉长链断裂成短链状,粘度迅速降低的过程2?¢淀粉的糖化:指辅料的糊化醪和麦芽中淀粉受到麦芽中淀粉酶的分解,形成低聚糊精和以麦芽糖为主的可发酵性糖的全过程。
(1)淀粉糖化的要求:糖化时,淀粉受到麦芽中淀粉酶的催化水解,液化和糖化同时进行(2)糖化过程中的淀粉酶:啤酿造中淀粉的分解全部依赖于淀粉酶的酶促水解反应(3)影响淀粉水解的因素:①麦芽的质量及粉碎度:糖化力强、溶解良好的麦芽,糖化的时间短,形成可发酵性糖多,可采用较低糖化温度作用②非发芽谷物的添加:非发芽谷物的种类,支链、直链淀粉的比例,糊化、液化程度及添加数量,将极大的影响到糖化过程和麦汁的组成③糊化温度的影响:糖化温度趋近于63℃可得到最高可发酵性糖④糖化醪PH的影响:淀粉酶作用最适PH值随温度的变化而变化糖化醪浓度的影响:实际生产中,糖化醪温度一般以20%-40%为宜3?¢糖化过程中蛋白质的水解麦芽的蛋白质水解情况对麦汁组分具有决定性意义,而麦芽的糖化过程是可以起到调整麦汁组分的作用。

啤酒生产流程与质量控制作业指导书第1章原料选择与处理 (4)1.1 麦芽原料的选择 (4)1.1.1 品种选择:选用优质大麦品种,要求颗粒饱满、色泽一致、无霉变、无虫蛀。
51.1.2 发芽程度:麦芽的发芽程度应适中,过高的发芽程度会导致麦芽中酶活性过高,影响啤酒的口感和稳定性;发芽程度过低,则会影响糖化过程。
(5)1.1.3 烘干程度:麦芽的烘干程度应适中,过干会导致麦芽中可溶性糖含量降低,影响啤酒的发酵;过湿则容易引起麦芽发霉。
(5)1.2 酿造用水的要求 (5)1.2.1 无色透明:水质应无色透明,无悬浮物、无异味、无色度。
(5)1.2.2 适度的硬度:酿造用水的硬度应适中,硬度过高会影响麦汁的过滤效果,过低则会影响啤酒的口感。
(5)1.2.3 适当的pH值:酿造用水的pH值应在5.56.5之间,以保证糖化过程和发酵过程的顺利进行。
(5)1.3 啤酒花和酵母的选用 (5)1.3.1 啤酒花的选择:选用新鲜、成熟、无病虫害的啤酒花。
要求啤酒花颗粒饱满、色泽鲜绿、香气浓郁。
(5)1.3.2 酵母的选用:选用活性高、稳定性好的啤酒酵母。
要求酵母无污染、无变异,具有较好的发酵功能。
(5)1.4 原料的处理与制备 (5)1.4.1 麦芽的处理:将选好的麦芽进行破碎,破碎程度以能充分提取麦芽中的糖分为宜。
(5)1.4.2 啤酒花的处理:将啤酒花进行粉碎,以便于在酿造过程中充分释放其香气和苦味。
(5)1.4.3 酵母的活化:将干酵母加入适量的温水,搅拌均匀,使其恢复正常活性。
(5)1.4.4 酿造用水的处理:对水质进行过滤、软化等处理,以满足酿造要求。
(5)1.4.5 原料的混合:将处理好的麦芽、啤酒花、酵母和水按一定比例混合,为后续的糖化、发酵等过程做好准备。
(5)第2章麦汁制备 (6)2.1 麦芽的粉碎 (6)2.1.1 粉碎要求 (6)2.1.2 粉碎设备 (6)2.1.3 粉碎操作 (6)2.2 糖化过程控制 (6)2.2.1 糖化原理 (6)2.2.2 糖化设备 (6)2.2.3 糖化操作 (6)2.3 麦汁的过滤与洗槽 (6)2.3.1 过滤原理 (6)2.3.2 过滤设备 (6)2.3.3 过滤操作 (7)2.4 麦汁煮沸与添加啤酒花 (7)2.4.2 煮沸设备 (7)2.4.3 煮沸操作 (7)第3章发酵工艺 (7)3.1 发酵设备与工艺流程 (7)3.1.1 发酵设备 (7)3.1.2 工艺流程 (7)3.2 酵母的扩培与添加 (7)3.2.1 酵母的扩培 (8)3.2.2 酵母的添加 (8)3.3 发酵过程控制 (8)3.3.1 温度控制 (8)3.3.2 溶氧控制 (8)3.3.3 pH控制 (8)3.3.4 发酵时间 (8)3.4 后发酵与成熟 (8)3.4.1 后发酵 (8)3.4.2 成熟 (9)第4章啤酒澄清与稳定性 (9)4.1 澄清剂的选用与添加 (9)4.1.1 澄清剂的选择 (9)4.1.2 澄清剂的添加 (9)4.2 冷却与澄清过程 (9)4.2.1 冷却 (9)4.2.2 澄清 (9)4.3 稳定化处理 (10)4.3.1 稳定化处理方法 (10)4.3.2 稳定化处理工艺要求 (10)4.4 啤酒的过滤与无菌包装 (10)4.4.1 过滤 (10)4.4.2 无菌包装 (10)第5章啤酒灌装与包装 (11)5.1 灌装设备与工艺 (11)5.1.1 灌装设备 (11)5.1.2 灌装工艺 (11)5.2 瓶装啤酒的包装过程 (11)5.2.1 瓶子准备 (11)5.2.2 灌装 (11)5.2.3 封口 (11)5.2.4 杀菌 (11)5.2.5 冷却 (11)5.2.6 标签粘贴 (12)5.2.7 包装 (12)5.3 罐装啤酒的包装过程 (12)5.3.2 灌装 (12)5.3.3 封口 (12)5.3.4 杀菌 (12)5.3.5 冷却 (12)5.3.6 打码 (12)5.3.7 包装 (12)5.4 包装质量的检测与控制 (12)5.4.1 检测项目 (12)5.4.2 控制措施 (12)第6章质量控制体系 (13)6.1 质量管理体系的建立 (13)6.1.1 质量方针和质量目标的制定 (13)6.1.2 组织结构及职责分工 (13)6.1.3 资源配置 (13)6.1.4 过程控制 (13)6.1.5 持续改进 (13)6.2 风险分析与关键控制点(HACCP) (13)6.2.1 风险分析 (13)6.2.2 关键控制点 (13)6.2.3 HACCP计划的制定与实施 (14)6.3 生产过程中的质量监控 (14)6.3.1 在线检测 (14)6.3.2 离线检测 (14)6.3.3 检验数据的收集与分析 (14)6.4 质量问题的处理与追溯 (14)6.4.1 质量问题处理 (14)6.4.2 质量追溯 (14)6.4.3 质量信息反馈 (14)第7章感官质量评价 (14)7.1 感官评价方法与标准 (14)7.1.1 评价方法 (15)7.1.2 评价标准 (15)7.2 啤酒色泽的评定 (15)7.3 啤酒泡沫与香气评价 (15)7.3.1 泡沫评价 (15)7.3.2 香气评价 (15)7.4 口感与典型性评价 (15)7.4.1 口感评价 (15)7.4.2 典型性评价 (16)第8章理化指标检测 (16)8.1 常规理化指标的检测方法 (16)8.1.1 水分含量的测定 (16)8.1.2 矿物含量的测定 (16)8.1.4 碳酸含量的测定 (16)8.2 真假酒度的测定 (16)8.2.1 真酒度的测定 (16)8.2.2 假酒度的测定 (16)8.3 酒精含量的测定 (16)8.3.1 气相色谱法 (16)8.3.2 比重法 (17)8.4 氧化还原电位与微生物指标检测 (17)8.4.1 氧化还原电位的测定 (17)8.4.2 微生物指标的检测 (17)第9章清洁生产与环保 (17)9.1 清洁生产的原则与措施 (17)9.1.1 原则 (17)9.1.2 措施 (17)9.2 废水处理与回收利用 (17)9.2.1 废水处理 (18)9.2.2 回收利用 (18)9.3 废渣处理与资源化利用 (18)9.3.1 废渣处理 (18)9.3.2 资源化利用 (18)9.4 能源管理与节能降耗 (18)9.4.1 能源管理 (18)9.4.2 节能降耗 (18)第10章安全生产与设备维护 (18)10.1 安全生产规章制度 (18)10.1.1 基本安全守则 (19)10.1.2 操作规程 (19)10.1.3 个人防护用品 (19)10.2 设备的日常维护与保养 (19)10.2.1 日常维护 (19)10.2.2 保养措施 (19)10.3 生产过程中的安全隐患排查与处理 (19)10.3.1 隐患排查 (20)10.3.2 隐患处理 (20)10.4 应急预案与处理流程 (20)10.4.1 应急预案 (20)10.4.2 处理流程 (20)第1章原料选择与处理1.1 麦芽原料的选择麦芽是啤酒的主要原料之一,其质量直接影响啤酒的品质。
麦汁制造过程的工艺设计及其原理解析麦汁制造过程是啤酒酿造一个十分重要的工艺过程,通过麦汁制造获得的定型麦汁是提供酵母发酵生产啤酒的基础营养物质。
不过对麦汁制造过程的一些概念及重要作用还必须有一定的正确认识,否则将不能进行合理的工艺设计。
例如:1)认为“麦汁制造过程就是制造出可供酵母发酵的营养汁”;这种说法并不完整,正确理解应该是“麦汁制造过程必须同时考虑满足酵母的营养需要、满足酵母的生存环境、控制生成啤酒风味物质的不同母体物质合适的数量与比例、确定啤酒的口味类型和保证啤酒产品的各种稳定性等多个与啤酒产品质量相关的内容。
”2)认为“麦汁制造过程控制是以工艺参数为主的工艺设计”;正确理解应该是“麦汁制造过程控制必须同时考虑麦汁制造过程的‘物质条件’、‘媒介条件’和合适的‘环境条件’。
这三者缺一不可。
”3)认为“麦汁制造质量控制是工艺和操作规程的制订与执行”;正确理解应该是“麦汁制造过程的质量控制必须考虑从原料质量到麦汁制造过程全部工艺过程和质量控制内容的标准化,不断完善工艺执行原则和对工艺过程的执行、检查和修正”。
1、啤酒酿造主要工艺过程的作用麦芽制造过程、麦汁制造与麦汁发酵是啤酒酿造的三个主要工艺过程,分别具有不同的功能与作用。
在解释麦汁制造和麦汁发酵过程的作用前,首先提醒酿造工作者要关注大麦品种与大麦质量,制麦芽过程与麦芽质量对啤酒酿造过程的重要作用和密切关系。
因此麦芽制造过程也可以认为是麦汁制造过程的前道工序,是不可分割的一个部分。
如果麦芽制造过程存在问题和麦芽的质量比较差,这些质量问题就会转移到麦汁制造过程,必须在麦汁制造过程进行补偿与调整。
这不仅加重了麦汁制造过程的负担,而且会严重影响麦汁制造的稳定与最终麦汁的质量。
1、1麦汁制造过程从过程原理分析,可以认为麦芽制造基本确定了麦汁的氮(氨基酸)组成,麦汁制造基本确定了麦汁的碳(糖)组成,因此,常常将麦汁制造称为“糖化”,就是指麦汁制造过程是以淀粉水解成糖作用为主的过程。