普通车床车螺纹教程
- 格式:docx
- 大小:36.71 KB
- 文档页数:2
车螺纹的操作方法
操作车螺纹需要以下步骤:
1. 准备工具:您将需要一个扳手,以便旋转和紧固螺纹。
2. 清洁:确保螺纹区域干净且没有杂质。
这样可以确保螺纹能够正确插入和固定。
3. 定位:将螺纹正确放置在需要固定的地方。
确保螺纹和螺孔对准。
4. 旋转:开始旋转扳手,使螺纹插入螺孔。
根据需要可以逆时针或顺时针旋转。
5. 紧固:继续旋转扳手,直到螺纹尽可能达到所需的松紧程度。
注意不要过紧,以免损坏螺纹或所连接的部件。
6. 检查:仔细检查螺纹是否牢固固定。
轻轻拧动螺纹,看是否有松动或抖动。
这些是一般的车螺纹操作步骤。
具体操作方法可能会有所不同,取决于螺纹的类型和所需的应用。
在进行操作前,请参考相关说明或咨询专业人士。
普通车床螺纹操作规程普通车床螺纹操作规程一、操作前准备1. 检查车床各部位的润滑油是否充足,并加足润滑油。
2. 检查车床各部位的紧固螺丝是否松动,如有松动应立即紧固。
3. 检查车床上的切削工具是否够锐利,并进行必要的更换或磨削。
4. 检查车床上的螺纹刀具是否符合要求,如有需要,进行更换或调整。
5. 调整车床的各个操作手柄,使其处于适合操作的位置。
6. 清理工作区域,确保周围环境整洁,并将杂物放置到指定的位置。
二、操作过程1. 将待加工的工件放置到车床主轴上,并用适当的夹具夹紧。
确保工件固定牢固。
2. 设置所需的车床进给速度和主轴转速。
3. 调整工件的初始位置,使切削刀具在工件上正确定位。
4. 手动移动切削刀具,使其与工件的起始点重合。
5. 手动启动车床主轴,并慢慢逐渐加速,观察切削刀具与工件的接触情况。
6. 如果刀具与工件接触正常,可以调整进给手柄,开始进行螺纹切削。
同时要观察切屑的形状,保持合适的切屑形态。
7. 在切削过程中,要保持适当的切削速度和进给速度。
根据具体情况,可以适当调整主轴转速和进给手柄。
8. 当切削到达终点时,要逐渐减小进给量,直到切削结束。
9. 停止主轴转动,并等待工件完全停止后,取出加工完毕的工件。
同时要检查工件质量,确保其符合要求。
10. 关闭车床主轴和电源,清理和整理工作区域。
三、安全注意事项1. 操作人员应戴好工作服、工作帽、安全眼镜和防护耳塞,以防止可能的飞溅和噪音伤害。
2. 操作前应检查机床是否处于正常工作状态,如有异常情况应通知维修人员处理,不得擅自操作。
3. 在调整切削工具时,应停止车床主轴的转动,以免发生意外伤害。
4. 在切削过程中,应避免将手指或其他物体靠近切削刀具,以免造成伤害。
5. 操作过程中要注意观察切削情况和工件质量,如发现异常应立即停机处理。
6. 建议在操作车床时使用防护罩,以防止切削刀具碎片飞溅。
四、维护保养1. 每日结束操作后,要对车床进行彻底的清洁和检查,保持机床的清洁。
普通车床螺纹操作方法
普通车床螺纹操作方法一般分为三个步骤:开料、成形、整形。
下面是具体的操作方法:
1. 开料:
a. 根据螺纹尺寸和要求,选择合适的切削刀具,将其在刀架安装好。
b. 根据螺纹的直径和材料的硬度,选择合适的进给速度和主轴转速。
c. 将工件装夹在车床的主轴上,调整工件的位置和夹紧力,确保工件稳固。
2. 成形:
a. 打开车床的主轴电机和进给电机,使刀具和工件开始运转。
