图纸常用表面处理中日文对照表
- 格式:doc
- 大小:55.50 KB
- 文档页数:1
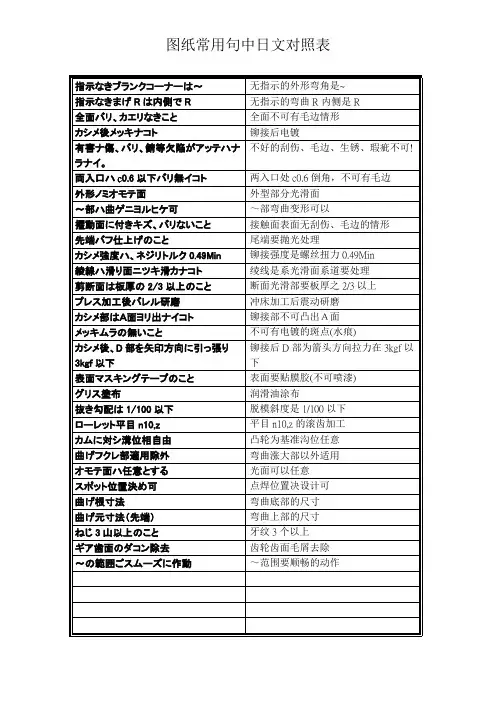
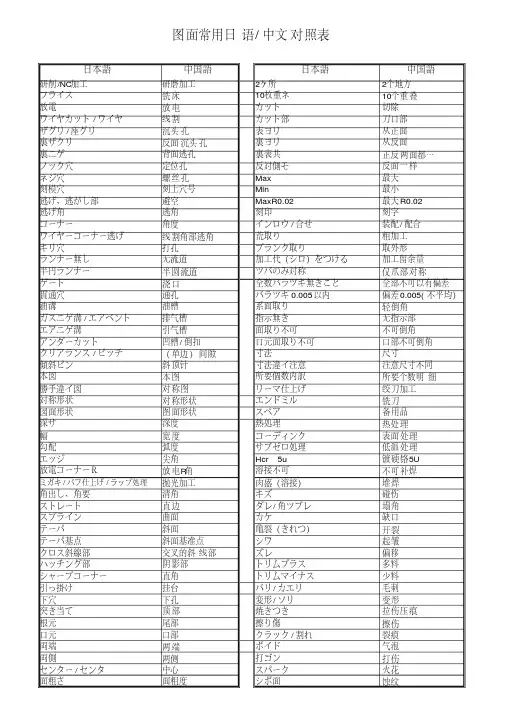
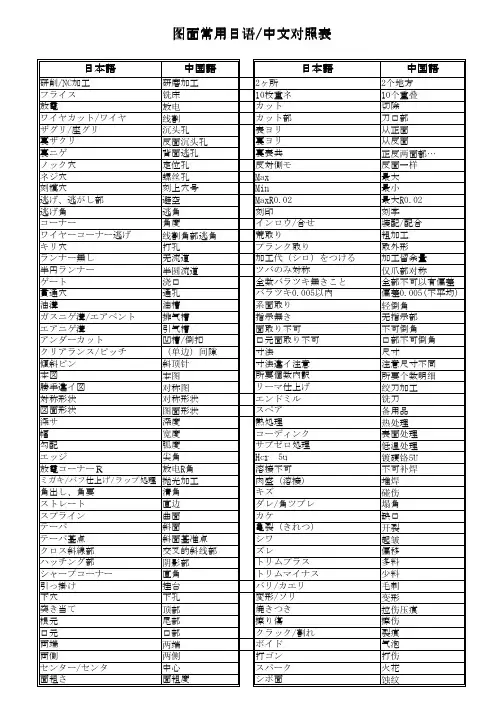
图面常用日语/中文对照表日本語中国語日本語中国語研削/NC加工研磨加工2ヶ所2个地方フライス铣床10枚重ネ10个重叠放電放电カット切除ワイヤカット/ワイヤ线割カット部刀口部ザグリ/座グリ沉头孔表ヨリ从正面裏ザクリ反面沉头孔裏ヨリ从反面裏ニゲ背面逃孔裏表共正反两面都…ノック穴定位孔反対側モ反面一样ネジ穴螺丝孔Max最大刻模穴刻上穴号Min最小逃げ、逃がし部避空MaxR0.02最大R0.02逃げ角逃角刻印刻字コーナー角度インロウ/合せ装配/配合ワイヤーコーナー逃げ线割角部逃角荒取り粗加工キリ穴打孔プランク取り取外形ランナー無し无流道加工代(シロ)をつける加工留余量半円ランナー半圆流道ツバのみ対称仅爪部对称ゲート浇口全数バラツキ無きこと全部不可以有偏差貫通穴通孔バラツキ0.005以内偏差0.005(不平均)油溝油槽系面取り轻倒角ガスニゲ溝/エアベント排气槽指示無き无指示部エアニゲ溝引气槽面取り不可不可倒角アンダーカット凹槽/倒扣口元面取り不可口部不可倒角クリアランス/ピッチ(单边)间隙寸法尺寸傾斜ピン斜顶针寸法違イ注意注意尺寸不同本図本图所要個数内訳所要个数明细勝手違イ図对称图リーマ仕上げ绞刀加工対称形状对称形状エンドミル铣刀図面形状图面形状スペア备用品深サ深度熱処理热处理幅宽度コーディンク表面处理勾配弧度サブゼロ処理低温处理エッジ尖角Hcr 