b. 使用机床横向进给手轮或进给手柄,将刀具逐渐靠近工件,使刀具开始切削工件。
c. 控制切削深度和进给速度,使刀具顺着工件的轴线方向,沿着螺纹轮廓进行切削。
当切削到一定深度后,开始收回刀具。
d. 重复以上步骤,直到螺纹成形为止。
3. 整形:
a. 切削完成后,使用车床的进给手柄或进给手轮,调整刀具位置,对螺纹进行整形修整。
b. 根据需要使用适当的切削速度和深度,对螺纹进行修整,使其满足要求的精度和表面质量。
c. 完成整形后,关闭车床的主轴电机和进给电机,然后取下成品,进行后续处理。
需要注意的是,在实际操作中,需要根据工件的材料、要求和车床的具体型号,结合经验和技巧适当调整切削参数和操作方法,以获得更好的加工效果。
普车螺纹操作方法
操作普车螺纹的方法包括以下步骤:
1. 首先,准备好需要操作的螺纹和对应的螺纹刀具。
确保螺纹刀具的尺寸和螺纹规格相匹配。
2. 将工件夹紧在螺纹车床的主轴上。
确保工件和螺纹刀具的位置正确。
3. 调整螺纹刀具的高度和位置,以确保它与工件的螺纹接触。
4. 启动螺纹车床,并将刀具逐渐移动到工件上,开始切削螺纹。
5. 确保螺纹刀具按照正确的方向进行切削。
通常,内螺纹是顺时针方向切削,外螺纹是逆时针方向切削。
6. 在切削螺纹的过程中,逐渐降低切削速度,以确保螺纹切削平整和精确。
7. 完成切削后,停止螺纹车床,并将工件取下。
用测量工具(如螺旋测量规)检查螺纹的尺寸和质量。
在操作螺纹时,需要注意以下事项:
1. 确保使用合适的刀具和工件夹具,以防止刀具断裂或工件脱离夹具。
2. 切削过程中,保持螺纹刀具和工件之间的冷却润滑,以提高切削效率和延长刀具寿命。
3. 调整螺纹刀具的位置和切削力,以确保切削过程平稳和均匀。
4. 定期检查螺纹刀具的磨损情况,及时更换磨损严重的刀具。
5. 在操作过程中,遵循安全规范,保持工作环境整洁有序,以确保操作人员的安全。
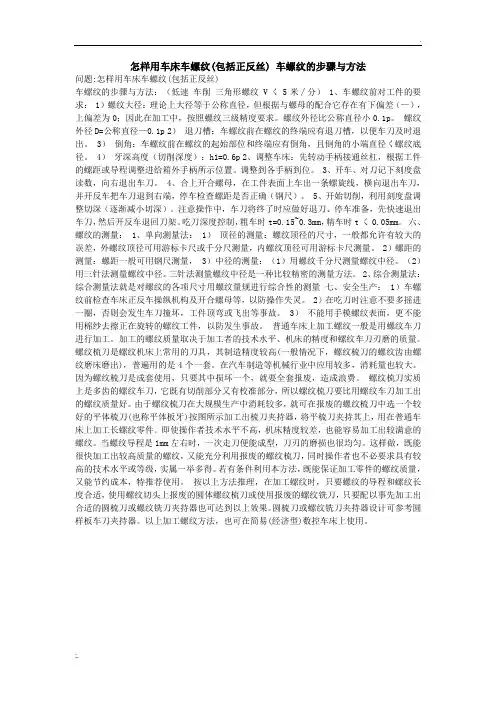
.;. 怎样用车床车螺纹(包括正反丝) 车螺纹的步骤与方法问题:怎样用车床车螺纹(包括正反丝)车螺纹的步骤与方法:(低速车削三角形螺纹 Vく5米∕分) 1、车螺纹前对工件的要求: 1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
螺纹外径比公称直径小0.1p。
螺纹外径D=公称直径—0.1p 2)退刀槽:车螺纹前在螺纹的终端应有退刀槽,以便车刀及时退出。
3)倒角:车螺纹前在螺纹的起始部位和终端应有倒角,且倒角的小端直径く螺纹底径。
4)牙深高度(切削深度):h1=0.6p 2、调整车床:先转动手柄接通丝杠,根据工件的螺距或导程调整进给箱外手柄所示位置。
调整到各手柄到位。
3、开车、对刀记下刻度盘读数,向右退出车刀。
4、合上开合螺母,在工件表面上车出一条螺旋线,横向退出车刀,并开反车把车刀退到右端,停车检查螺距是否正确(钢尺)。
5、开始切削,利用刻度盘调整切深(逐渐减小切深)。
注意操作中,车刀将终了时应做好退刀、停车准备,先快速退出车刀,然后开反车退回刀架。
吃刀深度控制,粗车时t=0.15~0.3mm,精车时tく0.05mm。
六、螺纹的测量: 1、单向测量法: 1)顶径的测量:螺纹顶径的尺寸,一般都允许有较大的误差,外螺纹顶径可用游标卡尺或千分尺测量,内螺纹顶径可用游标卡尺测量。