5u镀硬铬5U放電コーナーR放电R角溶接不可不可补焊ミガキ/バフ仕上げ/ラップ処理抛光加工肉盛(溶接)堆焊角出し、角要清角キズ碰伤ストレート直边ダレ/角ツブレ塌角スプライン曲面カケ缺口テーパ斜面亀裂(きれつ)开裂テーパ基点斜面基准点シワ起皱クロス斜線部交叉的斜线部ズレ偏移ハッチング部阴影部トリムプラス多料シャープコーナー直角トリムマイナス少料引っ掛け挂台バリ/カエリ毛刺下穴下孔変形/ソリ变形突き当て顶部焼きつき拉伤压痕根元尾部擦り傷擦伤口元口部クラック/割れ裂痕両端两端ボイド气泡両側两侧打ゴン打伤センター/センタ中心スパーク火花面粗さ面粗度シボ面蚀纹。

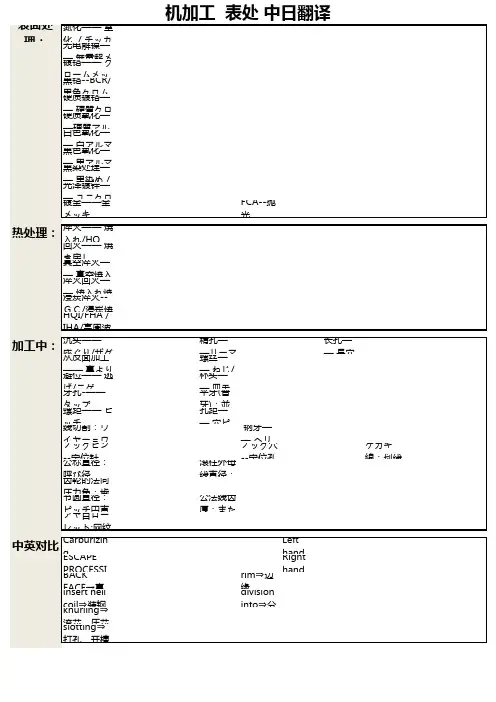
机加工 表处 中日翻译表面处理:氮化—— 窒化 / チッカ / タフトライド /HNT /HNT-G(软氮化)无电解镍—— 無電解メッキ / 無電解ニッケルメッキ / Pni /カニゼン /MFNiIII / ElpFe/Ni-P镀铬—— クロームメッキ黑铬--BCR/黒色クロムメッキ硬质镀铬—— 硬質クロームメッキ / ハードクロム /HCR /MICr /EP-FE /ICR /白上 / Hard chrome硬质氧化——硬質アルマイト白色氧化—— 白アルマイト /AM / AA10 / AM-N4 / SA10 / anodized黑色氧化—— 黒アルマイト / BAM / anodized(black)黑染处理—— 黒染め / パーカ / SOB / blacken / BL / SO 光泽镀锌—— ユニクロ/ MFZnII-C镀金——金メッキFCA--抛光热处理:淬火—— 焼入れ/HQ回火—— 焼き戻し真空淬火—— 真空焼入れ、バーナー焼入れ/VH/HE淬火回火—— 焼入れ焼き戻し/QT/HQ-HT浸炭淬火--GC/浸炭焼入れ/HC.HQHQI/FHA / IHA/高周波淬火 火炎焼き入れ /HEP/フレームハード:火炎淬火加工中:沉头—— 座ぐり/ザグリ精孔——リーマ 长孔—— 長穴从反面加工—— 裏より螺丝—— ねじ/ネジ/螺子避位—— 逃げ/ニゲ杯头—— 皿モミ 牙孔-—— タップ 平牙(普牙):並目 普目螺距—— ピッチ 孔距—— 穴ピッチ线切割:ワイヤー=ワイヤーカット 钢牙—— ヘリサート 黄铜:真鍮 BSBMノックピン --定位针 ノック穴--定位孔ケガキ線:划线公称直径:呼び径滚柱外母线直径:オーバーピン経齿轮的法向压力角:歯直角压力角 模数:モジュール 节圆直径:ピッチ円直径公法线齿厚:またぎ歯厚アヤ目ローレット:网纹滚花中英对比Carburizing prevention→浸炭防止Left hand thread⇒左螺丝ESCAPE PROCESSING→研磨逃がし/研磨避位Right hand thread⇒右螺丝BACK FACE→裏から/从反面加工rim⇒边缘 Hole⇒孔insert heli coil⇒装钢牙division into⇒分为knurling⇒滚花,压花纹 mesh-pattern ⇒网格花样slotting⇒打孔,开槽 through⇒通。
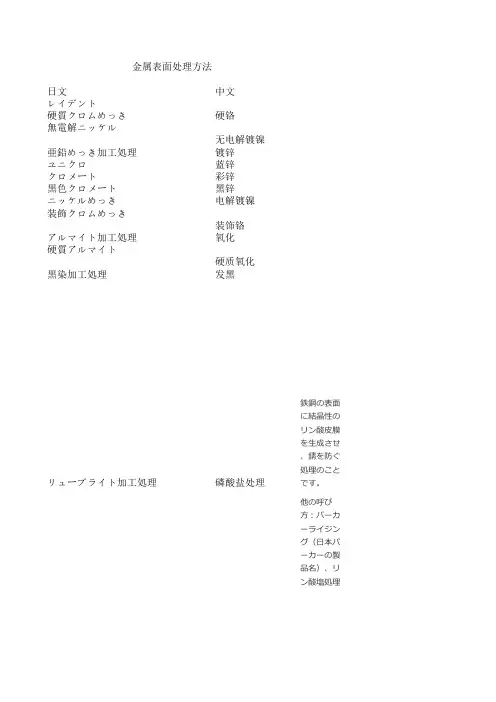
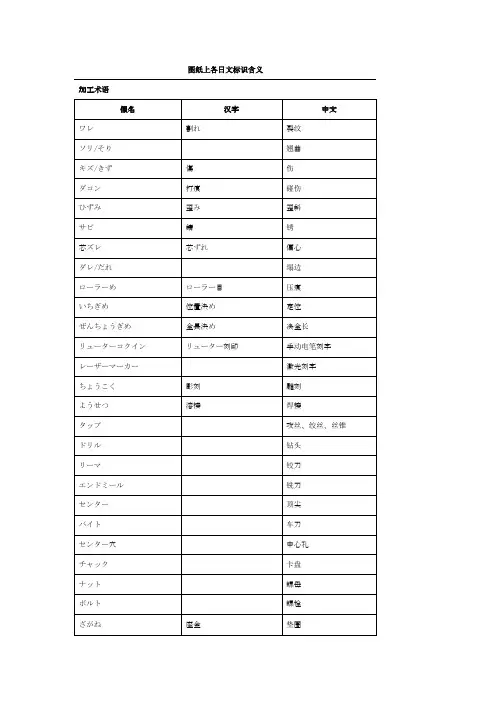
日文中文
レイデント
硬質クロムめっき硬铬
無電解ニッケル
无电解镀镍亜鉛めっき加工処理镀锌
ユニクロ蓝锌
クロメート彩锌
黒色クロメート黑锌
ニッケルめっき电解镀镍装飾クロムめっき
装饰铬
アルマイト加工処理氧化
硬質アルマイト
硬质氧化黒染加工処理发黑
リューブライト加工処理磷酸盐处理鉄鋼の表面に結晶性のリン酸皮膜を生成させ、錆を防ぐ処理のことです。
他の呼び方:パーカーライジング(日本パーカーの製品名)、リン酸塩処理
金属表面处理方法
バフ研磨加工処理抛光
ナシジ加工処理喷砂ナシジ、ブ
ラスト、シ
ョット掛け
、ショット
ブラスト、
梨地処理、
サンドブラ
スト、SB
、ブラスト
掛け、艶消
し処理JIS Z
0310
対応英語:shot brast , blasting
日文中文焼入れ淬火焼き戻し回火焼き鈍し退火焼きならし正火チッカ(浸炭)渗氮
热处理
リューブ、パーカー、パーカーライジング、りん酸マンガン、リン酸マンガン、燐酸マンガン、りん酸Mn、リン酸Mn、燐酸Mn、パーカーリューブライト、 Lb