2)螺距的测量:螺距一般可用钢尺测量, 3)中径的测量:(1)用螺纹千分尺测量螺纹中径。
(2)用三针法测量螺纹中径。
三针法测量螺纹中径是一种比较精密的测量方法。
2、综合测量法:综合测量法就是对螺纹的各项尺寸用螺纹量规进行综合性的测量七、安全生产: 1)车螺纹前检查车床正反车操纵机构及开合螺母等,以防操作失灵。
2)在吃刀时注意不要多摇进一圈,否则会发生车刀撞坏,工件顶弯或飞出等事故。
3)不能用手模螺纹表面,更不能用棉纱去擦正在旋转的螺纹工件,以防发生事故。
车削普通螺纹操作方法
车削普通螺纹的操作方法如下:
1.固定工件:将需要车削螺纹的工件固定在车床的头座上,确保工件稳定不会滑动。
2.调整车刀:选择合适的车刀,并将其夹紧在主轴的前层和后层上。
调整刀具的高度和角度以确保切削力和切削效果都能得到最佳结果。
3.设定进给和转速:根据螺纹的规格和工件材料,设定合适的进给速度和转速。
进给速度应根据螺纹的进给系数和纵向进给速度计算得出,而转速则取决于工件材料的硬度和刀具的材质和尺寸。
4.开始车削:打开主轴,启动车床,并将工件带动起来。
通过调节主轴、进给和纵向进给,使车刀在工件上匀速切削。
5.检查螺纹质量:在车削过程中,不断检查螺纹的质量,确保尺寸和表面光洁度满足要求。
如有必要,可以调整进给和刀具的位置以改善螺纹的质量。
6.完成车削:当螺纹车削完成后,将车床停止,并移除工件。
清理工件和车床上的切屑和废料。
以上是车削普通螺纹的基本操作方法。
根据实际情况和不同的工件要求,可能还需要做一些调整和优化。
在操作过程中,务必注意安全,遵循操作规程,并遵循车床操作的基本原则。
![普通车床的螺纹车削加工课件[文字可编辑]](https://uimg.taocdn.com/99a158a0915f804d2b16c1ee.webp)
怎样用车床车螺纹(包括正反丝) 车螺纹的步骤与方法问题:怎样用车床车螺纹(包括正反丝)车螺纹的步骤与方法:(低速车削三角形螺纹 Vく5米∕分) 1、车螺纹前对工件的要求: 1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
螺纹外径比公称直径小。
螺纹外径D=公称直径—2)退刀槽:车螺纹前在螺纹的终端应有退刀槽,以便车刀及时退出。
3)倒角:车螺纹前在螺纹的起始部位和终端应有倒角,且倒角的小端直径く螺纹底径。
4)牙深高度(切削深度):h1= 2、调整车床:先转动手柄接通丝杠,根据工件的螺距或导程调整进给箱外手柄所示位置。
调整到各手柄到位。
3、开车、对刀记下刻度盘读数,向右退出车刀。
4、合上开合螺母,在工件表面上车出一条螺旋线,横向退出车刀,并开反车把车刀退到右端,停车检查螺距是否正确(钢尺)。
5、开始切削,利用刻度盘调整切深(逐渐减小切深)。
注意操作中,车刀将终了时应做好退刀、停车准备,先快速退出车刀,然后开反车退回刀架。
吃刀深度控制,粗车时t=~0.3mm,精车时tく0.05mm。
六、螺纹的测量: 1、单向测量法: 1)顶径的测量:螺纹顶径的尺寸,一般都允许有较大的误差,外螺纹顶径可用游标卡尺或千分尺测量,内螺纹顶径可用游标卡尺测量。
2)螺距的测量:螺距一般可用钢尺测量, 3)中径的测量:(1)用螺纹千分尺测量螺纹中径。
(2)用三针法测量螺纹中径。
三针法测量螺纹中径是一种比较精密的测量方法。
2、综合测量法:综合测量法就是对螺纹的各项尺寸用螺纹量规进行综合性的测量七、安全生产: 1)车螺纹前检查车床正反车操纵机构及开合螺母等,以防操作失灵。
2)在吃刀时注意不要多摇进一圈,否则会发生车刀撞坏,工件顶弯或飞出等事故。
3)不能用手模螺纹表面,更不能用棉纱去擦正在旋转的螺纹工件,以防发生事故。
普通车床上加工螺纹一般是用螺纹车刀进行加工。
车螺纹的步骤与方法标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分)1、车螺纹前对工件的要求:1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
螺纹外径比公称直径小。
螺纹外径D=公称直径—2)退刀槽:车螺纹前在螺纹的终端应有退刀槽,以便车刀及时退出。
3)倒角:车螺纹前在螺纹的起始部位和终端应有倒角,且倒角的小端直径く螺纹底径。
4)牙深高度(切削深度):h1=2、调整车床:先转动手柄接通丝杠,根据工件的螺距或导程调整进给箱外手柄所示位置。
调整到各手柄到位。
3、开车、对刀记下刻度盘读数,向右退出车刀。
4、合上开合螺母,在工件表面上车出一条螺旋线,横向退出车刀,并开反车把车刀退到右端,停车检查螺距是否正确(钢尺)。
5、开始切削,利用刻度盘调整切深(逐渐减小切深)。
注意操作中,车刀将终了时应做好退刀、停车准备,先快速退出车刀,然后开反车退回刀架。
吃刀深度控制,粗车时t=~,精车时tく。
六、螺纹的测量:1、单向测量法:1)顶径的测量:螺纹顶径的尺寸,一般都允许有较大的误差,外螺纹顶径可用游标卡尺或千分尺测量,内螺纹顶径可用游标卡尺测量。
2)螺距的测量:螺距一般可用钢尺测量,3)中径的测量:(1)用螺纹千分尺测量螺纹中径。
(2)用三针法测量螺纹中径。
三针法测量螺纹中径是一种比较精密的测量方法。
2、综合测量法:综合测量法就是对螺纹的各项尺寸用螺纹量规进行综合性的测量七、安全生产:1)车螺纹前检查车床正反车操纵机构及开合螺母等,以防操作失灵。
2)在吃刀时注意不要多摇进一圈,否则会发生车刀撞坏,工件顶弯或飞出等事故。
3)不能用手模螺纹表面,更不能用棉纱去擦正在旋转的螺纹工件,以防发生事故。
车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分)1、车螺纹前对工件的要求:1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
螺纹的车削方法螺纹是机械制造中常见的一种零部件,它具有优良的螺旋连接效果,在机械制造中应用广泛。
螺纹是具有一定螺旋角度的圆柱体表面形状,它可以通过车削加工得到。
下面将介绍几种螺纹的车削方法。
一、普通车床车削普通车床常常用于对螺纹进行车削加工。
具体车削过程如下:1、将工件固定在车床上,调整好位置和夹紧力,并选择合适的车刀和进给速度。
2、加工螺纹前,需要先进行车削前的准备工作,如找中心、测量螺距和安装切断刀等。
3、先进行螺旋沟的车削,包括切断刀的切槽、切断刀的切槽、冷镇银器的冷却、螺旋沟的整理以及螺纹的整形。
4、进行螺纹的车削。
在车削时,要控制车刀与工件的角度、刀具前刀角、转速和进给速度等,保证车削尺寸和表面质量。
5、切断刀的切割要齐,避免过度挤压而损坏螺纹。
车削完毕后,需要对加工的螺纹进行检验,如螺距和径向跳动等。