JIS H 0400
対応英語:
phosphat ing , phosphat ing treatmen t,luberite。

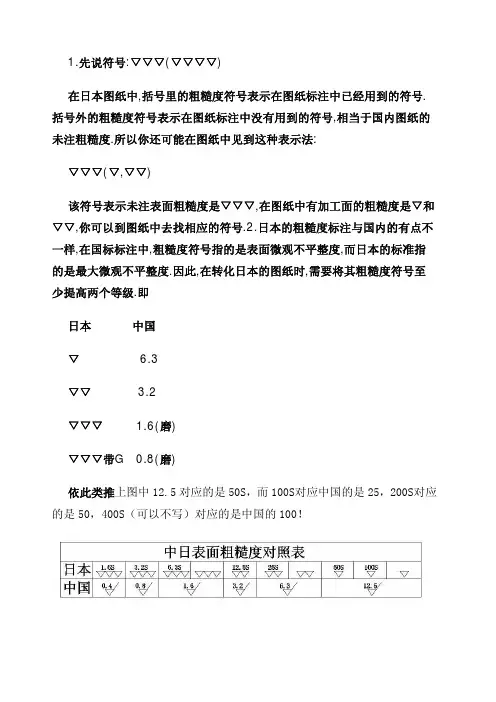
1.先说符号:▽▽▽(▽▽▽▽)
在日本图纸中,括号里的粗糙度符号表示在图纸标注中已经用到的符号.括号外的粗糙度符号表示在图纸标注中没有用到的符号,相当于国内图纸的未注粗糙度.所以你还可能在图纸中见到这种表示法:
▽▽▽(▽,▽▽)
该符号表示未注表面粗糙度是▽▽▽,在图纸中有加工面的粗糙度是▽和▽▽,你可以到图纸中去找相应的符号.2.日本的粗糙度标注与国内的有点不一样,在国标标注中,粗糙度符号指的是表面微观不平整度,而日本的标准指的是最大微观不平整度.因此,在转化日本的图纸时,需要将其粗糙度符号至少提高两个等级.即
日本中国
▽ 6.3
▽▽ 3.2
▽▽▽ 1.6(磨)
▽▽▽带G 0.8(磨)
依此类推上图中12.5对应的是50S,而100S对应中国的是25,200S对应的是50,400S(可以不写)对应的是中国的100!。
图面常用日语/中文对照表日本語中国語日本語中国語研削/NC加工研磨加工2ヶ所2个地方フライス铣床10枚重ネ10个重叠放電放电カット切除ワイヤカット/ワイヤ线割カット部刀口部ザグリ/座グリ沉头孔表ヨリ从正面裏ザクリ反面沉头孔裏ヨリ从反面裏ニゲ背面逃孔裏表共正反两面都…ノック穴定位孔反対側モ反面一样ネジ穴螺丝孔Max最大刻模穴刻上穴号Min最小逃げ、逃がし部避空MaxR0.02最大R0.02逃げ角逃角刻印刻字コーナー角度インロウ/合せ装配/配合ワイヤーコーナー逃げ线割角部逃角荒取り粗加工キリ穴打孔プランク取り取外形ランナー無し无流道加工代(シロ)をつける加工留余量半円ランナー半圆流道ツバのみ対称仅爪部对称ゲート浇口全数バラツキ無きこと全部不可以有偏差貫通穴通孔バラツキ0.005以内偏差0.005(不平均)油溝油槽系面取り轻倒角ガスニゲ溝/エアベント排气槽指示無き无指示部エアニゲ溝引气槽面取り不可不可倒角アンダーカット凹槽/倒扣口元面取り不可口部不可倒角クリアランス/ピッチ(单边)间隙寸法尺寸傾斜ピン斜顶针寸法違イ注意注意尺寸不同本図本图所要個数内訳所要个数明细勝手違イ図对称图リーマ仕上げ绞刀加工対称形状对称形状エンドミル铣刀図面形状图面形状スペア备用品深サ深度熱処理热处理幅宽度コーディンク表面处理勾配弧度サブゼロ処理低温处理エッジ尖角Hcr 5u镀硬铬5U放電コーナーR放电R角溶接不可不可补焊ミガキ/バフ仕上げ/ラップ処理抛光加工肉盛(溶接)堆焊角出し、角要清角キズ碰伤ストレート直边ダレ/角ツブレ塌角スプライン曲面カケ缺口テーパ斜面亀裂(きれつ)开裂テーパ基点斜面基准点シワ起皱クロス斜線部交叉的斜线部ズレ偏移ハッチング部阴影部トリムプラス多料シャープコーナー直角トリムマイナス少料引っ掛け挂台バリ/カエリ毛刺下穴下孔変形/ソリ变形突き当て顶部焼きつき拉伤压痕根元尾部擦り傷擦伤口元口部クラック/割れ裂痕両端两端ボイド气泡両側两侧打ゴン打伤センター/センタ中心スパーク火花面粗さ面粗度シボ面蚀纹。
常用表处理,热处理对照表,中文,日文,对照
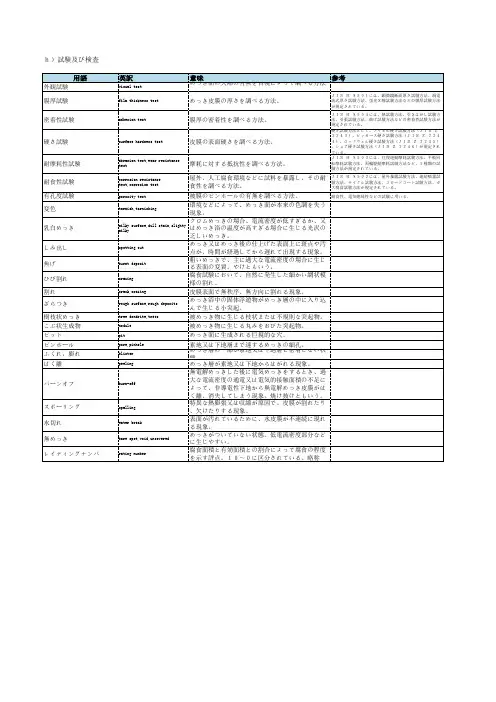
中文英文日文
参考镀层厚度(μm)
颜色类型硬铬Icr,HCr,10-20银白表面处理装饰铬Cr 5-10银白表面处理阳极氧化(白色)SA(W)3-6带光泽的白色表面处理阳极氧化(黑色)
SA(BL)10-30带光泽的黑色
表面处理磷化SCHP 5-15黑色表面处理发黑SOB 1-5黑色表面处理电解镍E-Ni 3-10白黄表面处理化学镍Ni 8-11白黄表面处理蓝白锌Zn-CMI 5-10
青白表面处理烤漆P(SV)银色
表面处理高频淬火HQI 热处理抛光研磨buff 机加工氮化处理HNTS 10-30
灰色
表面处理本色硬质氧化SH(W)两种:白色,黑色
表面处理高频淬火+回火HQ-HT 热处理碳氮共渗HNT
100-200
热处理黑色硬质氧化
表面处理
常用符号对照表
备注
灰色。