螺纹车床是专门用于车削螺纹的机床,它可以实现自动车削和精密加工。
在进行螺纹车削时,需要注意以下几点:2、在车床上安装好螺纹导板和读数仪后,将车刀调整到导板的切线上,通过读数仪进行精确定位和加工。
3、在车削螺纹的同时,需要同时进行螺旋沟的车削,实现连续的车削作业。
三、立式轴向数控车床车削立式轴向数控车床是一种新型的数控机床,它具有高度集成的控制系统和优质的结构设计。
在进行螺纹车削时,需要注意以下几点:1、在准备车削前,需要进行数控程序的编写和导入,并进行参数的设置,如转速、进给速度、切削速率等。
总之,螺纹的车削方法有普通车床车削、螺纹车床车削和立式轴向数控车床车削等,选用不同的方法和工艺路线,能够实现高效的螺纹加工。
车床挑螺纹操作方法
1.选择合适的车刀和螺纹规格:需要根据要加工的螺纹规格选择相应的车刀和螺纹规格,通常使用三角形螺纹刀或插齿螺纹刀。
2.确定加工螺纹的位置:在工件上标出加工螺纹的位置,可以使用卡尺或千分尺等量具进行测量。
3.调整车床参数:调整车床的进给速度和切削速度等参数,需要根据工件材料和螺纹规格进行调整。
4.装夹工件:使用卡盘或夹头等装夹工件,并确保工件在加工过程中不会发生移动或旋转。
5.开始挑螺纹:按照螺纹的加工顺序,调整车刀和工件的位置,并逐步将车刀逼入工件,直到达到所需深度。
6.调整车床参数:在加工过程中需要不断根据工件和车刀的状态进行调整,如调整进给速度、切削深度等参数。
7.清洁工作:加工完成后需要清洁车床和加工过的工件,以避免污染和腐蚀。
普车加工锥度梯形螺纹技术普车加工锥度梯形螺纹是一种常用的加工工艺,适用于各类锥度梯形螺纹的加工。
本文将结合具体实例,介绍普车加工锥度梯形螺纹的技术要点和操作流程。
1. 确定螺纹规格和参数:根据零件图纸和要求,确定螺纹的内外径、螺距、螺纹角等参数。
2. 确定切削刀具:根据螺纹参数和加工要求,选择合适的切削刀具。
常用的切削刀具有刀片式刀具、整体硬质合金螺纹刀等。
切削刀具的选用应考虑切削力、切削速度等因素。
3. 确定切削速度和进给量:切削速度和进给量是影响加工效果和质量的重要因素。
通常,切削速度要充分保证刀具刃口温度低于临界温度,进给量要根据切削情况和机床性能进行调整。
4. 在车床上进行准备工作:擦拭清洁车床工作台,安装导向刀架和切削刀具,调整刀架和刀具角度,以保证切削顺利进行。
5. 进行粗车和精车操作:首先进行粗车操作,根据设定的切削速度和进给量,以一定的速度和深度进行切削。
粗车操作旨在快速去除毛刺和大量金属材料。
随后进行精车操作,采用较小的进给量和切削速度,以提高表面精度。
6. 进行校正和修整:根据加工后的螺纹实际尺寸和要求,进行校正和修整操作。
通常,校正包括侧向修整和径向修整。
7. 进行检验和质量控制:根据产品要求,对加工后的螺纹进行检验。
常用的方法有测量螺纹的实际尺寸、角度和螺纹的质量等。
8. 进行加工记录和整理:在加工过程中进行记录,包括加工参数、加工时间、刀具磨损等信息。
对加工后的产品进行整理和分类,以方便使用和管理。
以上就是普车加工锥度梯形螺纹的技术要点和操作流程。
通过合理的刀具选用、切削速度和进给量的控制,结合精细的校正和修整操作,可以获得高质量的锥度梯形螺纹产品。
对加工过程进行记录和整理,可以提高生产效率和质量管理水平。
精心整理车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分)1、车螺纹前对工件的要求:1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
螺纹外径比公称直径小0.1p。
螺纹外径D=公称直径—0.1p2)退刀槽:车螺纹前在螺纹的终端应有退刀槽,以便车刀及时退出。
342345,精车时tく11测量,内螺纹顶径可用游标卡尺测量。
2)螺距的测量:螺距一般可用钢尺测量,3)中径的测量:(1)用螺纹千分尺测量螺纹中径。
(2)用三针法测量螺纹中径。
三针法测量螺纹中径是一种比较精密的测量方法。
2、综合测量法:综合测量法就是对螺纹的各项尺寸用螺纹量规进行综合性的测量七、安全生产:1)车螺纹前检查车床正反车操纵机构及开合螺母等,以防操作失灵。
2)在吃刀时注意不要多摇进一圈,否则会发生车刀撞坏,工件顶弯或飞出等事故。
3)不能用手模螺纹表面,更不能用棉纱去擦正在旋转的螺纹工件,以防发生事故。
车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分)1、车螺纹前对工件的要求:1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
螺纹外径比公称直径小0.1p。
螺纹外径D=公称直径—0.1p2342345,精车时tく11232123机床的精度和螺纹车刀刃磨的质量。
螺纹梳刀是螺纹机床上常用的刀具,其制造精度较高(一般情况下,螺纹梳刀的螺纹齿由螺纹磨床磨出),普遍用的是4个一套。
在汽车制造等机械行业中应用较多,消耗量也较大。
因为螺纹梳刀是成套使用,只要其中损坏一个,就要全套报废,造成浪费。
螺纹梳刀实质上是多齿的螺纹车刀,它既有切削部分又有校准部分,所以螺纹梳刀要比用螺纹车刀加工出的螺纹质量好。
由于螺纹梳刀在大规模生产中消耗较多,就可在报废的螺纹梳刀中选一个较好的平体梳刀(也称平体板牙)按图所示加工出梳刀夹持器,将平梳刀夹持其上,用在普通车床上加工长螺纹零件。
普通车床车螺纹教程
车螺纹是车床加工中常见的操作之一,下面将详细介绍普通车床车螺纹的操作步骤。
1. 准备工作:选择合适的车刀、切削液和螺纹规格。
根据需要,选择合适的螺距和螺纹类型。
2. 将工件固定在车床的夹持装置上。
确保工件稳固,并根据需要进行适当的夹紧和支撑。
3. 调整车床的转速和进给速度。
根据工件材料和螺纹规格,选择合适的车削参数。
4. 使用车刀将工件端面削平,确保车削开始时刀具与工件的接触面积充分。
5. 将车刀切削边缘与工件端面垂直对齐。
开始车削前,注意刀具的朝向和位置。
6. 缓慢向工件表面进给车刀,保持适当的切削深度。
同时,使用适量的切削液进行冷却和润滑。
7. 轻轻地转动手轮,同时保持车刀沿着工件轮廓移动,形成螺纹的切削。
8. 控制进给速度,使车床给进床移动的距离等于螺纹螺距。
一圈结束后,及时调整车床床的位置,开始下一圈的车削。
9. 继续进行车削,直到螺纹的长度满足要求。
10. 完成车削后,停止车床的运转。
使用刷子清除工件表面的切削屑,并进行必要的修整和磨光。
11. 检查车削的螺纹是否符合规格要求,可以使用螺纹量规进行测量。
12. 若需要进行下一步工序,及时清洁工件和车床。
若不需要继续加工,可以拆卸工件,并妥善保管。
以上是普通车床车螺纹的简要步骤,希望对您有所帮助。